Moulson A.J., Herbert J.M. Electroceramics: Materials, Properties, Applications
Подождите немного. Документ загружается.

body. It can therefore be considered to be part of the mixing process. The
calcination conditions are important factors controlling shrinkage during
sintering. The required final phases may not be completely formed but the
remaining chemical gradients may assist sintering. The main requirement is that
calcination should yield a very consistent product.
Calcination can be carried out by placing the mixed powders in shallow
saggers in a batch or continuous kiln. The saggers may need to be closed if any of
the constituents are volatile, as is the case with lead oxide. The container surfaces
in immediate contact with the powder must not react with it both to avoid
contamination and to permit reuse of the sagger. The thermal conductivity of
powdered materials is always low, so that a sufficiently uniform temperature can
only be obtained through a depth of a few centimetres when the period at
maximum temperature is, as is usual, only 1 or 2 h.
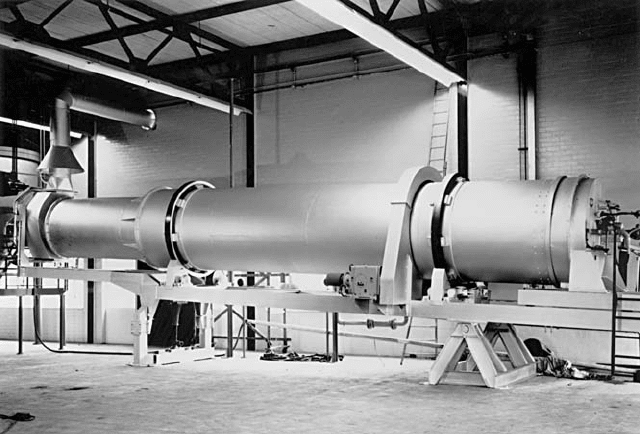
Calcination can also be carried out continuously in a rotary kiln of the type
shown in Fig. 3.1. This consists of a slowly rotating tube mounted with its axis at
an angle to the horizontal such that powder fed in at the top emerges at the
bottom in the desired state. Heat is usually supplied by the combustion of oil or
gas inside the barrel.
The calcined material has usually undergone a limited amount of sintering and
must be milled to give a powder or slip suitable for the shaping stage. The
machinery and problems are essentially the same as those discussed above in
relation to mixing. The calcine is usually coarser and more abrasive than the raw
materials so that precautions against contamination are of more importance. The
102 PROCESSING OF CERAMICS
Fig. 3.1 Industrial-scale rotary kiln. (Courtesy of Philips Technical Review.)
TEAMFLY
Team-Fly
®
initial size reduction to produce suitable particles for the finer grinding processes
can be carried out using any one of the wide range of pieces of equipment, jaw-
crushers, roller-mills, hammer-mills, developed for ‘ore-dressing’.
3.6 Shaping
The treatment of the milled powders depends on the method of fabricating
shapes from it. The forms in which it is required for various shaping processes
are given in Table 3.1.
Unless the material concerned contains a substantial quantity of clay (usually
10% or more) it is necessary to incorporate an organic binder. The primary
function of the binder is to give the dry shape sufficient strength to survive the
handling necessary between shaping and sintering, but it may also be essential to
the method of shaping as, for example, in items (iii)–(ix) of Table 3.1.
One of the most important requirements for a binder is that it should be
possible to eliminate it from the compact without any disruptive effect. When
particles are in high concentrations in a fluid they tend to form a continuous
network with points of direct, or almost direct, contact between them. These
points of contact remain when the binder is volatilized or burned out and
provide, through van der Waals forces, sufficient strength to resist the
disintegrating effect of small stresses. It can be seen that in the initial stage the
binder at the surface of a shape is removed and the fragile porous outer layer so
formed is held together by the bulk of the body which still contains binder. The
binder-free layer grows inwards allowing gases from the interior to escape
through its pores and, as its bulk increases, contributes to the restraining forces
holding the interior particles in place. The same tendency to aggregation that
SHAPING 103
Table 3.1 Feed materials for various shaping methods and the type of product
Shaping method Type of feed material Type of shape
(i) Dry-pressing Free-flowing granules Small simple shapes
(ii) Isostatic pressing Fragile granules Larger more intricate shapes
(iii) Calendering; viscous
plastic processing
Plastic mass based on an
elastic polymer
Thin plates
Simple shapes
(iv) Extrusion Plastic mass using a viscous
polymer solution
Elongated shapes of constant
cross-section
(v) Jiggering Stiff mud containing clay Large simple shapes
(vi) Injection moulding Organic binder giving fluidity
when hot
Complex shapes
(vii) Slip-casting Free-flowing cream Mainly hollow shapes
(viii) Band-casting Free-flowing cream Thin plates and sheets
(ix) Screen-printing Printing ink consistency Thin layers on substrates
may make the dispersion of powders difficult is essential to the mechanical
stability of a body from which the binder has been removed.
To achieve adequate binder ‘burn-out’ is a matter of experience, and size of
component, ‘green’ particle packing, manner of oven loading, temperature/time
schedule and atmosphere are all determining parameters. Removal of the final
traces of binder residues may be essential especially in the case of some
electroceramics, for example superconductors (see Section 4.7.4) where residual
carbon could be detrimental to properties.
3.6.1 Dry-pressing
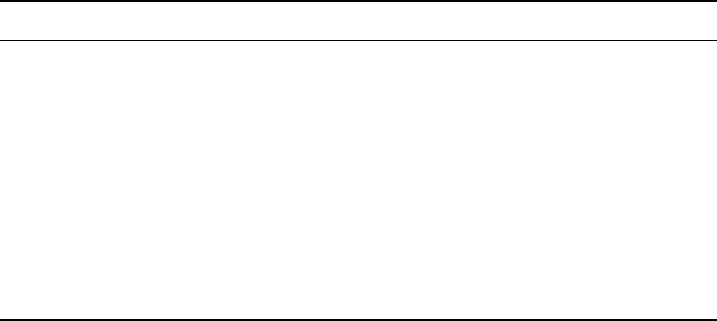
Dry-pressing is carried out in a die with movable top and bottom punches
(Fig. 3.2). A cavity is formed with the bottom punch in a low position and this is
filled with free-flowing granulated powder (Fig. 3.2(a)) which is then struck off
level with the top of the die. The top punch then descends and compresses the
powder to a predetermined volume (Fig. 3.2(b)) or, in more elaborate presses, to
a set pressure (75–300 MPa or 750–300 atm). Both punches then move upwards
until the bottom punch is level with the top of the die and the top punch is clear
of the powder-feeding mechanism (Fig. 3.2(c)). The compact is then removed, the
bottom punch is lowered and the cycle is repeated (Fig. 3.2(d)).
The feedstock is usually contained in a hopper attached to the press, and if the
granules have a range of sizes they may segregate as the die fills and cause density
variations. Also, during pressing the granules must flow between the closing
punches so that, finally, the space between them is uniformly filled.
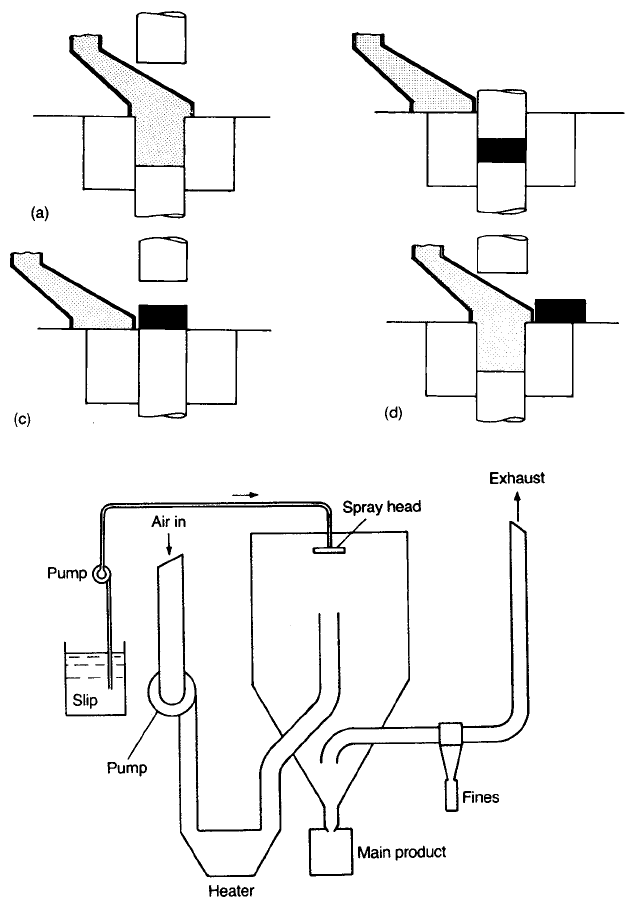
Spherical granules of uniform size can be produced by spray-drying. A spray-
drier (Fig. 3.3) consists of a large tank with a cylindrical upper part and a conical
lower section. The slip is sprayed in at the top and meets hot air injected into the
centre of the tank. The droplets are dried and fall into the conical section from
which they can be removed. Any very fine particles are carried out by the hot air
and recovered. In order to obtain granules of a suitable size, usually 0.1–1 mm,
tanks with diameters of 2–4 m are necessary. Smaller tanks do not allow
sufficient residence time for the removal of moisture from the larger descending
droplets. The method is therefore best suited to large-scale operations involving
100–1000 kg batches.
Alternatively, a stiff paste of ceramic and binder solution can be forced
through a wire mesh and granules of the required size extracted from the dried
product by sieving. The flow of the granules can be enhanced and die-wall
friction reduced by ‘tumbling’ with a small quantity of a powdered lubricant such
as calcium stearate.
Once the granules are properly distributed in the die they must crush readily
into small fragments so that their structure is not apparent in the final pressing,
since this would result in the formation of large pores. Compaction must not be
104 PROCESSING OF CERAMICS
so rapid that the air entrapped within the powder fails to escape; if this should
happen there is likely to be a crack across the compact perpendicular to the
pressing direction. Friction between the compact and the die walls must be
minimal, since it results in a reduction in the pressure, and therefore in the
density, at points remote from the moving punch (or punches if both move
within the die). The green density is not usually greatly increased by applying
SHAPING 105
(b)
Fig. 3.2 The stages in dry pressing.
Fig. 3.3 Schematic diagram of a spray-drier.
pressures exceeding 74–150 MPa but in practice pressures as high as 300 MPa
may be used to minimize density gradients due to die-wall friction and so
minimize distortion during sintering. High pressures also ensure the destruction
of granule structures. Highly polished die and punch surfaces help to reduce wall
friction, and the tools are made of hardened steels to minimize wear and
maintain surface finish.
Shapes with a uniform section in the pressing direction are the easiest to
produce by dry pressing. Pieces that vary in section require very careful powder
preparation and may need special press facilities such as floating dies, i.e. dies
free to move relative to the punches, or dies that split open to allow easy
extraction of the compact. The time taken by a pressing on an automatic
machine varies from 0.2 s for pieces of diameter around 1 mm to 5 s for large
complex shapes.
3.6.2 Isostatic-pressing
Many of the difficulties encountered in dry-pressing can be avoided by some
form of isostatic-pressing. Ideally, this simply involves the application of
hydrostatic pressure to powder in a flexible container. Powder movement is
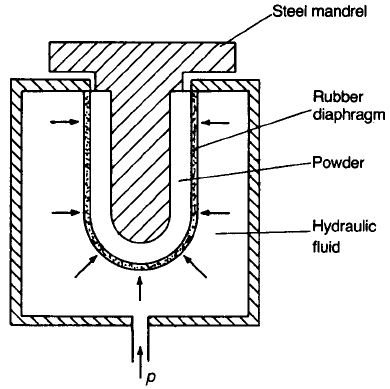
minimal and side-walls are absent. In practice shapes are often produced by the
use of rigid mandrels as illustrated in Fig. 3.4. Powder is weighed into a rubber
bag with a rigid mouth and a mandrel is then inserted and makes a seal with the
mouth. Pressures of 20–280 MPa (200–2800 atm) can be applied through either
liquid or gas media. The pressure must be released slowly since the air originally
106 PROCESSING OF CERAMICS
Fig. 3.4 Dry-bag isostatic pressing.
within the powder is compressed within it. Pressure can usefully be applied a
second time when there is far less air within the compact.
This method gives highly uniform densities and freedom from laminations.
The powder does not have to be in the form of the free-flowing granules required
for automated punch and die pressing so that the risks of pores associated with
granules are avoided. This method is used in the mass production of spark-plug
insulators and ceramics for high-voltage devices. The green compacts can be
machined when more complex shapes are required.
3.6.3 ‘Jolleying’
‘Jolleying’ is used for the manufacture of domestic crockery, typically cups and
other symmetrical hollow shapes. It is also exploited in the manufacture of clay-
based porcelain insulators. The plastic body is introduced into a rotating, porous
mould, commonly plaster. The mould is shaped to form one surface of the
article, for example the outer surface of a cup or insulator. A stationary profiling
steel tool is brought close to the inner surface of the rotating mould, spreading
the body to the required thickness. The surface in contact with the mould loses
some moisture to the plaster and is readily detached. The process is well adapted
to producing shapes having simple symmetry but is little used for shaping
electroceramics since a high clay content seems essential for the necessary
rheological properties.
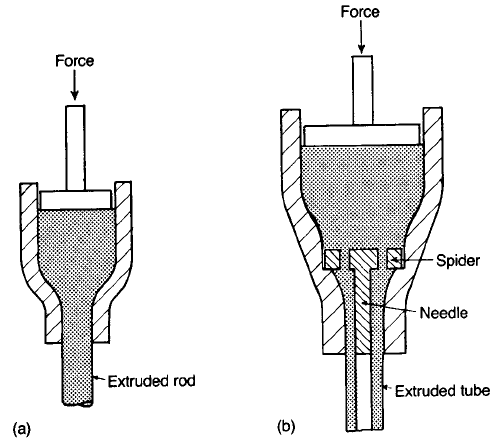
3.6.4 Extrusion
Components with a uniform section and large length-to-diameter ratios can be
produced by extrusion (Fig. 3.5). In the case of bodies containing 10% or more
clay, a suitable paste for extrusion can generally be obtained by mixing with
water and passing through a de-airing pug mill, which is a screw-fed extruder
with a means for extracting air. Clay-free starting materials need the addition of
a viscous liquid such as water containing a few per cent of starch, polyvinyl
alcohol, methylcellulose etc. An entirely organic soap is also added as a lubricant
and wetting agent. Very thorough mixing is essential. The paste is first forced
through a die with a large number of small orifices and the resulting ‘spaghetti’ is
loosely packed into the barrel of an extrusion press which is evacuated before
pressure is applied from the ram. The binder content has to be adjusted so that
the extruded body is sufficiently strong to be broken off and moved to a drying
rack without significant distortion. It requires experience to achieve this but,
once the correct conditions are established, large quantities of material can be
extruded very rapidly (about 10 cm s
1
). Rods and tubes are readily produced.
Dielectric sheets down to a fraction of a millimetre thick and up to a metre wide
SHAPING 107
have been produced by extrusion. There is an appreciable shrinkage on drying
and generally a greater shrinkage on sintering than for dry or isostatically
pressed pieces, so that very precise dimensions are difficult to maintain without
machining after firing.
3.6.5 Colloidal processing: slip-casting
Slip-casting has been a major part of traditional ceramics’ processing technology
for at least 250 years. It was introduced for the casting of alumina ware in the
early part of the last century and since then has been extensively exploited for
forming advanced ceramics.
In relatively recent years the term ‘colloidal processing’ has been coined to
describe processing technologies in which the colloidal properties of ceramic
powders are exploited. J.A. Lewis [6] comprehensively reviews colloidal
processing and its potential.
In the slip-casting process the ceramic powder is suspended in a fluid vehicle,
usually water. The suspension, or ‘slip’, has a high solids content, typically
50 vol.%, and the individual particles are fine, usually less than 10 mm.
Deflocculants, which modify the electrical environment of each particle so that
they repel one another, are added to the slip. The fineness of the powder and
consequent high surface area ensure that electrostatic forces dominate gravity
forces so that settling does not occur. When exceptionally heavy powder particles
108 PROCESSING OF CERAMICS
Fig. 3.5 Extrusion of (a) a rod and (b) a tube.
are involved the viscosity of the suspending medium can be increased to hinder
settling. A plaster of Paris mould is made by casting round a model of the
required shape, suitably enlarged to allow for the shrinkage on drying and firing.
The inner surface of the plaster mould must have a very smooth finish free from
holes originating from air bubbles in the plaster so that the cast article can be
removed without damage. The mould is dried and the slip is poured into it.
Water passes into the porous plaster leaving a layer of the solid on the wall of the
mould. When a sufficient thickness is cast, the surplus slip is poured out and the
mould and cast are allowed to dry. Slips containing a high percentage of clay give
casts that shrink away from the mould and are easily extracted from it. Most
other materials give only a small shrinkage and therefore greater care is needed in
mould design and preparation.
The casts are usually sufficiently dense to yield low-porosity (5% or less)
bodies on sintering. The relatively slow dewatering process evidently results in
close-packed particles and, compared to dry powder compaction routes, with less
risk of introducing defects.
This process offers a route for the manufacture of complex shapes and, in the
traditional pottery industry, is the accepted method for the production of
teapots, milk jugs, figurines and large articles such as wash-hand basins. It may
be necessary for the mould to be made up of a number of pieces so that the cast
article can be removed.
Slip-casting of technical ceramics has been steadily introduced over the past 60
years or so, and now it is standard practice to cast alumina crucibles and large
tubes. The process has been successfully extended to include silica, beryllia,
magnesia, zirconia, silicon (to make the preforms for reaction-bonded silicon
nitride articles) and mixtures of silicon carbide and carbon (to make the preforms
for a variety of self-bonded silicon carbide articles). Many metallics and
intermetallics, including tungsten, molybdenum, chromium, WC, ZrC and
MoSi
2
, have also been successfully slip-cast.
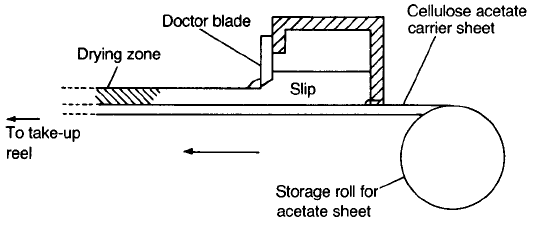
3.6.6 Tape-casting
Tape-casting is also called doctor-blading or band-casting. A slip is spread on a
moving band (Fig. 3.6), dried, peeled from the band and reeled up prior to
further processing. The slip differs from that used for slip-casting because it has
to act as a far stronger binder for the ceramic particles when the liquid phase is
removed. A water-based slip may contain polyvinyl alcohol as a binder, glycerine
as a plasticizer and ammonium polyacrylate as a deflocculant. It is more usually
based on a mixture of organic solvents containing, for instance, polyvinyl
alcohol, dibutyl phthalate and fatty acid deflocculants. Air bubbles must be
removed from the slip by the application of a vacuum and steps taken to exclude
foreign particles (e.g. from clothes or skin) that would leave pores on sintering.
SHAPING 109
The band may consist of highly polished stainless steel or may bear a carrier
layer of a suitable polymer. It moves under a hopper containing the slip with one
edge raised sufficiently for the slip to be carried out. The evaporation of the
solvent may be assisted by heating and by a draught of filtered air. It is difficult
to dry the thicker (40.5 mm) films successfully because the surface film that
forms first shrinks laterally and cracks as it is restrained from motion at its edges,
which dry more rapidly than the rest. With thinner layers and suitable solvent
compositions the film dries out uniformly. Adhesion to the band prevents
sideways contraction so that, at this stage, shrinkage occurs entirely in thickness.
Hence the lateral shrinkage during sintering is about four times greater than the
shrinkage in thickness (e.g. 20 and 5%).
There are variations on the above approach. For instance, the hopper may
move over a stationary carrier film. It is also possible to draw a polymer ribbon
through a slip so as to pick up thin layers on both surfaces.
The cast film is porous because of the evaporation of solvent and contains up
to 30 vol. % of organic solids as binder. It is sufficiently strong for handling and
the screen-printing of electrode patterns (see Section 5.4.3). Despite a relatively
high porosity after burning out the organic material the cast film can be sintered
to a high density. The review by H. Hellebrand [7] is comprehensive.
3.6.7 Calendering and vi scous polyme r processing
Thin tape can also be prepared by calendering (see Fig. 9.45). In this process a
mixture of powder and an elastomeric polymer (e.g. rubber) is fed to a pair of
rollers which are rotating at different speeds. As a consequence of this speed
differential the mixture is subjected to a strong shearing action as it passes
through the gap (pinch) between the rollers. The shearing action disintegrates the
agglomerates and forces the elastomer into close contact with the surfaces of the
grains. Dispersion is enhanced by reducing the pinch. Considerable energy is
dissipated in the process and the rollers are water cooled. The mixture is
110 PROCESSING OF CERAMICS
Fig. 3.6 Schematic diagram of the doctor-blade tape-casting process.
eventually reduced to the required thickness by running it through a set of rollers
rotating at equal speeds.
The process has the advantage that the green tape is free from porosity since
there is no solvent loss and the ceramic powder is very well dispersed with the
elastomer uniformly distributed. The tape can be further processed for substrates
or multilayer capacitors in the same way as band-cast material.
Over the past decade there has been impressive progress in ‘viscous polymer
processing’ (VPP), a technology related to calendering but applied to the
fabrication of complex shapes. The technology involves generating very high
shear rates in a highly viscous, plastic/ceramic powder mix to form a ‘dough’
from which the required net shape is formed. B. Su et al. [8] describe its
application to the fabrication of a variety of electroceramic devices, some having
features of size 5150 mm.
3.6.8 Injection-moulding
Injection-moulding, widely used in the plastics industry, is ideally suited to long
production runs of complex shapes. The process has been adapted for forming
ceramics and the last 20 years or so have seen it firmly established as an attractive
route for forming structural ceramics.
The ceramic powder is blended with a thermoplastic binder which, after
forming the shape, has to be removed by careful burning out; a combination of
solvent extraction and burning out may also be employed. The volume fraction
of ceramic powder (V
c
) lies in the range 0.55V
c
50.7, the optimal loading having
to be determined empirically. The high sacrificial polymer loadings lead to high
‘green’ porosities and in consequence high green-to-sintered shrinkages. Despite
linear shrinkages as high as 18% good control over final dimensions can be
achieved. For example the dimensions of silicon carbide turbine blades (thickness
10 mm) can be maintained to within 50 mm. The technology is reviewed by
J.R.G. Evans [9].
Recently injection-moulding has been exploited by L.J. Bowen [10] to fabricate
a range of piezoceramic–polymer composites (see Section 6.4.6) for the active
elements of sonar devices.
3.6.9 Films and layers
The strong research and development activity in fuel cell, sensor and ferroelectric
memory technologies (see Sections 4.5, 4.6 and 5.7.5) has stimulated efforts to
fabricate films and supported and self-supporting layers of electroceramics
spanning the sub-micron to 200 mm thickness range. The essentials of the various
technologies are summarized below. They can be classified according to whether
SHAPING 111