Инструкция для оператора HEIDENHAIN - диалог с открытым текстом iTNC 530
Подождите немного. Документ загружается.

HEIDENHAIN iTNC 530 331
7.5 Дополнительные функции для осей вращения
M128 при поворотных столах
Если при активном M128 программируете движение поворотного
стола, то УЧПУ поворачивает соответственно систему координат.
Если поворочиваете нпр. C-ось на 90° (путём позиционирования
или перемещнием нулевой точки) и программируете затем
движение по X-оси, то УЧПУ выполняет движение по
направляющей Y.
Также установленную опорную точку, смещающуеся из-за
движения повортоного стола, УЧПУ
преобразовывает.
M128 при трёхмерной коррекции инструмента
Если при активном M128 и активной коррекции радиуса RL/RR
выполняете трехмерную коррекцию инструмента, то УЧПУ
позиционирует оси вращения автоматически при определенной
геометрии станка (Peripheral-Milling, смотри „Трехмерная
коррекция инструмента (опция ПО 2)”, страница 219).
Действие
M128 задействует только в начале записи, M129 в конце записи.
M128 действует также в
ручных ражимах работы и остаётся
активным после смены режима работы. Подача для
выравнивающего движения действует так долго, пока не
программируется новая или M128 установливается оператором с
M129 в исходное состояние.
M128 установливаете с M129 в исходное состояние. Если в
режиме работы прогона программы выбираете новую программу,
то УЧПУ устанавливает M128
также в исходное состояние.
ЧУ-кадры в качестве примера
Выполнение выравнивающих движений с подачей составляющей
1000 мм/мин:
L X+0 Y+38.5 IB-15 RL F125 M128 F1000
332 7 Программирование: дополнительные функции
7.5 Дополнительные функции для осей вращения
Фрезерование наклоненным инструментом с помощью не
управляемых осей вращения
Если на станке имеются не управляемые оси поворота (так
называемые счетные оси), тогда можете в сочетании с М128
отработать операции обработки с помощью этих осей.
Это осуществляется следующим образом:
1 переместить оси вращения вручную на желаемую позицию.
M128 не должна быть активной при
этом
2 M128 активировать: TNC считывает факт-значения всех
имеющихся осей вращения, рассчитывает новую позицию
центра инструмента и актуализирует индикацию положения
3 Требуемые компенсационные движения УЧПУ выполняет в
следующем кадре позиционирования
4 Выполнить обработку
5 К концу программы отменить М128 используя М129 и
переместить оси вращения в исходное положение
Пересечения M128 и M114
M128 является усовершенствованием фукнции M114.
M114 рассчитывает требуемые
компенсационные движения в
геометрии, перед выполнением соотвественного кадра NC. TNC
так рассчитывает компенсационное движение, что к концу
соотвественного кадра NC оно выполнено.
M128 рассчитывает все компенсационные движения в реальном
времени, требуемые компенсационные движения TNC выполняет
сразу, после появления необходимости такого движения из-за
движения оси вращения.
Так долго, как М128 ялвляется активной, УЧПУ
контролирует факт-позицию не управляемых осей
вращения. Если факт-позиция отклоняется от
дефинированного производителем станков значения
заданной позиции, то УЧПУ выдает сообщение об
ошибках и остановливает прогон программы.
M114 и M128 не должны быть одновременно
активными, иначе появляются пересечения между
обоими функциями, которые могут привести к
повреждениям заготовки. ЧПУ выдаёт
соответственное сообщение об ошибках.
HEIDENHAIN iTNC 530 333
7.5 Дополнительные функции для осей вращения
Останов точности на углах с
нетангенциальными переходами: M134
Стандартное поведение
УЧПУ так перемещает инструмент при позиционировании с осями
вращения, что на нетангенциальных переходах включается
элемент пререхода. Переход контура зависит от ускорения,
толчка и установленного допуска отклонения от траектории
контура.
Поведение с M134
УЧПУ так перемещает инструмент при позиционировании с осями
вращения, что на нетангенциальных переходах выполняется
останов точности.
Действие
M134 задействует
в начале предложения, M135 в конце
предложения.
M134 отнимаете с M135. Если в режиме работы прогона
программы выбираете новую программу, то УЧПУ отнимает также
M134.
Выбор осей наклона: М138
Стандартное поведение
Стандартное поведение УЧПУ учитывает в случае функций M114,
M128 и Наклон плоскости обработки оси вращения,
установленные производителем станков в параметрах машины.
Поведение с M138
УЧПУ учитывает в приведённых выше функциях только те оси
качения, которые Вы определили с помощью M138.
Действие
M138 задействует в начале предложения.
M138 сбросываете, программируя M138 заново без указания осей
качения.
ЧУ-кадры в качестве примера
Для приведённых выше функций учитывать только ось наклона C:
Стандартное поведение УЧПУ можете так изменить с
помощью параметра станка 7440, что при выборе
программы M134 становится автоматически активной,
смотри „Общие параметрыпользователя”, страница
750.
L Z+100 R0 FMAX M138 C
334 7 Программирование: дополнительные функции
7.5 Дополнительные функции для осей вращения
Учёт кинематики станка в ФАКТ/ЗАДАННАЯ-
позиции в конце кадра: М144 (опция ПО 2)
Стандартное поведение
УЧПУ перемещает инструмент на установлённые в программе
обработки позиции. Если изменяется в программе положение
одной из осей наклона, то надо пересчитывать возникшое из этого
смещение по линейным осям и произвести перемещение в одном
предложении позиционирования.
Поведение с M144
УЧПУ учитывает изменение кинематики станка в индикации
положения, как это имеет место
нпр. при замене насадочного
шпинделя. Если изменяется в программе положение
управляемой оси наклона, то изменяется положение вершины
инструмента в соотношении к загатовке во время операции
наклона. Возникшее смещение перерассчитывается в индикации
положения.
Действие
M144 задействует в начале предложения. M144 не действует
вместе с M114, M128 или Наклон плоскости обработки.
M144 отнимаете, программируя M145.
Позиционирования с M91/M92 допускаются при
активном M144.
Индикация положения в режимах работы
ПОСЛЕДОВАТЕЛЬНОСТЬ ЗАПИСИ и ОТДЕЛЬНАЯ
ЗАПИСЬ изменяется только тогда, когда наклонные
оси достигли своего конечного положения.
Геометрия станка должна быть определена
производителем станков в параметрах станка 7510 и
последующих. Производитель станков установливает
способ воздействия в режимах работы автоматики и в
режимах работы ручного управления.Обратите
внимание на информацию в инструкции обслуживания
станка. Обратите внимание на информацию в
руководстве по обслуживанию станка.

HEIDENHAIN iTNC 530 335
7.6 Ввод дополнительных функций для лазерных режущих машин
7.6 Ввод дополнительных
функций для лазерных
режущих машин
Принцип
Для управления мощьностью лазера УЧПУ выдаёт через
аналоговый S-выход значения напряжения. C помощью функций
M200 до M204 можете во время прогона программы повлиять на
мощьность лазера.
Ввод дополнительных функций для лазерных режущих
машин
Если вводите в предложении позиционирования M-функцию для
лазерных режущих машин, то УЧПУ продолжает диалог и
запрашивает соответственные параметры дополнительной
функции.
Все
дополнительные функции для лазерных режущих машин
задействуют в начале предложения.
Непосредственная выдача
программированного напряжения: M200
Поведение с M200
УЧПУ выдаёт после M200 программированное значение как
напряжение V.
Пределы ввода: 0 до 9.999 V
Действие
M200 действует так долго, пока через M200, M201, M202, M203
или M204 будет выдано новое напряжение.
Напряжение как функция промежутка: M201
Поведение с M201
M201 выдаёт напряжение в зависимости от прошедшего пути.
УЧПУ повышает или уменьшает актуальное напряжение линейно,
до уровня программированного значения V.
Пределы ввода: 0 до 9.999 V
Действие
M201 действует так долго, пока через M200, M201, M202, M203
или M204 будет выдано новое напряжение.

336 7 Программирование: дополнительные функции
7.6 Ввод дополнительных функций для лазерных режущих машин
Напряжение как функция скорости: M202
Поведение с M202
УЧПУ выдаёт напряжение как функцию скорости. Производитель
станков установливает в параметрах станка вплоть до трёх
характеристик FNR., в которых скорости подачи подчиняются
напряжениям. С M202 выбираете характеристику FNR., из
которой УЧПУ установливает напряжение для выдачи.
Пределы ввода: 1 до 3
Действие
M202 действует так долго, пока через M200, M201, M202, M203
или M204 будет выдано новое напряжение.
Выдача напряжения как функции времени
(зависящая от времени стадия импульса):
M203
Поведение с M203
УЧПУ выдаёт напряжение V как функцию времени TIME. УЧПУ
повышает или уменьшает актуальное напряжение линейно, в
программированном времени TIME, до уровня
программированного значения напряжения V.
Диапазон ввода
Действие
M203 действует так долго, пока через M200, M201, M202, M203
или M204 будет выдано новое напряжение.
Выдача напряжения как функции времени
(зависящая от времени последовательность
импульсов): M204
Поведение с M204
УЧПУ выдаёт программированное напряжение как импульс с
программированной продолжительностью TIME. Пределы ввода
данных
Диапазон ввода
Действие
M204 действует так долго, пока через M200, M201, M202, M203
или M204 будет выдано новое напряжение.
Напряжение V: 0 до 9.999 вольт
Время TIME: 0 до 1.999 секунд
Напряжение V: 0 до 9.999 вольт
Время TIME: 0 до 1.999 секунд
HEIDENHAIN iTNC 530 337
Программирование:
циклы
338 8 Программирование: циклы
8.1 Работа с циклами
8.1 Работа с циклами
Часто повторяющиеся операции обработки, охватывающие
несколько шагов обработки, сохраняются в УЧПУ в качестве
циклов. Также пересчёты координат и некоторые специальные
функции находятся в распоряжении как циклы (обзор:
Страница 340).
Большинство циклов обработки использует параметры Q в
качестве параметров передачи. Параметры оснащённые той же
самой функцией, требуемой УЧПУ в разных циклах, имеют всегда
те
же самые номера: нпр. Q200 это всегда Безопасное
расстояние, Q202 это Глубина врезания итд.
Циклы станка
На многих станках находятся в распоряжении циклы, внедренные
в УЧПУ производителем станков дополнительно к циклам фирмы
HEIDENHAIN. Для них предоставляется отдельный диапазон
номеров циклов:
циклы от 300 до 399
Циклы станка, дефинируемые с помощью клавиши CYCLE DEF
в программе
циклы от 500 до 599
Циклы станка для импульсного щупа, дефинируемые с
помощью клавиши TOUCH PROBE в программе
Иногда используются
в случае циклов станка также параметры
передачи, которые фирма HEIDENHAIN уже применяла в
стандартных циклах. Для избежания проблем при одновременном
использовании DEF-активных циклов (циклы, отрабатываемые
автоматически УЧПУ при дефинировании цикла, смотри
также„Вызов циклов” на странице 341) и CALL-активных циклов
(циклы, вызываемые для отработки, смотри также„Вызов циклов”
на странице 341) относительно перезаписывания
многократно
используемых параметров передачи, соблюдать следующий
способ действия:
программировать DEF-активные циклы перед CALL-активными
циклами
Между дефиницией CALL-активного цикла и соответственным
вызовом цикла программировать DEF-активный цикл только
тогда, если нет пересечений параметров передачи обоих
циклов
Циклы обработки осуществляют иногда сложные
операции обработки. Из-за соображений безопасности
выполнить перед отработкой графический тест
программы (смотри „Тест программы” на странице
677)!
Учтите при этом соответственное описание функции в
руководстве по обслуживанию станка.
HEIDENHAIN iTNC 530 339
8.1 Работа с циклами
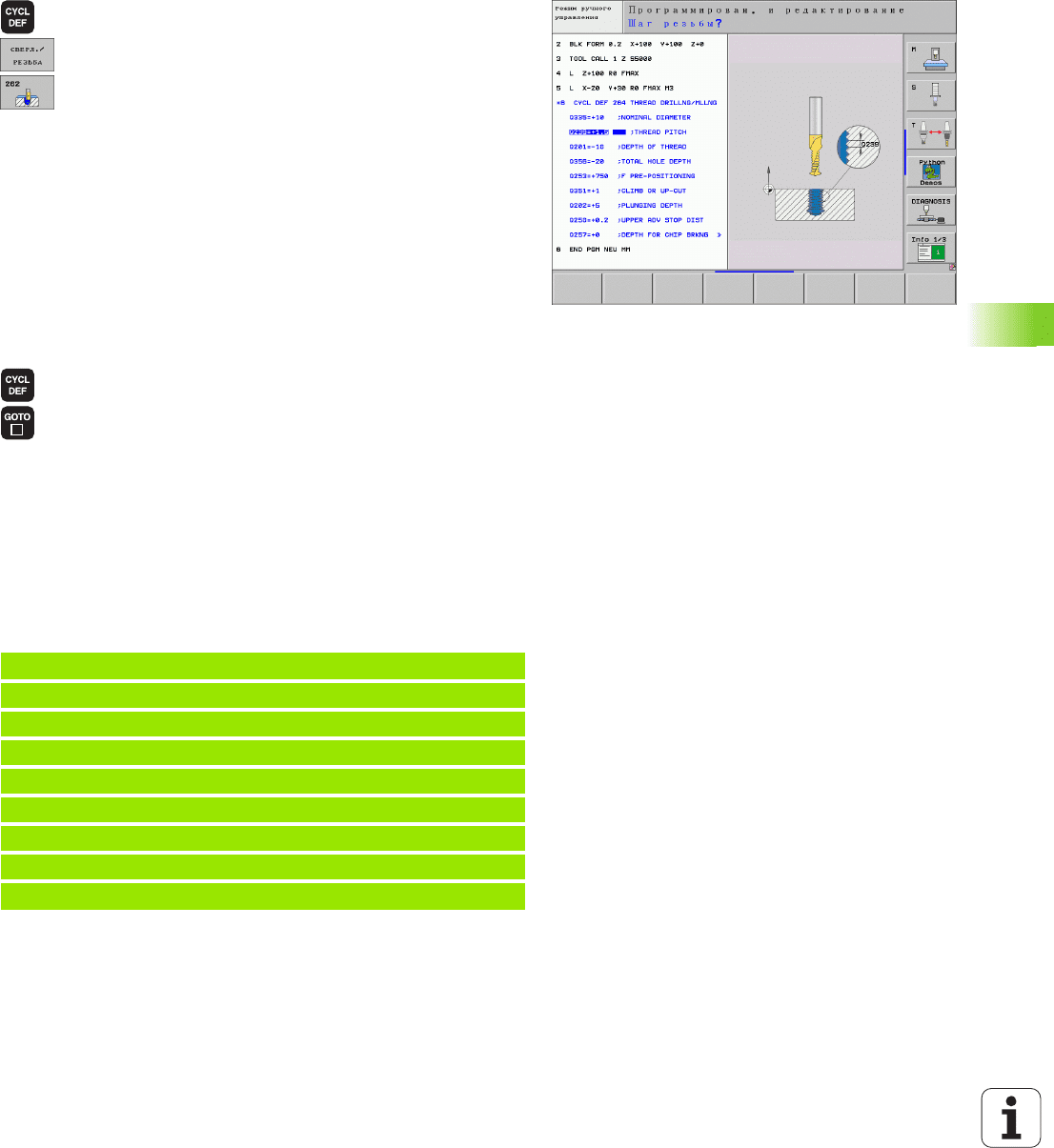
Определение цикла с помощью softkeys
Строка softkey указует разные группы циклов
Выбор цикла, нпр. циклы сверления
УЧПУ открывает диалог и запрашивает все
значения для ввода; одновременно УЧПУ
высвечивает на правой половине экрана графику,
в которой параметры для ввода подсвечены
ярким светом
Следует ввести все требуемые УЧПУ параметры и
окончить каждый ввод клавишей ENT.
УЧПУ закончит диалог после ввода всех
необходимых данных
Определение цикла с помощью функции
GOTO
Строка softkey указует разные группы циклов
УЧПУ указывает в первом окне обзор циклов.
Выберите с помощью клавишей со стрелкой
желаемый цикл или
Выберите с помощью CTRL + клавишей со
стрелкой (листование по страницам) желаемый
цикл или
Следует ввести номер цикла и подтвердить
клавишей ENT. УЧПУ открывает диалог цикла как
это выше описано
ЧУ-кадры в качестве примера
7 CYCL DEF 200 СВЕРЛЕНИЕ
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q201=3 ;ГЛУБИНА
Q206=150 ;ПОДАЧА ВРЕЗАНИЯ
Q202=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q210=0 ;ВЫДЕРЖКА ВРЕМЕНИ ВВЕРХУ
Q203=+0 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ РАССТОЯНИЕ
Q211=0.25 ;ВЫДЕРЖКА ВРЕМЕНИ ВНИЗУ
340 8 Программирование: циклы
8.1 Работа с циклами
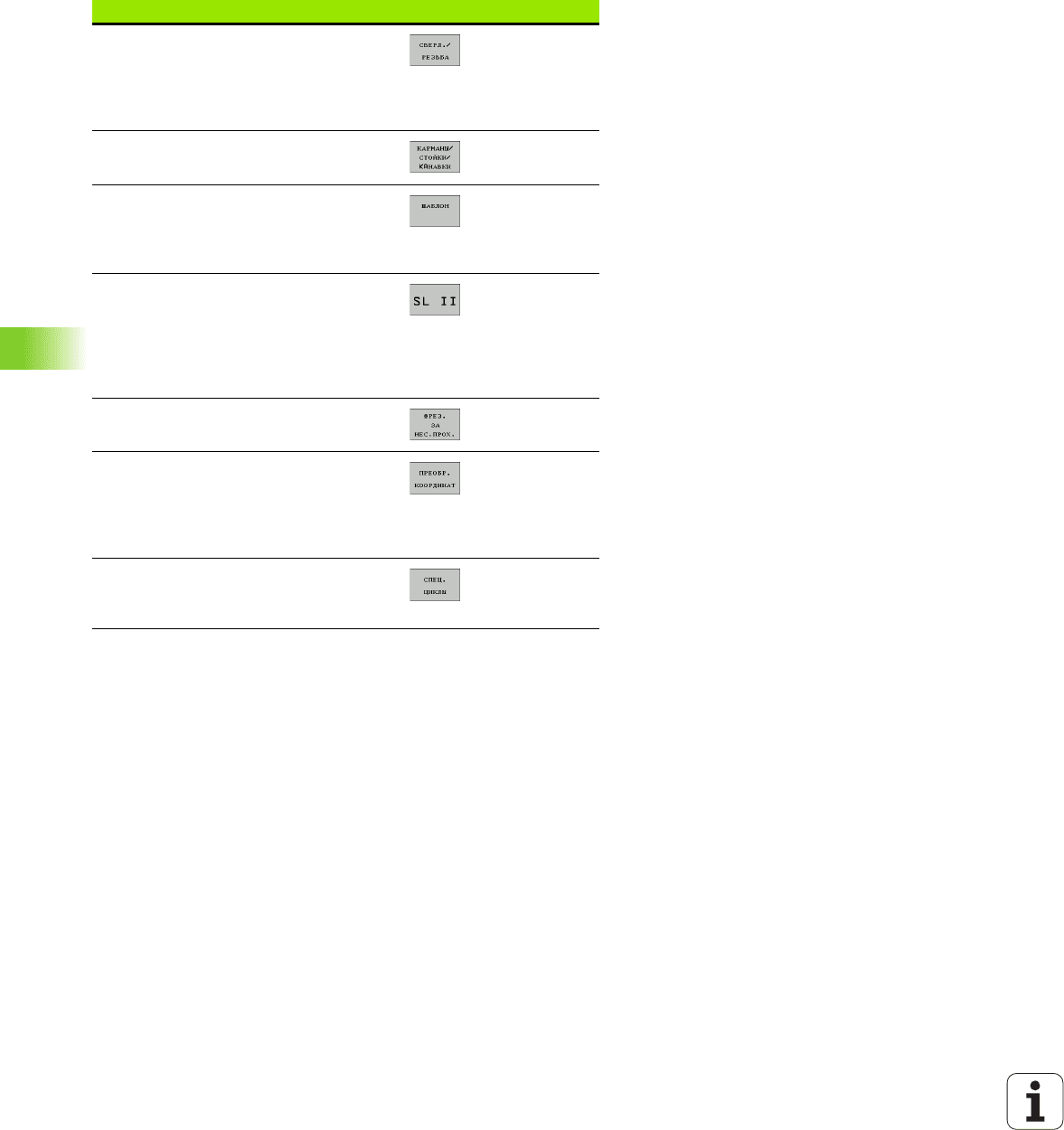
Группы циклов Softkey Страница
Циклы для глубокого сверления,
развёртывания, расточивания,
зенкерования, нарезания внутренней
резьбы, резьбонарезания и
фрезерования резьбы
Страница 361
циклы для фрезерования карманов,
стоек и пазов
Страница 414
Циклы для выполнения образцов из
отверстий напр. окружность из
отверстий или поверхность с
отверстиями
Страница 444
SL-циклы (Subcontur-List), с помощью
которых обрабатываются более
сложные контуры, параллельно к
контуру, состоящие из
нескольких
перекрывающихся подконтуров,
интерполяция образующей цилиндра
Страница 451
циклы для фрезерования ровных или
скручивающихся поверхностей
Страница 502
циклы для пересчёта координат, с
помощью которых любые контуры
могут перемещаться, поворочиваться,
отражаться зеркально, увеличиваться
или уменьшаться
Страница 516
специальные циклы Время
пребывания, Вызов программы,
Ориентация шпинделя, Допуск
Страница 537