Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

12. U.S. Patent 7,244,064 (October 6, 2004) J. J. Sullivan (to CDF
Corporation).
13. W.O. Patent 2,005,007,511 (January 27, 2004) T. J. Williams
and W. A. Cataldo (to Tropicana Products, Inc. FL. (US)).
14. U.S. Patent 2,006,023,973 (February 2, 2005) J. Plunkett and
R. H. Fougere (to the authors, and inventors, MA (US)).
15. CA Patent 2,521,341 (May 13, 2006) R. J. Crosland, D. C.
Dickerson, K. M. Chiera, and O. B. Rochefort (to the authors
and inventors, CA (US)).
16. U.S. Patent 7,007,825 (May 11, 2006) W. L. Hill, K. M. Chiera,
and R. J. Crosland (to Smurfit-Stone Container Enterprises,
Inc.).
17. U.S. Patent 6,827,237 (August 21, 2006) K. L. Yorn and F. L.
Provenza (to the authors and inventors, TX (US)).
18. U.S. Patent 4,286,636 (September 1,1981) W. S. Credle (to The
Coca-Cola Company, GA (US)).
19. G. Doyon, A. Clement, S. Ribereau, and G. Morin, ‘‘Canadian
Bag-in-Box under Distribution Channel Abuse: Material
Fatigue, Flexing Simulation and Total Closure/Spout Leak-
age Investigation, Packag. Technol. Sci. 18(2), 97–106 (2005).
20. G. J. Doyon, C. Poulet, L. Chalifoux, and B. Pascat, Measure-
ment of valve oxygen diffusion for bag-in-box applications
under three possible ambient conditions. Packag. Technol.
Sci. 8(4), 171–193 (1995).
21. E. Bueren, Bag-in-box packaging: economic alternative for
the fruit juice industry. Fruit Process. 11(11), 444–445 (2001).
22. Anonymous 1991. Coextruded bag-in-box packaging main-
tains superior oxygen barriers throughout packaging cycle.
Food Prod. Manage. 114(1), 16 (1991).
23. M. Blundell, Tapping. The potential of bag-in-box. Food Re-
view 20(3); 47,48,51,53 (1993).
24. H. A. Sundell, B. Holen, F. Nicolaysen, C. Hilton, and O.
Lokkeberg, Bag-in-box packaging for wine: analysis of trans-
port stress in barrier films. Packag. Technol. Sci. 5(6), 321–
329 (1992).
Further Reading
J. Kerry and P. Butler Smart Packaging Technologies fro Fast
Moving Consumer Goods, John Wiley, Chichester, England,
340 pages, 2008.
G. Crossman, Development in Packaging Machinery for filling,
Pira International, Leatherhead, UK, 98 pages, 2007.
G. L. Robertson, Food Packaging: Principles and Practice, 2nd
edition, CRC-Taylor-Francis, Boca Raton, FL, 550 pages, 2006.
J. H. Han, Innovation in food packaging. Elsevier Academic Press.
Amsterdam, The Netherlands, 517 pages, 2005.
W. Soroka, Fundamentals of Packaging Technology, 3rd edition,
Institute of Packaging Professionals, Naperville, Ill. USA, 600
pages, 2002.
L. Geoffrey, Packaging, Policy and the Environment, Aspen Pub-
lishers, Gaithersburg. MD, 412 pages, 2000.
F. Lox, Packaging and Ecology, Pira International, Randalls Road,
Leatherhead, Surrey, UK, 327 pages, 1992.
R. C. Griffin, S. Saccharow, and A. L. Brody, Principles of Package
Development, 2nd edition, AVI Publishing Co., and Westport,
CT, 378 pages, 1985.
R. K. Brandenburg and J. J-L. Lee, Fundamentals of Packaging
Dynamics, 2nd edition, MTS Systems Corporation, Minneapo-
lis, MN, 162 pages, 1985.
J. F. Hanlon, Handbook of Package Engineering, 2nd edition,
McGraw-Hill, New York, 560 pages, 1984.
Glossary of Packaging Terms
Writing Packaging Machinery Specifications, Institute of Packa-
ging Equipment and Performance Task Force, Institute of
Packaging Professionals, Herndon, Virginia, 54 pages, 1996.
Standards Definitions of Trade Terms Commonly Used in
Packaging, 6th edition, The Packaging Institute, Stanford,
Connecticut, 287 pages, 1988.
BAGMAKING MACHINERY
Heavy-duty bags, i.e., shipping sacks, of multiwall paper
or single-wall mono- or coextruded plastic are used to
package such dry and free-flowing products as cement,
plastic resin, chemicals, fertilizer, garden and lawn-care
products, and pet foods. These bags typically range in
capacity from 25 to 100 lb (11.3–45.4 kg), although large
plastic bulk shipping bags may hold as much as a metric
ton (see Bags, paper; Bags, heavy-duty plastic; Intermedi-
ate bulk containers).
Although there are dozens of variations in heavy-duty
bag constructions, there are only two basic styles: the
open-mouth bag and the valve bag. The former is open at
one end and requires a field-closing operation after filling.
Valve bags are made with both ends closed, and filling is
accomplished through an opening called a valve. After
filling, the valve is held shut by the pressure of the bag’s
contents.
MULTIWALL-BAG MACHINERY
Traditionally, multiwall bags are manufactured in two
operations on separate equipment lines. Formation of
tubes takes place on the tuber. Closing of one or both
ends of the tubes to make the bags is done on the bottomer.
Multiwall bags have two to six plies to paper. Typical
constructions are three and four plies. Polyethylene (PE)
film is often used as an inbetween or innermost ply to
provide a moisture barrier.
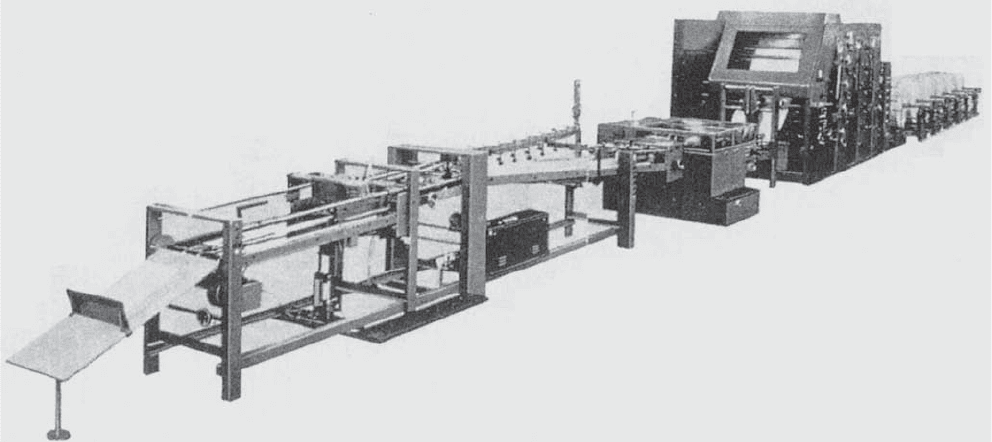
Tube Forming. The tuber (Figure 1) starts with multi-
ple giant rolls of kraft paper of a width that will finish into
the specific bag width. At the cross-pasting station, spots
of adhesive are applied between the plies to hold them
together. The material is then formed into a tube that is
pasted together along the seam. The tube may be formed
with or without gussets. During seam-pasting, the edges
of the various plies form a shingle pattern. When they are
brought together to form a seam, these edges interweave
so that each ply glues to itself. This provides optimal seam
strength.
Flush-cut tubes are cut to the appropriate sections by a
rotating upper and lower knife assembly. With stepped-
end tubes, perforating knives are used to cut stepping
patterns on both ends of the tube. The tube sections are
78 BAGMAKING MACHINERY
then snapped apart along perforations that were made
prior to crosspasting. This snapping action is accom-
plished by sending the tubes through two sets of rollers,
with the second set moving slightly faster than the first.
Once the tubes have been flushcut or separated, they
proceed to the delivery section of the line.
About one third of the multiwall-bag market is ac-
counted for by bags with an inner, or intermediate, ply
of plastic film. Flat film, used as an inner or intermediate
layer, is formed into a tube along with the paper plies and
pasted or, if necessary, hot-melt laminated in place. An-
other possibility is the insertion on the tuber of open-
mouth film liners, the open end of which can project
beyond the mouth of the paper sack. Stepped-end and
flush-cut tubes are usually made on differently equipped
tubers, but a universal model also can be adapted to
produce either type.
Flush-cut vs. Stepped End. Flush cutting is the most
inexpensive tubing method in terms of both original
equipment investment and tubing productivity, but these
gains are lost in the subsequent bagmaking operations.
The bottom of a flush-cut tube is normally sewn, and
sewing is also the traditional method of field closure for
many products such as seed and animal feeds. There was
some use of flush-cut tubes as valve bags, particularly in
Europe, but they are not widely used today because a
pasted flush-cut bottom is structurally weak. The gluing of
the bottom takes place only on one ply. To compensate for
this weakness, a patch would normally be added to the
bottom of the bag. Sewing is a widely used bottoming
method in the United States because there is a great deal
of flush-cut tubing and sewing equipment in place, and
replacing it in many instances would result in only a
marginal return on investment. Unfortunately, sewing
has many drawbacks. It is labor-intensive, and because
the equipment has a large number of delicate moving
parts, maintenance and repair costs are high. Also, the
needle holes created by sewing weaken the bag, allow
sifting, and make the bag more accessible to rodents and
other pests.
The stepped-end tube makes the strongest bag. The
ends of the bag have shingle-like stepping patterns that
intermesh at the gluing points. In the bottoming process,
ply one is glued to ply one, ply two to ply two, and so on.
Generally speaking, all bag manufacturers have their own
stepping-pattern designs.
Bottoming Equipment. The finished tube sections are
converted into bags by closing one or both of the tube ends
in any of the following three ways:
(1) One end of the tube is shut, forming a sewn open-
mouth (SOM) bag. After filling, the top of the bag is
closed by means of a portable field sewing unit.
(2) A satchel bottom is formed on each end of the tube,
with one of the bottoms provided with an opening or
valve through which the bag is filled by insertion of
the spout of an automatic filling machine or packer.
The valve is closed by the pressure of the bags
contents. Additional means are available to
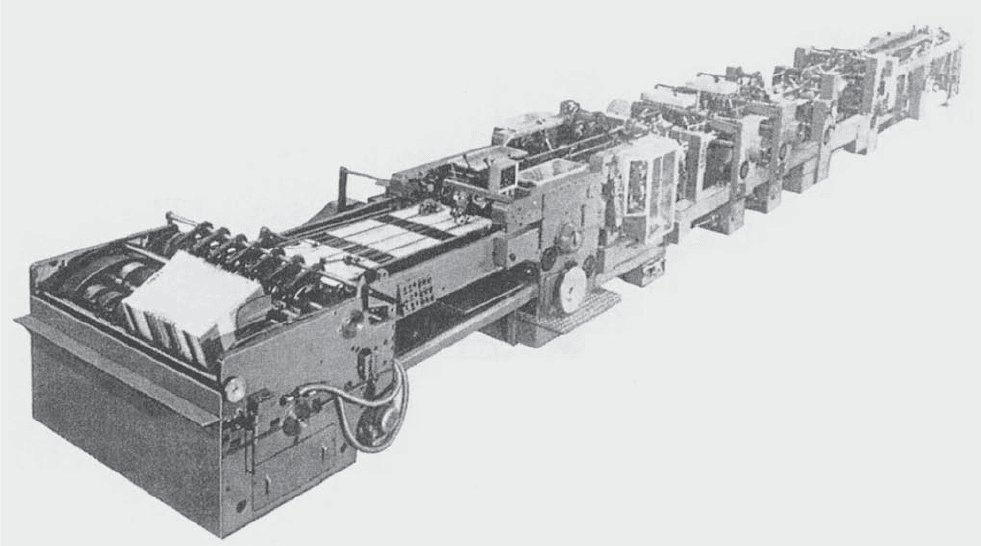
make the bag more siftproof. In a valve bottomer
(Figure 2), tubes advance from a feeder to a tube
aligner and a diverting unit for removing incorrectly
fed tubes. The tubes pass through a series of creas-
ing stations, and needle holes may be added under
Figure 1. A universal tubing machine. Figure insert shows components: 1, flexoprinter; 2, unwind stations with reel-change arrange-
ments; 3, automatic web brake; 4, web-guider path rollers; 5, web guider; 6, vertical auxiliary draw; 7, perforation; 8, cross pasting; 9,
longitudinal register rollers; 10, seam pasting and auxiliary draw; 11, tube forming; 12, cut/register regulator; 13, cutting and tearoff unit;
14, variable-length drive-unit; 15, packet delivery unit; 16, takeoff table.
BAGMAKING MACHINERY 79
the valve for proper venting of the bag during filling.
At the opening section, the tube is opened and
triangular pockets are formed. Valves are inserted
at a valving station. Valves are automatically formed
by a special machine unit and then inserted into the
bottom. They may be inserted and folded simulta-
neously along with the bottom or performed and
automatically inserted. Preformed valves permit
the use of a smaller valve size in proportion to the
bottom of the bag. In Europe, reinforcing patches are
customarily applied to both ends of the bag for added
strength. The bags are discharged to a press section
where they are conveyed in a continuous shingled
stream. Powerful contact pressure of belts (top and
bottom) ensures efficient adhesion. In most in-
stances, the final station is an automatic counting
and packeting unit.
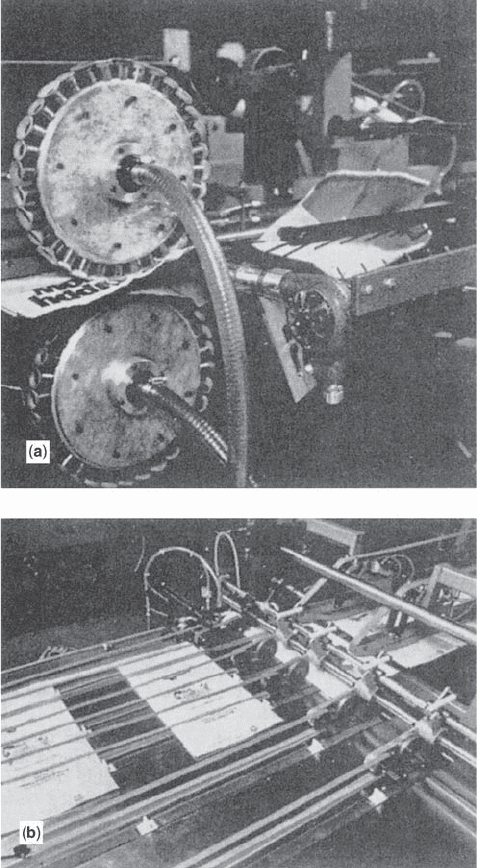
(3) Stepped-end tubes with gussets and a special step
pattern can be converted into pinch-bottom bags on
which beads of hot-melt or cold adhesives (see
Adhesives) are applied to the steps in the bottom
(see Figure 3(a)). These, in turn, are folded over and
pressed closed to make an absolutely siftproof
bottom (Figure 3(b)). Beads of hot melt applied to
the steps at the top of the bag are allowed to cool
and solidify. After the bag is filled, a field-closure
unit reactivates the hot-melt adhesive, folds over
the top of the bag, and presses it closed.
In most instances, bags are collected in packets or
bundles palletized for shipment to the end user. However,
it is also possible to collect the bags on reels for efficient
loading of automatic bag-feeding equipment in the field.
The reeled bags form a shingled pattern held in place by
the pressure of two plastic bands that are wound continu-
ously around the reel along with the bags.
Other Development. With conventional equipment, it
usually takes two bottomers to keep pace with one tuber.
This fact has generally discouraged the development of in-
line multiwall bagmaking systems in the United States.
For example, tubers for cement bags typically operate at
speeds from 270 to 320 tubes/min, whereas old-style
bottomers run at 120–150 bags/min. Newer bottoming
equipment can achieve speeds up to 250 bags/min, en-
abling one-to-one operation of tuber and bottomer on an
in-line system. The tuber operates at less than maximum
output, but the in-line system still produces more finished
bags because of the increased efficiency resulting from the
bottomer being continually fed with fresh tubes. Tubes
where the paste has dried become stiff and difficult to
handle. As paper is unwound from a roll, it quickly loses
its moisture content and becomes less workable. These
types of problems are alleviated with in-line bottoming.
In-line tube forming and tube bottoming also lend
themselves to significant improvements in manpower
utilization. The U-shaped in-line pinch-bottoming system
Figure 2. A valve bottomer. Figure insert indicates components: 1, rotary or double feeder; 2, tube aligner; 3, diverter for removing
incorrectly fed tubes; 4, diagonal creasing and needle vent hole arrangements; 5, bottom center creasing stations with slitting
arrangement for bottom flaps; 6, bottom opening station; 7, bottom creasing station; 8, unwind for valve patch; 9, bottom turning station;
10, valve unit; 11, bottom pasting; 12, bottom closing station; 13, bottom capping unit or intermediate pressing station; 14, flexo printers
for bottom caps; 15, unwinds for bottom caps; 16, delivery, optionally with incorporated counting and packeting station.
80 BAGMAKING MACHINERY
shown in Figure 4 is capable of reducing the personnel
requirements from nine to four. The key to the system is a
unique turning station that rotates the axis of the tube by
901 for proper alignment with the bottomer. The ‘‘factory
end’’ of the bottomer may be heat-sealed in-line (see
Sealing, heat). On the ‘‘customer’’ end of the bag, hot
melt or cold glue can be applied, or this end of the bag can
be flush-cut for sewing in the field. A sewn top with a
pinch bottom offers strength and siftproofness in this
bottom style while allowing the customer to retain exist-
ing closing equipment. For a consumer product such as
pet food, the pinch bottom allows the bag to be stacked
horizontally on the shelf, still presenting a large graphics
display area for the shopper.
An out-of-line double feeder-equipped pinch bottomer
produces pinch-bottom bags for the manufacturers not
anticipating having the volume to fully utilize the more
productive in-line system. The trend for bag users to
reduce inventories and place more small orders is ex-
pected to continue indefinitely. For the converter, this
has meant decreased productivity because of a dispropor-
tionate amount of time being spent in changeovers. New
computer numerical control (CNC) bottoming equipment
promises to reduce changeover time from an average of
about 3 h to about 30 min. All gross adjustments of ma-
chinery for a particular setup are stored in the micro-
processor and made on the machine by way of stepping
motors. Although minor fine-tuning is still required, the
starting adjustment point of each operator is the same,
and settings are optimized according to a logical sequence
designed into the control (see Instrumentation). In addi-
tion to faster setups, standardization of tuning procedures
should result in more consistent and improved product
quality.
PLASTIC BAG MACHINERY
The procedure for making all-plastic, heavy-duty bags is
similar to the procedure for multiwall bags; i.e., various
bottoming techniques are used to transform a tube into a
finished bag, generally either an open-mouth or valve bag,
with or without gussets. The three basic differences are
described below:
(1) Plastic bagmaking almost always uses a single ply
of material, either mono-extruded film, coextruded
film, or woven fiber instead of the multiple plies
used in paper shipping sacks.
(2) All bagmaking operations are performed on a single
converting line. If the bag is made from a flat sheet,
the tubing and bottoming operations are integrated
into a single bagmaking line. Bags are often made
from tubes of blown film or circular woven fibers,
and no tubing step is necessary.
(3) The plastic-bagmaking line may incorporate in-line
printing, although the outer ply of kraft paper used
in a multiwall bag is typically preprinted off-line.
Woven-bag Machinery. Economy of raw materials and
toughness are two features that make the woven plastic
bag an attractive packaging medium for goods mainly
intended for export.
A typical line for converting woven high-density poly-
ethylene (HDPE) or polypropylene (PP) material into
heavy-duty shipping sacks includes the following: unwind
units for sheet or tubular webs, jumbo or normal size; a
flexographic printing machine (see Printing) designed for
in-line operation; a wax-application unit (see Waxes) to
apply a hot-melt strip across uncoated material at the
region of subsequent cutting to prevent fraying; and a flat
and gusseted tube-forming unit. The flat sheet of coated or
uncoated material is longitudinally folded into tubular
form. Some machines have the ability to do this without
traditional tube-forming parts. A longitudinal seam is
sealed by an extruded bead of plastic. Output of the
extruder is matched to the web speed by a tachogenerator.
Figure 3. (a) adhesives being applied; (b) pressing station (bags
are folded over and pressed closed).
BAGMAKING MACHINERY 81
A PE liner unit can be arranged above the tube-forming
section to apply a PE liner to the flat web automatically.
The principal element of this unit is a welding drum with
rotating welding segments that provide the reel-fed PE
with a bottom weld at the correct intervals. A Z-folding
device enables a fold to be made in the crosswise direction
for the provision of a liner that is longer than the sack. In
addition, a crosscutting unit cuts the outer web and the PE
insert, usually by means of heated rotating knives. In the
bottoming unit, cut lengths are transferred to the bottom-
ing equipment by conveyor. Bottoming is accomplished
either by sewing or the application of a tape strip. Instead
of folding the tape over the open end of the sack, the sack
end can be folded once or twice and the tape can be applied
in flat form over the folds. The delivery unit collects finished
sacks into piles for manual or automatic unloading.
Plastic Valve Sack Machinery. Plastic valve bags operate
by the same principle as multiwall valve bags. On filling,
the pressure of the product closes a valve that has been
inserted in either the bottom or the side of the bag. If the
material is granular (not pelletized), channels along the
bottom of the valve sack would allow some of the product
to sift out. These channels can be made siftproof by closing
them off with two beads of hot wax during the bottoming
operation. Only 5–10% of the plastic valve sacks made in
the United States require this feature. Therefore, most
plastic valve sacks are produced on high-speed lines that
produce sacks at about twice the speed of the siftproof
machinery.
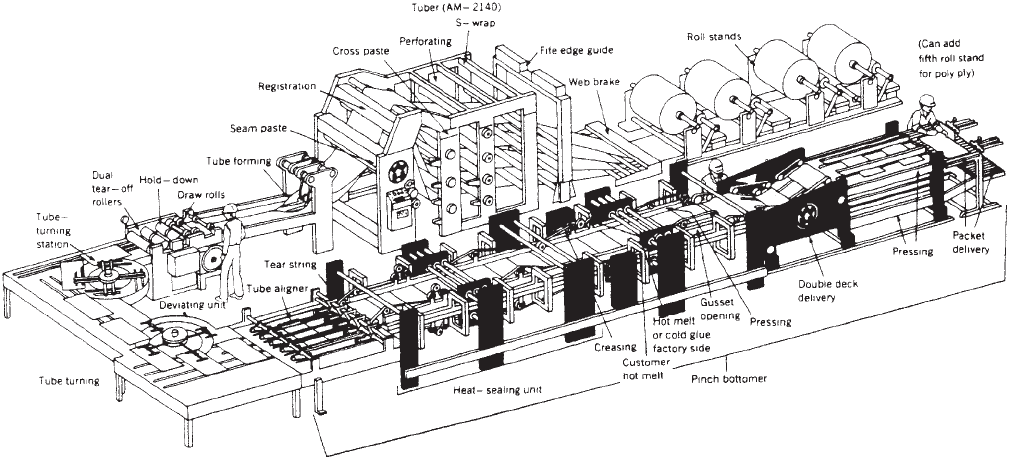
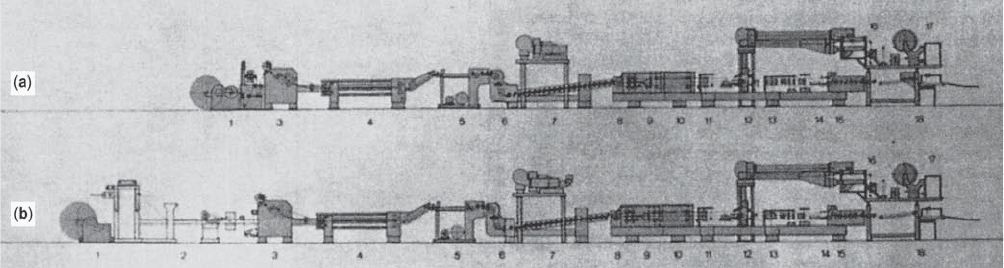
A typical system for the production of pasted PE bags
from either flat film or blow tubes (Figure 5) consists of the
following equipment:
1. An unwind unit for flat film or tubing incorpor-
ating automatic tension and edge-guide controls.
2. A tube former in which folding plates form flat
film into a tube. A longitudinal seam is bonded
by an extruded PE bead.
3. A rotary cross cutter in which the formed tube
is separated into individual lengths by the
perforated knife of the rotary cross cutter.
Fraying of woven materials can be eliminated
with a heated knife that bonds the tapes
together.
4. A turning unit in which, after the cross cutter,
the tubes are turned 901 to bring the cut ends
into position for the following processes.
5. A tube aligner and ejector gate in which exact
alignment of tubes in longitudinal and cross
direction is achieved by means of stops affixed
to circulating chains and obliquely arranged
accelerating conveyor bands. Photocells moni-
tor the position of the tube lengths. In the event
of misalignment, leading to malformed bottoms
and, therefore, unusable sacks, the photocell
triggers an electropneumatic gate, which, in
turn, ejects the tube length from the line.
6. Pasting stations in which each tube end is
simultaneously pasted by a pair of paste units
using a special adhesive.
7. An enclosed drying system evaporates and
draws off solvent from the adhesive.
8–10. Creasing, bottom-opening, and fixing of opened
bottom in which a rotating pair of bars hold the
tube length ends by suction and the rotary
movement pulls the tube ends open sufficiently
to enable rotating spreaders to enter and com-
plete the bottom-opening process. The diagonal
folds of the pockets are fixed by press rolls to
avoid subsequent opening of the pockets.
Figure 4. In-line tube forming and pinch bottoming.
82 BAGMAKING MACHINERY
11. A valve-patch unit forms the valve from rolls of
flat film and places it in the leading or trailing
pocket, as required.
12. The bottom-closing station, where, after the
valve is positioned, the pasted bottom flaps
are folded over, one to the other, and the sack
bottom is firmly closed.
13–17. The bottom-patch unit, bottom-turning station,
flexo-printing units for bottom patches, pasting
stations with drying, and unwind for bottom-
patch film, in which patches are formed from
two separate rolls of film, flexo-printed (if re-
quired), and pasted to both sack bottoms. The
bottom geometry is checked by photocells and
faulty sacks are ejected through a gate. Just
before they reach the delivery section, the
bottoms are turned from a vertical to a hori-
zontal processing plane.
18. Delivery with counter and packeting station, in
which good adhesion of the cover patch to the
sack bottom is assured by applying pressure
to the shingled sacks with staggered spring-
loaded disks. Having reached a predetermined
count, the conveyor accelerates the shingled
sacks to the packing station, where the counted
sacks are collected into packets and discharged.
To accommodate a user’s automated filling line,
equipment is also available to wind the plastic
valve sacks onto reels.
Continuous Bagforming and Bagfilling. Plastic valve bags
have been used extensively, especially in Europe, for
products such as plastic resin. However, continuous sys-
tems for forming, filling, and closing flat and gusseted
plastic bags are becoming increasingly popular in the
resin market. Such systems typically use prefabricated
tubing for high strength. The tubular material is usually
preprinted with random printing. Since resin weight
varies from day to day, depending on ambient conditions
and other factors, random printing allows the bag length
to be adjusted according to the prevailing resin volume—
weight relationship. In this manner, a tight and graphi-
cally appealing package is formed.
An integrated system for forming, filling, and closing of
shipping bags would contain the following stations: un-
wind unit; compensator roller; hot-emboss marking unit;
sealing station for bottom seam; bag shingling; separation
of bags; introduction of bag-holding tongs; bag filling;
supply of the filling product; sealing station for closing
seam; bag outfeed conveyor; and control panel. Such a
system can produce up to 1350 filled sacks per hour.
One-way Flexible Containers. One-way bulk shipping
containers are becoming very popular in Europe. These
oversized bags are designed for handling by forklift trucks
equipped with one of several specially designed transport
devices. Called intermediate bulk containers, they range
in capacity from 1100 lb to about a metric ton (0.5–1 t), and
are constructed of woven PP or HDPE. Tubes are gener-
ally woven on a circular loom because elimination of the
longitudinal seam gives the bag exceptional strength. The
advantage of this bag is that it represents an exceptionally
economical and efficient method of handling bulk quan-
tities. Acceptance of the concept has been relatively slow
in the United States because it requires bag producers,
product manufacturers, and product customers all to
invest in special equipment for bagmaking, product filling,
or handling.
ELECTRONIC CONTROLS
Today’s bagmaking equipment is following the overall
industrial trend toward the use of programmable micro-
processor control systems of increasing complexity. Ancil-
lary equipment such as printing presses and extruders
already have a high level of control, and other units on the
bagmaking line are quickly being adapted to the compu-
ter. The first objective in conversion to programmable
control is replacement of cumbersome mechanical logic.
The next is storage of setup and processing parameters for
subsequent reuse. Microprocessors are being used for
controlling temperatures, web tension, surface-tension
treatment, adhesive application, ink, and registration.
The most recent stage of automation has been provision
of multiple outputs so that lines may be monitored or
controlled by hierarchal computers.
Figure 5. Systems for making all-plastic heavy-duty bags from (a) tubular film or (b) tubular or flat film. Components are described by
number in the text.
BAGMAKING MACHINERY 83
BIBLIOGRAPHY
‘‘Bagmaking Machinery,’’ in Richard H. John, ed., The Wiley
Encyclopedia of Packaging Technology, 1st ed., Wiley, New
York, Wind-moeller & Hoelscher Corporation, 1986, pp. 29–34.
BAGS, BULK, FLEXIBLE INTERMEDIATE BULK
CONTAINERS
DIANA TWEDE
Michigan State University
School of Packaging, East
Lansing, Michigan
BOB DRASNER
Senior Consultant, Packaging
Equipment Specialists
(Retired), Rockport, Texas
Intermediate bulk containers (IBCs) are intermediate
between smaller packages, such as shipping sacks and
drums, and the larger bulk truck and railcar quantities.
IBCs fall into two general categories: Flexible and Rigid.
Filled IBCs occupy about the same space as a typical
palletized unit load.
Flexible intermediate bulk containers (FIBCs) are very
big bags, made from fabric sewn into shape. They are often
called bulk bags or SuperSacks (a registered trademark).
Usually they contain about 1 ton of dry bulk product such
as grains, powders, and pellets. There are also rigid IBCs,
which may be called Gaylords (a registered trademark)
when made of corrugated board or Tote Bins (another
registered trademark) when they are made of stainless
steel or plastic.
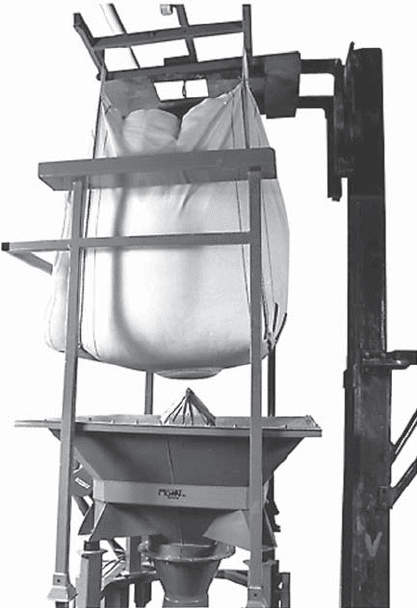
They are usually filled from the top, lifted from the
top or bottom, and dispensed through the bottom (see
Figure 1). Many are reused.
Flexible intermediate bulk containers (FIBCs), have
been popular since woven polypropylene arrived on the
scene in about 1963. Prior to that, bulk bags were made
from PVC or rubber-coated cloth and were mainly used for
shipping carbon black in 1- to 4-ton loads in each ‘‘bladder’’
to rubber manufacturers. They were filled to capacity and
then weighed on a truck scale before loading onto a flatbed
truck. They were usually lifted by overhead crane, and
then discharged into hoppers through narrow inlets to
reduce dust. They were reused over and over for many
years, and they were shipped back to the carbon black
manufacturer for repair, patching, and refilling. These
huge ‘‘balls of black’’ needed no protection from the
elements and weren’t even covered with a tarp. They
were just tied down securely, 6–8 to a flatbed truck.
Soon afterwards, FIBCs were adopted in other indus-
tries in Japan and Europe as an economical way to ship
intermediate quantities in logistical systems where ship-
pers and their industrial customers cannot handle a whole
bulk tank truck or bulk railcar of product and prefer not to
manually handle multiple shipping sacks or drums. Bulk
bags have become increasingly popular for replacing 50- to
100-lb (25- to 50-kg) paper and plastic bags. Growth is
expected to continue, especially given (a) the present
trends of legislation to reduce the maximum weight that
a person may lift and (b) the lower cost (and natural
resource conservation) compared to smaller sacks or
drums.
The advantages of bulk bags, compared to buying
smaller packages, include reduced costs for package pur-
chase (from about $8 per bulk bag), filling, and handling.
They offer a customer service in handling savings because
of the ease of dispensing the product. Bulk bags can also
promote safety when handling hazardous materials, be-
cause they can be incorporated into sealed material hand-
ling systems where smaller bags that have to be cut open
and shaken to be emptied cannot.
Another advantage of FIBCs is that they can be custo-
mized for the exact amount needed by their customers for
a batch. Unlike other types of shipping containers, they
can be made in any size and in heights from 24 in. up to
the limiting height of a truck/container door.
TYPICAL USES
Bulk bags are used for a wide variety of dry products,
primarily for ingredients intended for further processing.
Typical products include chemicals, minerals, dyes, resins,
feed, seed, grain, flour, sugar, salt, nuts, detergents, sand,
Figure 1. The most popular style of bulk bag: dispensed from the
bottom. (Photo courtesy of Control and Metering Ltd.)
84 BAGS, BULK, FLEXIBLE INTERMEDIATE BULK CONTAINERS
clay, cement, hazardous materials, building materials,
pharmaceuticals, fertilizers, and other commodities in
powder, pellet, flake, crystal, or granular form. Liquid
products need more support than a flexible bag alone can
provide, so intermediate quantities (200 gal) of liquids can
be packaged in a ‘‘composite’’ IBC, with the bag supported
by a metal frame, or in rigid IBCs, such as pallet boxes or
small tanks that may be lined with a bag. However, some
‘‘flexible tanks’’ for over 5000 gal of liquid, without rigid
supports but with transport restraint attachments, have
been introduced in Europe.
The filled bag weight depends on the size of the bag and
the density of the product. The heavier the product, the
more strength is needed. The standard FIBC holds 1100–
2200 lb, and bags from heavier fabric can contain up to 5
metric tons. FIBC manufacturers offer bags with a volume
of 10–100 ft
3
. Footprint sizes range from 29 in. 29 in. to
41 in. 41 in., with heights of r88-in. empty size. When
bags are filled, they have a tendency to settle into a more
circular shape. Examples of bulk bag use can be found in
many industries. Sugar and flour are shipped to food
processing plants in FIBCs. Sandblasters can receive
sand in 5500-lb FIBCs. Plastic resin is shipped to con-
verters in 1-ton FIBCs. About 80% of fertilizer in the
United Kingdom currently goes into FIBCs. One of the
largest markets in the United States is for exported
commodities.
MATERIALS
Bulk bags are made of plastic fabric or films with a very
high tensile strength. Most are made from densely woven
polypropylene (PP) fabric and have sewn seams, but they
can also be made from circular-woven fabric (see Film,
nonoriented PP; Film, oriented PP). Other materials
include high-density polyethylene (HDPE) and polyester.
Some European FIBCs are made from fiber-reinforced
paper or polyvinyl chloride (PVC) (see Film, rigid PVC).
The most heavy-duty FIBCs are usually made from PVC-
coated PE fabric. Bulk bags can be printed to identify
the contents. Filled bulk bags are usually cube-shaped
with a square footprint, but some have a circular footprint.
Some designs have antibulging ‘‘baffles’’ as reinforcement
features.
Selection of the appropriate materials and structure
depends on the properties of the product and the distribu-
tion system. Waterproof FIBCs are coated with PVC or
latex and have heat-sealed (rather than sewn) seams. If
the bags will be stored outside, the fabric is formulated to
resist ultraviolet degradation. Some products generate
static electricity when they flow, and antistatic (or static
conductive/dissipative) fabric or liners are available. If
bulk bags are intended to be reused, they are usually
stronger than those intended for a single trip.
Many bulk bags have plastic liners. Often the liner is
disposable (for sanitation reasons) and the outer bag is
reused. The choice of liner material depends on the barrier
properties needed or the tendency of the products to dust
or leak. Products that attract moisture, or are sensitive to
water, require moisture vapor transmission resistance.
Polyethylene (2–4 mils) is common, but it is not a complete
moisture or gas barrier. Saran and aluminum foil lami-
nate liners are better barriers and can be vacuum-packed.
Liners are available in single or multiple plies. The liner
construction matches the outer bag construction with
respect to dimensions and placement of filling and dispen-
sing ports. Liners come in tube shape or are custom-made
to fit, with fill and discharge spouts. The liner can be
designed to be manually or mechanically inserted.
There are various lifting and dispensing features avail-
able. For example, the most standard European FIBCs are
for fertilizer, with single-point lifting and no discharge
spout. The most common U.S. FIBCs have four lifting
points and a spout. The choice of features depends on the
application.
FILLING AND DISPENSING
Bulk bags are usually filled from the top and discharged
from the bottom. Most bulk bags have a spout at the top
and one on the bottom. The spouts are closed with a tie,
clamp, tape, or stitching. Clamps or ties can also be used to
tie off a partially discharged bag or to regulate the rate of
discharge. Intermittent flow controls are also available.
However, some bags have no spouts and are simply filled
or emptied through an open ‘‘duffle’’ that is gathered and
tied to close. Some single-use FIBCs have no discharge
spout, and they are simply slit to empty.
Bulk bags normally require special filling and dispen-
sing fixtures and equipment. Gravity directs the flow.
Filling and discharge procedures and efficiency are influ-
enced by the product’s angle of repose and flow character-
istics. During filling, the bag needs to be suspended from
the top so that the product will completely fill the corners.
Some filling systems incorporate a vibrating or settling
device, deaeration and dust control measures, or a bag
squaring method (although they rarely stay square once
they are handled). Most are filled to weight using either a
batch weigh hopper above the bag or a load cell to monitor
the bag’s weight as it is filled. Bulk bags are quick to fill; a
two-operator filling station can fill a 2200-lb-capacity bag
in about 30 s with a dense free-flowing product. But a light
powdery product, which may require extra handling or
vibration to compact, may take up to 30 min to pack.
A typical discharge fixture positions the bulk bag above
the awaiting hopper, conveyor, pump, or tank receptacle
where the bottom is opened so that the product can flow
out. Special discharge equipment has been developed to
reduce dust, improve flow, meter, and reclose, and improve
sanitation (especially important for food products).
SAFE HANDLING, TRANSPORT, AND STORAGE
Bulk bag handling and transport require special systems
to ensure safety and efficiency. FIBCs are very heavy and
can be unstable during handling, storage, and transport.
This instability can result in danger to materials-handling
workers and can cause damage to the bag or its contents.
BAGS, BULK, FLEXIBLE INTERMEDIATE BULK CONTAINERS 85
Bulk bags are lifted from the top or handled on pallets.
The most common top-lifting design incorporates four loops
at the cube-shaped bag’s four top corners. These loops may
extend from the top to cradle the bottom like a sling, sewn
onto the fabric. There are also center-lift designs that
incorporate (a) a single sleeve or loop on the top center
and (b) two-sleeve designs with sleeves along two top edges.
One-loop bags are more popular in the United Kingdom
and France, especially for fertilizer. Some bags have a
combination design with center-lift features to aid in dis-
charge and corner lifting to aid in filling. The most heavy-
duty FIBCs have steel lifting devices.
The loops or sleeves are lifted by the two forks of a
forklift (or a single bar, in the case of the center-lift bags)
that may be inverted to shorten the height of the lift. For
most bags, it is necessary for one worker to position the
loops onto the forks and a second worker to maneuver the
forklift. Several can be lifted simultaneously by a ship’s
tackle and the appropriate stevedore fixtures. It is im-
portant for the loops or sleeves to be strong enough to
support the weight during handling, including jerks
caused by the lift equipment. Correct handling procedures
are often printed on the bag or label.
Bulk bags can be transported by flatbed trucks, en-
closed trailers, boxcars, flatcars, ship, or barge. Some
restraint may be necessary to prevent shifting in transit.
Typical restraints are made from straps and fabric, at-
tached to the trailer and boxcar walls. Bulk bags must be
strongly restrained if stacked in transit.
Stacks of bulk bags can be unstable. They can be
stacked on pallets, but stacks more than 2-high should
be supported by retaining walls. Even stacks of 2 should
generally be pyramided (the top load spanning two lower
ones) to lend stability. Handling a stack of two with a
forklift is not recommended. One reason there are stabi-
lity problems with stacking FIBCs is because they are
often not filled with equipment that produces proper
settling and material distribution to make the bag form
a stable. FIBCs can also be used for temporary storage
within a plant, and some can be used for outdoor storage.
DISPOSAL AND REUSE
Empty bulk bags can be discarded in landfills or inciner-
ated if they have no hazardous residue, or they can be
recycled (shredded and re-extruded) with compatible ma-
terials. But most bulk bags are returned and reused.
FIBCs have excellent return and reuse properties
because they are strong when filled, and yet they are
lightweight (usuallyo10 lb) and can be folded small when
empty. The life of a reusable FIBC depends on its con-
struction, the nature of the contents, and the handling and
transportation method used, but is typically 5–10 trips.
Many shippers reuse the outer bag but discard the liner.
Reusable FIBCs are usually stronger than one-way bags.
Returnable packages add costs for return shipment,
cleaning, tracking, and inspection. Most are reused in a
closed-loop system. They require a close relationship with
customers to ensure their timely return in order to mini-
mize the packaging investment.
A hidden cost that is often discovered after a reuse
system is put into place is that the filler of the FIBCs must
inspect, clean, and repair the bags. This situation has
spawned opportunites for third-party businesses to per-
form these functions.
In some cases, there is a market for used bulk bags,
similar to the market for reconditioned drums. But an
FIBC is usually designed for a specific type of product and
use, and it is best reused for the same type of product.
Buyers and sellers of used shipping containers should
certify the identity and compatibility of previous contents
and document that the package was cleaned, inspected,
and certified as to its safe reuse capacity. For example,
lime for steelmaking can be packed in used bags because
the residue is burned up and vaporized (along with the
whole bag, which is not emptied but is added to the
furnace intact).
TESTING AND STANDARDS
Safety and performance standards have always been a
concern of the FIBC industry, evidenced by the creation
of the industry’s self-policing associations such as the
Flexible Intermediate Bulk Container Association (FIBCA)
and the European Flexible Intermediate Bulk Container
Association (EFIBCA). These associations work with other
standards groups like the British Standards Organization
(BSO), the International Standards Organization (ISO),
the American Society for Testing and Materials (ASTM),
the American National Standards Institute (ANSI), the
United Nations (UN), and the European Technical Com-
mittee for Packaging Standardization (CEN/TC261/SC3/
WG7 covers IBCs) to better control FIBC safety and
quality. Performance standards for FIBCs vary by country
and regulatory agency. The first performance standards
were developed in the United Kingdom by the EFIBCA and
were later incorporated into the British Standard Insti-
tute’s BS 6382 (BSI/PKM 117). These form the basis for
later standards adopted by other countries, including the
United States, Australia, Japan, and throughout the Eur-
opean Economic Community (EEC). It is also the basis for
the International Standards Organization’s ISO TC 122/SC
2 N 238. The EFIBCA has also standardized the informa-
tion that appears on each bag to include name, date, and
address of manufacture, construction identification, stan-
dard to which the bag is produced, test certification, class of
bag (e.g., single-trip), safe working load, safety factors,
handling pictograms, and the contents’ identification.
FIBCs used for hazardous materials are the most
highly regulated. In 1990/91, the UN Chapter 16 for the
carriage
of dangerous goods
accepted bulk bags for UN
Class 4.1 flammable solids, Class 5.1 oxidizing substances,
Class 6.1 toxic substances, and Class 8 corrosives, pro-
vided that they conform to the particular modal require-
ment and have passed drop, topple, righting, top-lift,
stacking, and tear tests. In the United States, FIBCs
have been accepted by the U.S. Department of Transporta-
tion (DOT) for Groups II and III hazardous materials, and
performance specifications are given in HM 181-E (1). (See
also Transportation codes.)
86 BAGS, BULK, FLEXIBLE INTERMEDIATE BULK CONTAINERS
FIBC materials vary, so most standards are based
on performance. Weight-bearing performance tests usually
specify testing the bag’s safe rated capacity with a much
heavier weight—6 times more heavy for standard FIBCs, 8
times for more heavy-duty FIBCs, and 5 times for single-
use FIBCs—than the expected contents. Filled bag perfor-
mance should also be judged with respect to tear resistance,
stacking, toppling, dropping (2–4 ft), dragging, righting (by
one or two loops), and vibration. The most prevalent forms
of damage are split side seams, broken loops, torn fabric,
abrasion, and sifting. Damage can also be dangerous, if
hazardous materials are spilled or if a stack topples onto a
worker. In addition to performance tests, there are relevant
material tests for the bag fabric and liner, including tensile
strength and moisture vapor transmission. Material tests
are used primarily for quality control.
CONCLUSION
Flexible intermediate bulk containers (FIBCs) provide a
safe and cost-effective system for handling and transport-
ing a wide range of bulk materials. They are ‘‘intermedi-
ate’’ between bulk handling and using shipping sacks for
dry flowable commodities. FIBCs offer advantages com-
pared to bulk handling and require a low initial invest-
ment compared to the special transport and handling
equipment used for bulk handling. Some can be stored
outdoors without the need for a warehouse or silo. They
reduce product waste, and the contents can be easily and
accurately metered. An FIBC can perform the function of
a mobile hopper. Compared to conventional 50-lb bags,
FIBCs are less labor-intensive and do not involve manual
handling that can cause back injuries. They are less
expensive and require less space to pack. They are quicker
to fill, handle, and discharge. And they reduce the risk of
product loss, contamination, and pilferage.
BIBLIOGRAPHY
1. United States Government, ‘‘Intermediate Bulk Containers for
Hazardous Materials, Final Rule, 49 CFR Part 171 (HM 181-
E),’’ Fed. Reg.
General References
‘‘As Easy as FIBC,’’ Hazardous Cargo Bull., 62–63 (September
1993).
British Standards Institute, ‘‘Flexible Intermediate Bulk Con-
tainers: Specification for Flexible Intermediate Bulk Contain-
ers Designed to be Lifted from Above by Integral or Detachable
Devices,’’ BS 6382, Part 1.
J. Clifton, ‘‘FIBC Quality and Safety—Mandatory European
Standards Debate Begins,’’ Internatl. Bulk J.11(3), 36–50
(1991).
Flexible Intermediate Bulk Containers/Big Bags, Loadstar Pub-
lications, London, 1988.
A Guide to Selecting Bulk Bags and the Equipment to Utilize
Them, Taylor Products, Parsons, KS, 1986.
Flexible Intermediate Bulk Container Association, Common
Sense Handling Guidelines for Flexible Bulk Containers,
www.fibca.com.
‘‘Guidelines for Selecting Bulk Handling Containers,’’ Modern
Materials Handling, 40(9), 62–64 (1985).
International Standards Organization, ‘‘Packaging. Flexible In-
termediate Bulk Containers,’’ ISO/TC 122/SC 2 N 238.
Japanese Industrial Standards, ‘‘Flexible Intermediate Bulk Con-
tainers,’’ 1988.
United Nations, ‘‘United Nations Recommendations on the Trans-
port of Dangerous Goods’’ in Intermediate Bulk Containers.
BAGS, MULTIWALL
ALLAN M. BAYLIS
Amber Associates, Jamesburg,
New Jersey
Updated by Staff
INTRODUCTION
Multiwall bags are concentric tubes of 2–6 layers or paper
with a choice in the type of end closure. Designs differ
mainly with respect to whether the sack is to be filled
through an open mouth or valve. This depends on the
product or volume to be handled. Valve designs are closed
automatically as a consequence of their design and there
are various methods, including sewing and tying for the
closing of the open mouth paper bag.
Prior to the United States Civil War, two industrious
merchants in upstate New York, Arkell and Smiths, had
been looking at cotton sacks to ship flour and grains to the
larger southern cities; and from this vantage point, they
were also investigating the use of paper sacks for market-
ing flour. Arkell received the first U.S. patent for paper
sack making machines in the 1860s; this was just in time
to permit paper sacks to replace the difficult-to-obtain
cotton bag fabric during the war.
At the same time, salt was being packaged and mar-
keted in cotton bags, until the 1890s, when Adelmer Bates
developed a concept wherein a ‘‘valve’’ was incorporated
into one corner of the cotton bags. Its advantages provided
a faster method of filling cotton bags with salt, and it was
patented in 1899. In 1901 John Cornell worked with Bates
on the development of a valve sack filling machine, and in
1902 they were awarded a patent on a valve for paper
sacks, but almost two decades passed before the paper
shipping sack was widely used.
In 1919 R. M. Bates, Adelmer’s brother, was visiting in
Norway, where he saw a paper sack of a truly different
construction. Having five walls made from long strips of
kraft paper with each edge of the strip pasted to its
adjacent edge, it formed tubes of paper. These were cut
to length and were open at both ends. At the place where
they were to be filled, one end was gathered together and
tied off; when filled, the top end was also tied with twine or
wire. These were flat paper tubes.
While Bates was working on his ideas of filling these
tubes through the valve corner, his partner Cornell
BAGS, MULTIWALL 87