Руководство. Основы, Справочник по программированию Sinumerik 840D (new)
Подождите немного. Документ загружается.

Движение шпинделя
6.1 Число оборотов шпинделя (S), направление вращения шпинделя (M3, M4, M5)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
91
Дополнительная информация
Интерпретация значения S для мастер-шпинделя
Если в группе функций G 1 (действующие модально команды движения) активна
функций G331 или G332, то запрограммированное значение S всегда
интерпретируется как скорость в оборотах/мин. В иных случаях интерпретация
значения S зависит от группы функций G 15 (тип подачи): При активной G96, G961 или
G962 значение S интерпретируется как постоянная скорость резания в м/мин, во всех
других случаях как скорость в оборотах/мин.
При переключении с G96/G961/G962 на G331/G332, значение постоянной скорости
резания устанавливается на ноль, при переключении с G331/G332 на функцию из
группы функций G 1, отличную от G331/G332, значение скорости устанавливается на
ноль. Соответствующие значения S при необходимости должны быть
запрограммированы заново.
Предустановленные команды M3, M4, M5
В кадре с осевыми командами функции M3, M4, M5 включаются до запуска движений
осей (первичная установка СЧПУ).
Пример:
Программный код Комментарий
N10 S300 M3 ; Скорость и направление вращения для приводного шпинделя =
предустановленного мастер-шпинделя.
... ; Обработка правой стороны детали.
N100 SETMS(2) ; S2 теперь мастер-шпиндель.
N110 S400 G95 F… ; Скорость для нового мастер-шпинделя.
... ; Обработка левой стороны детали.
N160 SETMS ; Возврат к мастер-шпинделю S1.
Программный код Комментарий
N10 G1 F500 X70 Y20 S270 M3 ; Шпиндель разгоняется до 270 об/мин, после
осуществляются движения в X и Y.
N100 G0 Z150 M5 ; Остановка шпинделя перед движением отвода в Z.
Примечание
Через машинные данные может быть установлено, будут ли осевые движения
выполнены лишь после разгона шпинделя до заданной скорости или остановки
шпинделя, или перемещение будет осуществляться сразу же после
запрограммированных процессов переключения.
Движение шпинделя
6.1 Число оборотов шпинделя (S), направление вращения шпинделя (M3, M4, M5)
Основы
92 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Работа с несколькими шпинделями
В одном канале одновременно может быть 5 шпинделей (мастер-шпиндель плюс 4
дополнительных шпинделя).
Один шпиндель определяется через машинные данные как мастер-шпиндель. Для
этого шпинделя действуют специальные функции, как то, к примеру, резьбонарезание,
нарезание внутренней резьбы, окружная подача, время ожидания. Для прочих
шпинделей (к примеру, второго шпинделя изделия и вращающегося инструмента) для
скорости и направления вращения/остановки шпинделя должны быть указаны
соответствующие номера.
Пример:
Программируемое переключение мастер-шпинделя
Через команду SETMS(<n>) в программе ЧПУ можно определить любой шпиндель
мастер-шпинделем. SETMS должна стоять в собственном кадре.
Пример:
С помощью SETMS без указания шпинделя осуществляется возврат к установленному в
машинных данных мастер-шпинделю.
Программный код Комментарий
N10 S300 M3 S2=780 M2=4 ; Мастер-шпиндель: 300 об/мин, правое вращение
2-ой шпиндель: 780 об/мин, левое вращение
Программный код Комментарий
N10 SETMS(2) ; Шпиндель 2 теперь мастер-шпиндель.
Примечание
Теперь для заново назначенного мастер-шпинделя действует указанная с S...
скорость и запрограммированные с M3, M4, M5 функции.
Движение шпинделя
6.2 Скорость резания (SVC)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
93
6.2 Скорость резания (SVC)
Функция
В качестве альтернативы скорости шпинделя, для фрезерных обработок может быть
запрограммирована и более часто используемая на практике скорость резания
инструмента:
Тип инструмента ($TC_DP1) активного инструмента не учитывается.
Запрограммированная скорость резания не зависит от подачи по траектории F, а также
группы функций G 15. Направление вращения и старт шпинделя осуществляются через
M3 или M4, стоп шпинделя через M5.
Изменение данных радиуса инструмента в памяти коррекций вступает в силу при
следующем выборе коррекции инструмента или следующей актуализации активных
данных коррекции.
Смена инструмента и включение/выключение блока данных коррекции инструмента
приводят к новому вычислению действующей скорости шпинделя.
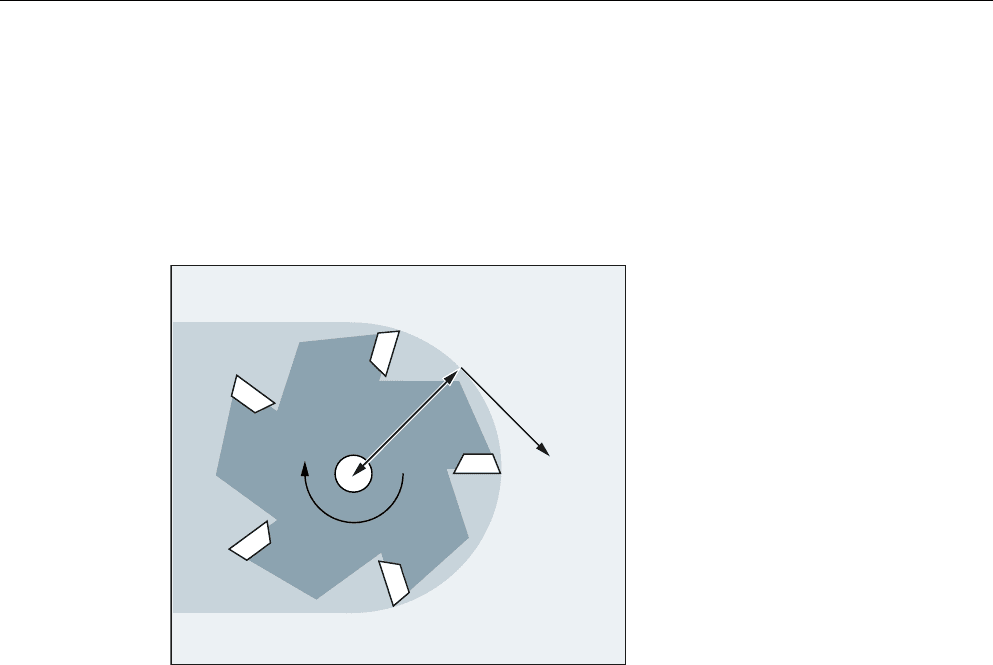
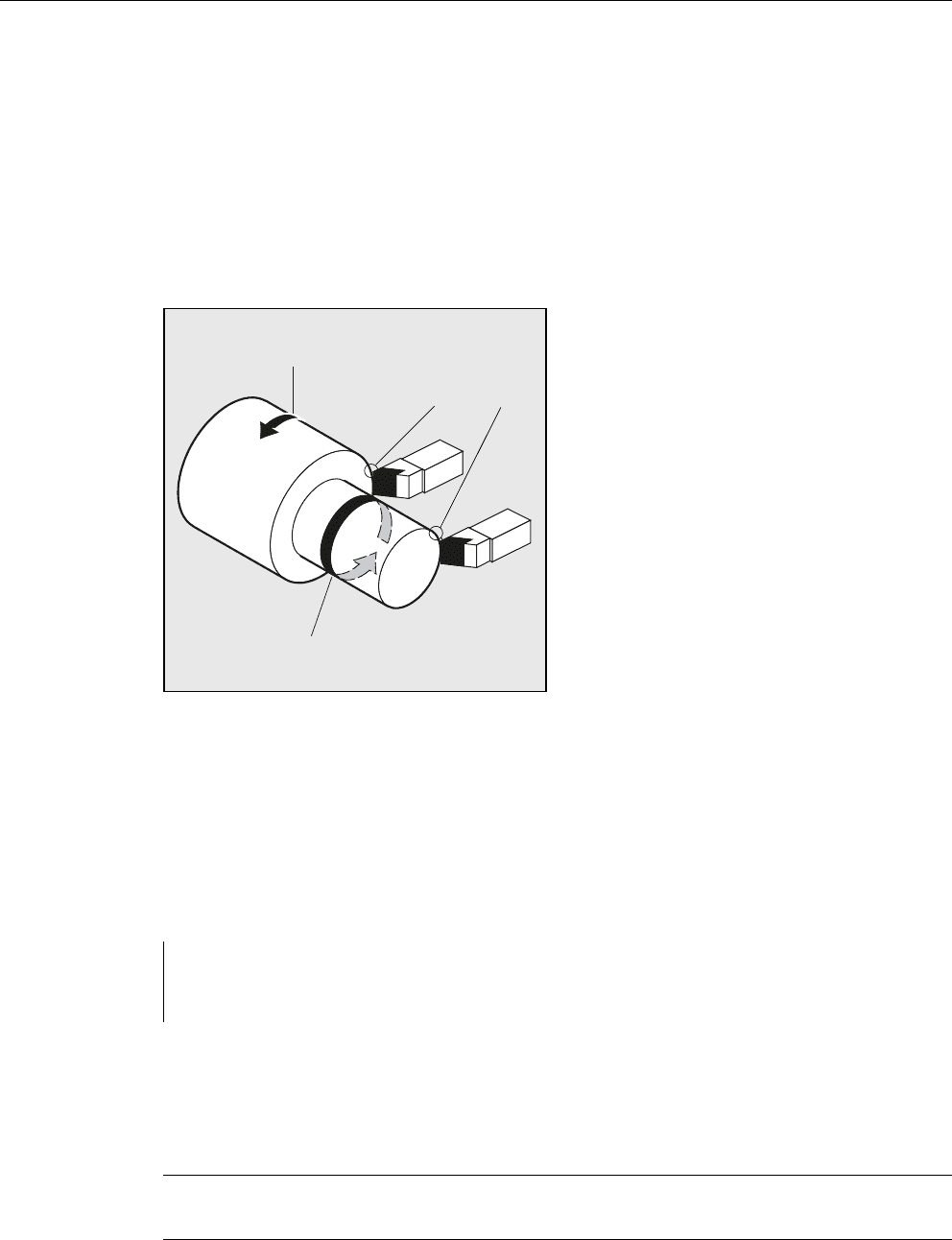
Через радиус активного инструмента, СЧПУ из запрограммированной скорости
резания инструмента вычисляет действующую скорость шпинделя:
S = (SVC * 1000) / (R
WKZ
* 2π)
где: S: скорость шпинделя в об/мин
SVC: скорость резания в м/мин или футах/мин
R
WKZ
: радиус активного инструмента в мм
͇͙͕͙͇̾͘
͉͇͔͗͌͠͏ͦ
̷͇͋͏͚͘
͏͔͙͚͓͔͙͇͗͌͘
̸͕͕͙͑͗ͣ͘
͎͇͔͗͌͏ͦ
Движение шпинделя
6.2 Скорость резания (SVC)
Основы
94 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Условия
Для программирования скорости резания требуется:
• геометрические отношения вращающегося инструмента (фрезерный или
сверлильный инструмент)
• активный блок данных коррекции инструмента
Синтаксис
SVC[<n>]=<значение>
Значение
Примечание
В кадре с SVC должен быть известен радиус инструмента, т.е. соответствующий
инструмент включая блок данных коррекции инструмента должен быть активен или
выбран в кадре. Последовательность SVC и выбора T/D при программировании в
одном кадре является произвольной.
SVC: Скорость резания
[<n>]: Номер шпинделя
С помощью этого расширения адреса указывается, для какого
шпинделя должна действовать запрограммированная
скорость резания. Без расширения адреса данные всегда
относятся к актуальному мастер-шпинделю.
Указание:
Для каждого шпинделя может быть задана собственная
скорость резания.
Указание:
Программирование SVC без расширения адреса
предполагает, что мастер-шпиндель имеет активный
инструмент. При смене мастер-шпинделя, пользователь
должен выбрать соответствующий инструмент.
Единица
измерения:
м/мин или футов/мин (в зависимости от G700/G710)
Примечание
Переключение между SVC и S
Возможно произвольное переключение между программированием SVC и S, и при
вращающемся шпинделе. Соответствующее не активное значение удаляется.
Примечание
Макс. скорость инструмента
Через системную переменную $TC_TP_MAX_VELO[<номер T>] можно задать макс.
скорость инструмента (скорость шпинделя).
Если граница скорости не определена, то контроль не выполняется.
Движение шпинделя
6.2 Скорость резания (SVC)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
95
Примеры
Для всех примеров должно действовать: Зажим инструмента = шпиндель (для
стандартного фрезерования)
Пример 1: Фреза с радиусом 6мм
Пример 2: Выбор инструмента и SVC в одном кадре
Пример 3: Задача скоростей резания для двух шпинделей
Примечание
Программирование SVC невозможно при активной:
• G96/G961/G962
•SUG
• SPOS/SPOSA/M19
•M70
С другой стороны, программирование одной из этих команд приводит к отмене SVC.
Примечание
К примеру, созданные через системы CAD траектории "стандартных инструментов",
которые уже учитывают радиус инструмента и содержат только разницу со
стандартным инструментом только в радиусе резцов, не поддерживаются в
комбинации с программированием SVC.
Программный код Комментарий
N10 G0 X10 T1 D1 ; Выбор фрезерного инструмента с, к примеру,
$TC_DP6[1,1] = 6 (радиус инструмента = 6 мм)
N20 SVC=100 M3 ; Скорость резания = 100 м/мин
? полученная скорость шпинделя:
S = (100 м/мин * 1000) / (6,0 мм * 2 * 3,14) =
2653,93 об/мин
N30 G1 X50 G95 FZ=0.03 ; SVC и подача на зуб
...
Программный код Комментарий
N10 G0 X20
N20 T1 D1 SVC=100 ; Выбор блока данных инструмента и коррекции вместе с
SVC в кадре (произвольная последовательность).
N30 X30 M3 ; Старт шпинделя с правым направлением вращения,
скорость р
езания 100 м/мин
N40 G1
X20 F0.3 G95 ; SVC и окружная подача
Программный код Комментарий
N10 SVC[3]=100 M6 T1 D1
N20 SVC[5]=200 ; Радиус инструмента активной коррекции инструмента
идентичен для обеих шпинделей, различная действующая
скорость для шпинделя 3 и шпинделя 5.

Движение шпинделя
6.2 Скорость резания (SVC)
Основы
96 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Пример 4:
Допущения:
Мастер касательно смены инструмента определяется через Toolholder:
MD20124 $MC_TOOL_MANAGEMENT_TOOLHOLDER > 1
При смене инструмента старая коррекция инструмента сохраняется и только при
программировании D активируется коррекция нового инструмента:
MD20270 $MC_CUTTING_EDGE_DEFAULT = - 2
Программный код Комментарий
N10 $TC_MPP1[9998,1]=2 ; Место в магазине это зажим инструмента
N11 $TC_MPP5[9998,1]=1 ; Место в магазине это зажим инструмента 1
N12 $TC_MPP_SP[9998,1]=3 ; Зажим инструмента 1 согласован со шпинделем 3
N20 $TC_MPP1[9998,2]=2 ; Место в магазине это зажим инструмента
N21 $TC_MPP5[9998,2]=4 ; Место в магазине это зажим инструмента 4
N22 $TC_MPP_SP[9998,2]=6 ; Зажим инструмента 4 согласован со шпинделем 6
N30 $TC_TP2[2]="WZ2"
N31 $TC_DP6[2,1]=5.0 ; Радиус = 5,0 мм из T2, коррекция D1
N40 $TC_TP2[8]="WZ8"
N41 $TC_DP6[8,1]=9.0 ; Радиус = 9,0 мм из T8, коррекция D1
N42 $TC_DP6[8,4]=7.0 ; Радиус = 7,0 мм из T8, коррекция D4
...
N100 SETMTH(1) ; Установить номер
мастер-зажима инструмента
N110 T="WZ2" M6 D1 ; Устанавливается инструмент T2 и активируется коррекция D1.
N120 G1 G94 F1000 M3=3 SVC=100 ; S3 = (100 м/мин * 1000) / (5,0 мм * 2 * 3,14) = 3184,71 об/
мин
N130 SETMTH(4) ; Установить номер мастер-зажима инструмента
N140 T="WZ8" ; Соответствует T8="WZ8"
N150 M6 ; Соответствует M4=6
Инструмент "WZ8" поступает в мастер-зажим инструмента, но
из-за MD20270=–2 остается активной старая коррекция
инструмента.
N160 SVC=50 ; S3 = (50 м/мин * 1000) / (5,0 мм * 2 * 3,14) = 1592.36 об/
мин
Коррекция из зажима инструмента 1 еще активна и он
с
огласован со шпинделем
3.
N170 D4 Коррекция D4 из нового инструмента "WZ8" активируется (все
зажимы инструмента 4).
N180 SVC=300 ; S6 = (300 м/мин * 1000) / (7,0 мм * 2 * 3,14) = 6824,39 об/
мин
Шпиндель 6 согласован с зажимом инструмента 4.

Движение шпинделя
6.2 Скорость резания (SVC)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
97
Пример 5:
Допущения:
Шпиндели это одновременно зажимы инструмента:
MD20124 $MC_TOOL_MANAGEMENT_TOOLHOLDER = 0
При смене инструмента автоматически выбирается блок данных коррекции
инструмента D4:
MD20270 $MC_CUTTING_EDGE_DEFAULT = 4
Программный код Комментарий
N10 $TC_MPP1[9998,1]=2 ; Место в магазине это зажим инструмента
N11 $TC_MPP5[9998,1]=1 ; Место в магазине это зажим инструмента 1 = шпиндель 1
N20 $TC_MPP1[9998,2]=2 ; Место в магазине это зажим инструмента
N21 $TC_MPP5[9998,2]=3 ; Место в магазине это зажим инструмента 3 = шпиндель 3
N30 $TC_TP2[2]="WZ2"
N31 $TC_DP6[2,1]=5.0 ; Радиус = 5,0 мм из T2, коррекция D1
N40 $TC_TP2[8]="WZ8"
N41 $TC_DP6[8,1]=9.0 ; Радиус = 9,0 мм из T8, коррекция D1
N42 $TC_DP6[8,4]=7.0 ; Радиус = 7,0 мм из T8, коррекция D4
...
N100 SETMS(1) ; Шпиндель 1 = мастер-шпиндель
N110 T="WZ2" M6 D1 ; Устанавливается инструмент T2 и активируется коррекция D1
.
N120 G1 G94 F1000 M3 SVC=100 ;
S1 = (100 м/мин * 1000) / (5,0 мм * 2 * 3,14) = 3184,71 об/
мин
N200 SETMS(3) ; Шпиндель 3 = мастер-шпиндель
N210 M4 SVC=150 ; S3 = (150 м/мин * 1000) / (5,0 мм * 2 * 3,14) = 4777,07 об/
мин
Относится к коррекции инструмента D1 из T="WZ2", S1
продолжает вращаться со старой скоростью.
N220 T="WZ8" ; Соответствует T8="WZ8"
N230 M4 SVC=200 ; S3 = (200 м/мин * 1000) / (5,0 мм * 2 * 3,14) = 6369,43 об/
мин
Относится к коррекции инструмента D1 из T="WZ2".
N240 M6 ; Соответствует M3=6
Инструмент "WZ8" поступает в мастер-шпиндель, коррекция
инструмента D4 нового инструмента активируется.
N250 SVC=50 ; S3 = (50 м/мин * 1000) / (7,0 мм * 2 * 3,14) = 1137,40 об/
мин
Коррек
ция D4 на
мастер-шпинделе активна.
N260 D1 ; Коррекция D1 из нового инструмента "WZ8" активна.
N270 SVC[1]=300 ; S1 = (300 м/мин * 1000) / (9,0 мм * 2 * 3,14) = 5307,86 об/
мин
S3 = (50 м/мин * 1000) / (9,0 мм * 2 * 3,14) = 884,64 об/мин
...

Движение шпинделя
6.2 Скорость резания (SVC)
Основы
98 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Дополнительная информация
Радиус инструмента
Следующие данные коррекции инструмента (активного инструмента) относятся к
радиусу инструмента:
• $TC_DP6 (радиус- геометрия)
• $TC_DP15 (радиус - износ)
• $TC_SCPx6 (коррекция для $TC_DP6)
• $TC_ECPx6 (коррекция для $TC_DP6)
Не учитываются:
• Коррекции радиуса Online
• Припуск к запрограммированному контуру (OFFN)
Коррекция радиуса инструмента (G41/G42)
Коррекция радиуса инструмента (G41/G42) и SVC относятся к радиусу инструмента, но
функционально развязаны и не зависят друг от друга.
Нарезание внутренней резьбы без компенсирующего патрона (G331, G332)
Программирование SVC возможно и в комбинации с G331 или G332.
Синхронные действия
Задача SVC из синхронных действий невозможна.

Движение шпинделя
6.2 Скорость резания (SVC)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
99
Чтение скорости резания и вариантов программирования скорости шпинделя
Скорость резания шпинделя и варианты программирования скорости (скорость
шпинделя S или скорость резания SVC) могут быть считаны через системные
переменные:
• С остановкой предварительной обработки в программе обработки детали через
системные переменные:
• Без остановки предварительной обработки в программе обработки детали через
системные переменные:
$AC_SVC[<n>] Скорость резания, которая действовала при подготовке
актуального кадра главного хода для шпинделя с
номером <n>.
$AC_S_TYPE[<n>] Вариант программирования скорости шпинделя,
который действовал при подготовке актуального кадра
главного хода для шпинделя с номером <n>.
Величина: Значение:
1 Скорость шпинделя в об/мин
2 Скорость резания SVC в м/мин или футах/
мин
$P_SVC[<n>] Запрограммированная скорость резания для шпинделя
<n>
$P_S_TYPE[<n>] Запрограммированный вариант программирования
скорости шпинделя для шпинделя <n>
Величина: Значение:
1 Скорость шпинделя в об/мин
2 Скорость резания SVC в м/мин или футах/
мин
Движение шпинделя
6.3 Постоянная скорость резания (G96/G961/G962, G97/G971/G972, G973, LIMS, SCC)
Основы
100 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
6.3 Постоянная скорость резания (G96/G961/G962, G97/G971/G972,
G973, LIMS, SCC)
Функция
При включенной функции "Постоянная скорость резания", в зависимости от
соответствующего диаметра детали, скорость шпинделя изменяется таким образом,
что скорость резания S в м/мин или футах/мин остается постоянной на резце
инструмента.
Благодаря этому достигаются следующие преимущества:
• Равномерные поверхности после обточки и тем самым высокое качество
поверхностей
• Щадящая для инструмента обработка
Синтаксис
Включение/выключение постоянной скорости резания для мастер-шпинделя:
Ограничение скорости для мастер-шпинделя
LIMS=<значение>
LIMS[<шпиндель>]=<значение>
Другая ось отсчета для G96/G961/G962:
SCC[<ось>]
͇͙͕͙͇͉͇͔̾͗͌͘͠͏ͦ
͖͟͏͔͔͋͌͒ͦ͘͏͍͔͇͌
̸͕͕͙͑͗ͣ͘
͎͇͔͗͌͏ͦ
͖͕͙͕͔͔͇ͦͦ͘
͇͙͕͙͇͉͇͔̾͗͌͘͠͏ͦ
͖͟͏͔͉͋͌͒ͦ͌͒͏͔͇͌͞
G96/G961/G962 S...
...
G97/G971/G972/G973
Примечание
SCC[<ось>] может быть запрограммирована отдельно или вместе с G96/G961/G962.