Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

Lubrication of these chain types can take the form of
a spray mist on the idle top side of the chain. The spray
mist consists of soft water mixed with minute amounts of
special liquid soaps specially formulated for either plastic
or metal slat top chains.
Glass containers, steel cans, and abrasive-type pro-
ducts are generally conveyed on carbon or stainless-steel
slat-top chains. Sometimes plastic slat-top chains can be
used as an economy measure or noise reduction measure
where its application is suitable.
Hinged slat-top chains or roller-driven slat top chains
come in the following standard widths to fit the needs of
the packaging process. All widths are narrow as compared
to mat or mesh plastic modular chain. Standard widths
are 3
1
4
; 4
1
2
; 6 (not common) 7.5, 10, or 12 in. (89, 108, 152,
190, 254, and 305 mm) wide, and containers are carried at
medium to high speed in single lane or mass flow. Speeds
over 300 ft (90 m) per minute may be possible for specific
chain materials and under certain conditions. Generally,
speeds of under 300 fpm are for normal applications.
The chain or hinge runs in a ‘‘channel,’’ which is
specially designed to support the chain or hinge on both
sides and can carry both the loaded and return sections.
The channel is fitted with wear strips to reduce friction
and prevent long-term damage to the channel and slat
top chains. The channel is designed to allow the hinged
section to pull through on top, feed through the drive and
idle sprockets, and return below the channel smoothly
without hesitation. There is always a catenary or return
chain slack at the drive end, and its profile affects
conveyor torque.
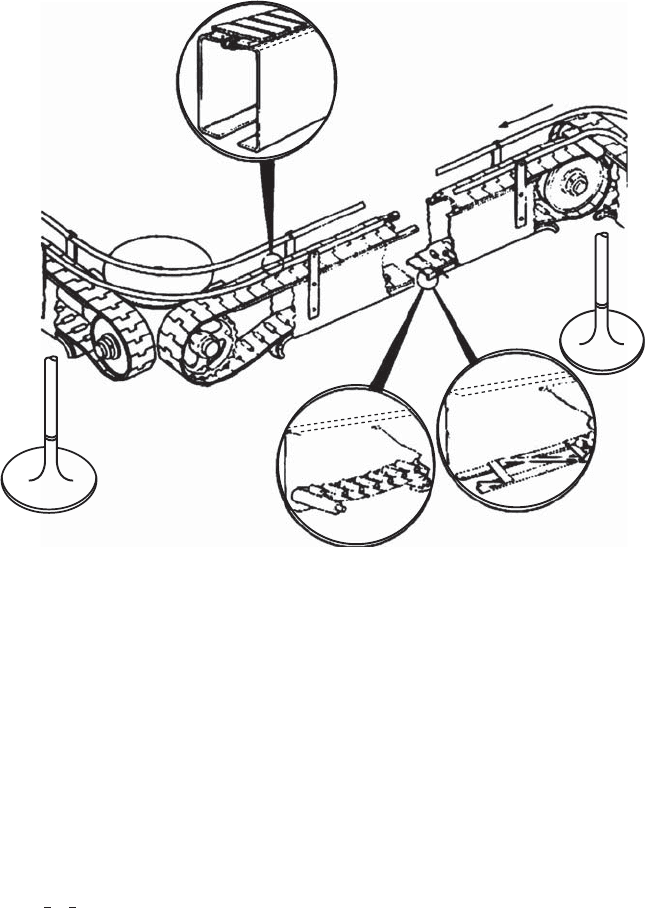
Slat-top chains may be either straight-running or side-
flexing. Straight-running chain is simple in design but
requires special devices such as turntables or dead plates
in order to move product through any type of turn. A side-
flexing conveyor is more expensive but provides smooth,
continuous turns and transfer of products. Side-flexing
gives more control and flexibility than straight-running
slat-top chains.
There is a fundamental problem with the use of side-
flexing chain in that side forces are imposed on the chain,
which can cause it to twist and lift out of the channel.
There are four common designs of side-flexing chain: tab,
wedge, magnetic, and super flex (or multi-flex).
Tab. Tab chain uses short lips on the underside of the
links to hold the chain in the channel and keep it
from lifting. Unfortunately, the tabs cause increased
side loading and a longer maintenance time for
chain repair or replacement.
Wedge. The body of the links are tapered, decreasing
in width near the top surface of the chain. The
channel has a mating taper that prevents the chain
from twisting or lifting. Unfortunately, the wedge
causes increased side loading but less than tabs
and a longer maintenance time for chain repair or
replacement.
Magnetic. Magnetic chain has permanent magnets
located in either the chain or the channel. The
magnetic attraction between the channel and the
chain holds the chain into the channel. Plastic chain
can be used in plastic channels with magnetic im-
pregnated materials only if the link pins are of a
ferrite material.
Super flex (Sometimes Called Multi-flex). Very tight
radius side-flexing chain that can usually be easily
lifted out for cleaning and inspection.
Carrying
way
Roller return
way
Suding
return way
broken contact
Travel
Figure 3. Typical straight-running slat-top-
type conveyor design.
338 CONVEYING
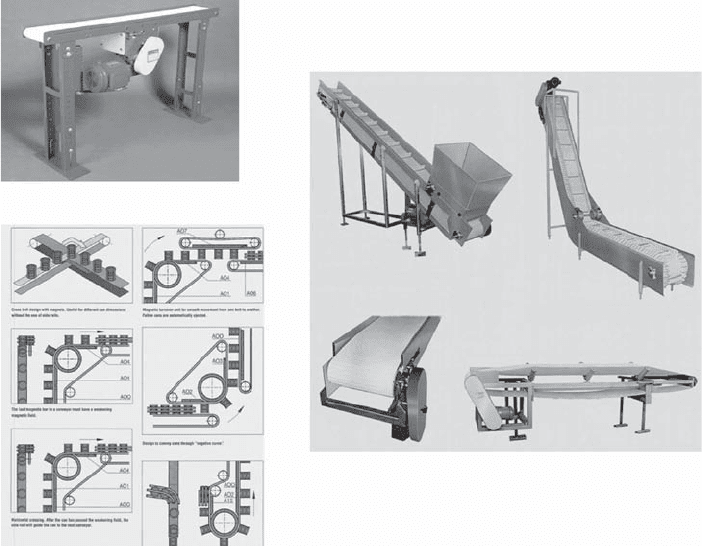
Cloth, Rubber, Synthetic, Reinforced, or Composite Belt
Designs (See Figure 5)
This consists of
. Troughed belt conveyor for bulk granular transfers
. Spiral belt conveyors
. Flat straight belt conveyors
. Magnetic flat belt conveyors
. Retracking belt conveyors
. Magnetic spiral belt conveyors
. Flighted belt conveyors
A belt conveyor is defined as an endless fabric, rubber,
plastic, leather, or metal belt operating over a suitable
drive, tail end, and bend terminals. Most modern belts are
reinforced with steel or Kevlar cords to increase strength
and performance. In the case of handling bulk materials,
packages, or objects placed directly on the belt, the belt is
supported by and operates over belt idlers or a slider bed.
Belt conveyors use a belt as a carrying medium for
the controlled movement of a great variety of regular
and irregular-shaped commodities, ranging from light
and fragile to heavy and rugged, to granular, and to solid
unit loads. The belt conveyor can be level or angled up or
down. The angle of transfer is limited mainly by the
stability of the commodity and strength of the product
being moved. Belt conveyors are connected together
usually via a butt transfer, or one belt is above or below
the other and the product drops onto the downstream belt
conveyor.
A belt conveyor consists of a flat belt wrapped around
two end rollers (one powered, one idle) and supported
along its length on both the loaded and return sections.
The ‘‘loaded section’’ is the portion of the belt that carries
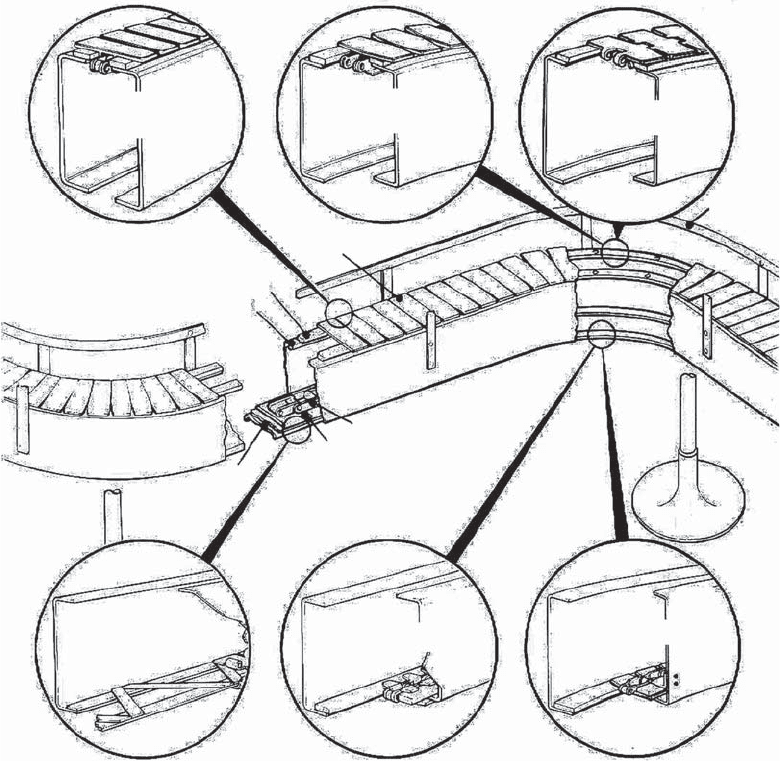
Straight section
Corner section
Rectangular
carrying way for
bevel or tab chains
Bevel carrying way
for beveled chains
Chain
Carrying
wear strip
Carrying way
Return
way
Sliding
return way
broken contact
Rectangular
return way
Straight section
only
Corner and straight
section
for tab chains onl
y
Corner section only
for beveled chains
Bevel
return way
Chain
Return
wear strip
Guide rail
Rectangular
carrying way for
tab chain
Figure 4. Typical Side-Flexing Slat-Top-Type Conveyor design.
CONVEYING 339
product (from idler roller to driver roller), while the
return section runs from the driver back to the idler
underneath the top section to form a closed loop. Belt
conveyors can be driven at the drive or discharge end or at
most locations on the return leg, generally near the
discharge end. Common practice is to drive from the
discharge end. Pushing by driving from the idler end is
problematic, but could be used for very short lightly loaded
belt conveyors.
Support for the top section may take the form of a
fixed sheet or metal on which the belt slides or a series of
equally spaced free-turning rollers or slider bars. Support
for the return section takes the form of free-turning
rollers or a stationary metal strip or horn. A special
type of belt conveyor is the trough conveyor, which has
troughing idlers that consist of two or more rollers
arranged to turn up the edges of the belt to form it into
a moving trough for usually granular or aggregate
products.
Belt conveyors run at a variety of speeds and condi-
tions. Belt conveyors can be used as follows:
1. To transport granular bulk, boxes, cartons, confec-
tionery products, or randomly distributed containers.
2. To set the pace of assembly operations.
3. As a timing medium for integrated handling sys-
tems or subsequent machine operation.
4. For controlling and/or spacing products through the
use of top and bottom or side-to-side grip belts.
Lug or bar chain design
This consists of
. Car-type conveyor
. Crossbar conveyor
. Drag chain conveyor
. Flight or bucket conveyor
. Floor chain conveyor
. Overhead trolley conveyor
. Pan or apron conveyors
. Pallet-type conveyor, indexing or continuous
. Pin-type slat conveyor
. Pocket conveyor
. Pusher bar conveyor
. Pusher chain conveyor
. Reciprocating-beam conveyor
. Rope and button conveyor
. Shuttle conveyor
. Sliding-chain conveyors
. Walking-beam conveyor
. Vertical elevator chain conveyor
Lug or bar chain conveyors transport items via hooks,
brackets, or bars attached to the top or bottom sections of
most types of chains at a predetermined pitch, which will
pull or push the input or product with no slippage.
Continuous belt flat horizontal
Flighted belt
continuous
flat inclined
Flighted belt
continuous
flat skirted
multi-angular
Magnetic belt conveyors continuous
flat horizontal/vertical
Straight belt
continuous
flat horizontal
Straight belt
continuous
troughed
horizontal
Figure 5. Belt conveyor types.
340 CONVEYING

Roller Design (See Figure 6)
This consists of
. Nonpowered roller or wheel conveyors or gravity
roller or wheel conveyors
. Chain-driven live roller conveyors
. Roller spiral gravity conveyor
. Belt-driven live roller conveyor
. Line-shaft roller conveyor—straight, curved, and
spiral
. Skate-wheel spiral conveyor—straight, curved, and
spiral
. Skate-wheel conveyor
This type of conveyor system is used mainly for trans-
porting large and/or heavy inputs or components such as
large cartons (empty or full), cases, pallets, or unit loads.
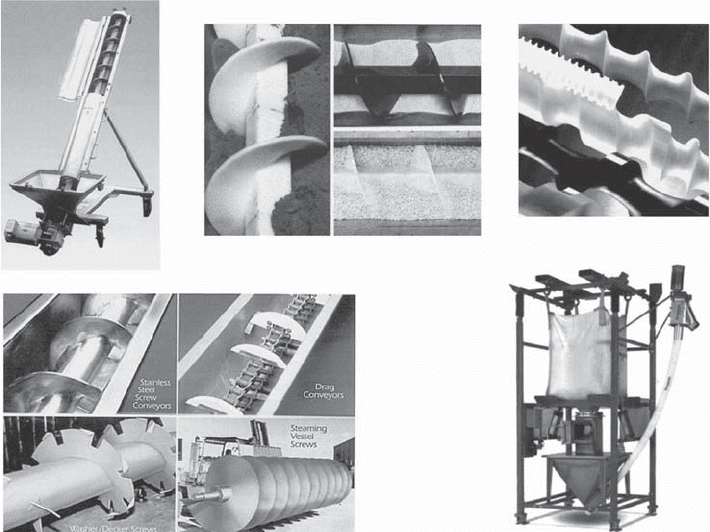
Screw Design (See Figure 7)
This consists of
. Screw conveyors
. Ribbon flight screw conveyor
. Gravity chutes or spiral cage
Mostly granular or dough-type products are trans-
ported and/or mixed via screws that are fully or partly
contained in a tube or trough.
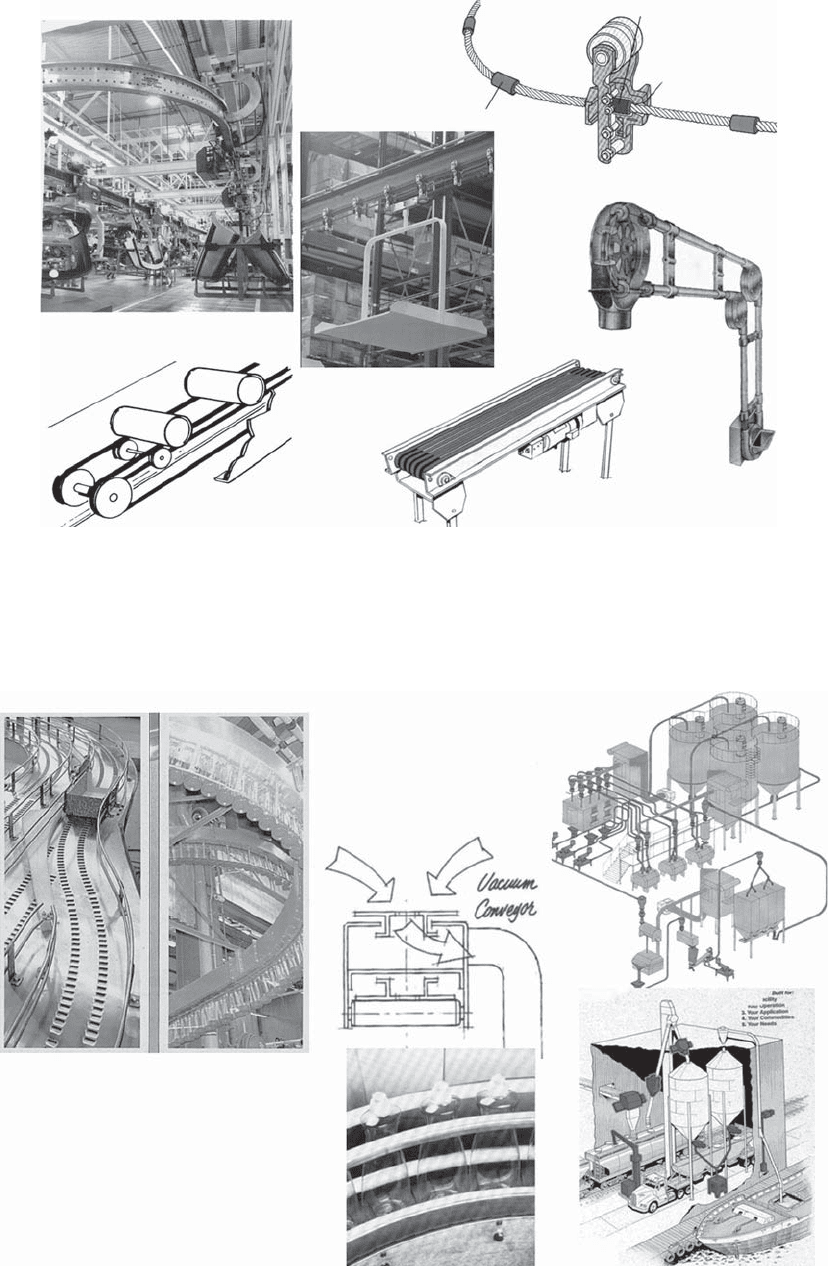
Cable Design (See Figure 8)
This consists of
. Floor cable conveyors
. Overhead track with powered rollers
. Steel cable conveyors
. Steel-sheathed cable conveyors
. Urethane cable conveyors
Another basic conveyor design employs a cable as the
transporting vehicle. The cable conveyor is used as an
inexpensive method of moving lightweight containers,
primarily empty cans and plastic bottles, in single-file
mode only, at speeds of r800–1000 containers per minute.
The method is also used in the food industry for handling
full containers (usually cans) generally at speeds under
500 containers per minute. In operation, a
3
8
-in. (9.5-mm)-
diameter, nylon-coated steel cable driven by a motor is
supported on small-diameter sheaves along its length. The
containers are seated on top of the cable and held in
position by adjustable side guiderails made of stainless
steel, aluminum, or plastic. The cable provides the drive
and friction to move the container.
This method provides relatively low-cost conveying,
notably for conditions where lengthy distances must be
economically traversed in a plant environment. A capacity
for long pulls and curves can minimize transfer points.
Although about one-third the cost of flat-topped conveyors,
the system can be used effectively for accumulating con-
tainers such as plastic bottles and metal cans.
Standard live roll case
conveyor with pop up
roller stop
Skate wheel gravity feed
case conveyors
Center SAE chain case
conveyor - chain pulls
load
Pallet roller side chain driven
conveyor with SAE chain pop up for
side transfer
Incline/decline case
powered belt conveyor
Figure 6. Case and pallet conveyor
types.
CONVEYING 341
Also, urethane has made it possible to make short
multiple cable transfer and positioning conveyors for a
wide variety of products and inputs, especially cartons,
pouches, and bags.
Air of Vacuum Design (See Figure 9)
This consists of
. Airveyor (air-driven conveyor)
. Vertical or angled air chutes
. Vacuum bulk-transfer tube conveyor
. Vacuum holddown conveyor
. Air-transfer tube conveyor for parts
. Pneumatic conveying
In the last few decades, packaging technology has devel-
oped new methods of stabilizing lightweight and/or some
oddly shaped containers by drawing the product down
onto flat-topped chain or belts through the use of a
vacuum plenum. This permits conveying the containers
at much higher speeds. The same concept can be applied to
the operation of elevators and lowerators, but is not
common. (See also Air conveying.)
Inputs or products can be very effectively moved in
mass or single file on a thin film of air. Pressurized air
is blown into a plenum, and small holes are drilled or
punched out at an angle into a stationary plate. The
containers are then supported by air pressure, with their
motion over the plate induced by air coming out of the
holes’ raked angle. A major advantage of this low-friction
system is the reduction in the number of moving parts and
reduced maintenance. Disadvantages are the large blower
requirements, which cause noise and power consumption
issues as well as plant air contamination and pressures.
Air transfer is effective for inputs or products that have
light weight, low center of gravity, and a difficult shape,
such as cartons, toilet tissue, and bags.
Pneumatic tubes are very common for the transfer of
granular or powder products, and some solid objects can
also be transferred effectively such as caps.
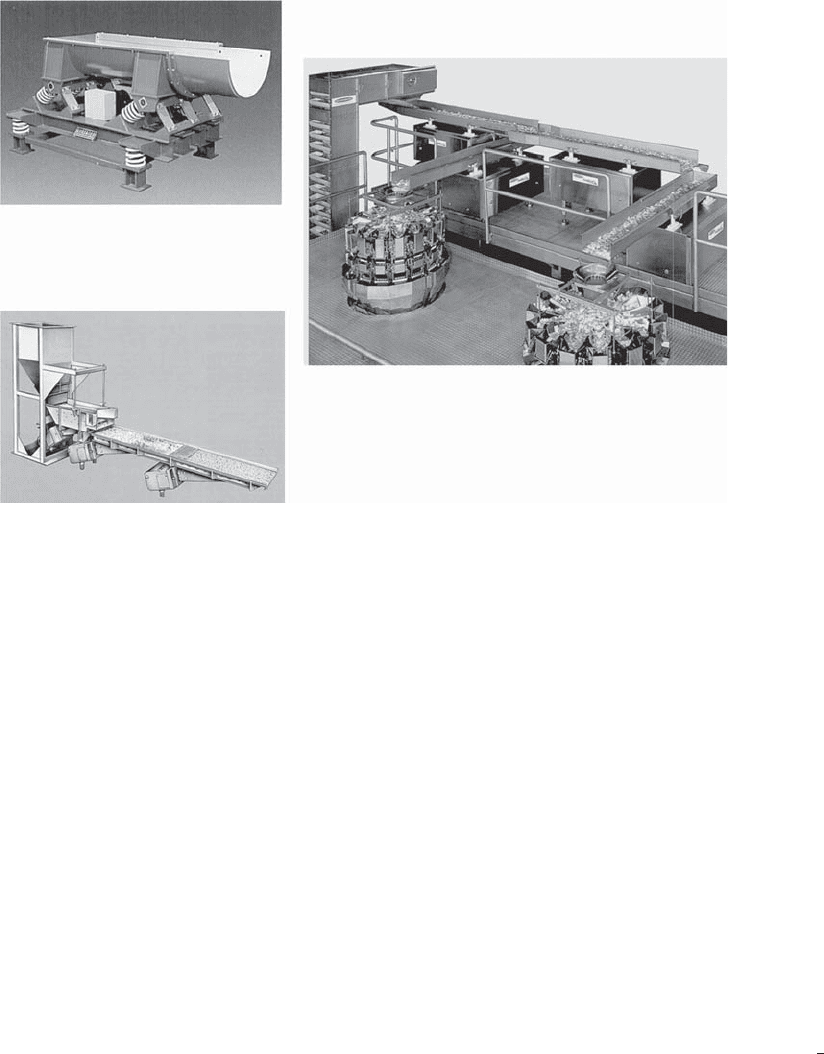
Vibratory Design (See Figure 10)
This consists of
. Vibrating spiral conveyors
. Vibrating straight transfer conveyors
Most vibratory designs are used to convey granular-
type products over short and long distances. Cereal com-
panies are common users of this type of conveyor.
POWER TRANSMISSION COMPONENTS
The following analyses are applicable to almost all types of
conveyor designs. Each conveying system must have a
‘‘drive.’’ The term ‘‘drive’’ refers to the apparatus that
supplies motive power to the conveyor or is the energy
source for the motive power. It usually consists of an
electric motor (AC or DC), a gearbox, and possibly a
mechanical drive train (shaft, chain, or belt). The most
common configuration is still an AC electric motor, gear-
box, and chain drive. Note also that the electric motor may
be supplied by a VFO or variable frequency drive, which is
becoming more of the standard method of control.
Elevator screw conveyor
Granular feed screw conveyors
Timing feed screw
for packaging machinery
Streaming, auger, washer & drag conveyors
Auger vertical feed
transfer screw conveyor
Figure 7. Screw transfer designs.
342 CONVEYING
Overhead track with
powered rollers
Overhead steel cable trolley
Overhead steel
cable
trolley
Steel-sheathed cable for can
vertical or horizontal travel
Polyurethane cables for
light product transfers
Disc cable pull
conveyor
Funnel-shaped cable openings
−
Rotary floating trolley action−
Bush-lock buttons permanently swaged to
cable at accurate immovable centers−
Figure 8. Cable and trolley conveyor types.
Air transfer conveyors using
blowers
Vacuum hold down
conveyor system
Uses negative air pressure to secure
products to the moving belt. Ex-
cellent for conveying lightweight
products with large surface areas,
such as plastic bottles and
packages. Increased stability of
flow; easily achieves high speeds
and 90-degree inclines.
Vacuum transfer system
for granules & powders
Figure 9. Vacuum and air transfer systems.
CONVEYING 343
Gearboxes
The purpose of a gearbox is to change the rotational speed
and torque of a rotating shaft. Most gearboxes are fixed-
ratio designs, where the ratio of input speed to output
speed is constant. Fixed-ratio gearboxes are best with an
AC inverter, and mechanically variable gearboxes should
normally not be used with an AC inverter.
Belt-Pulley Power Transmission
A flexible connector (belt) is wrapped around two or more
pulleys mounted on shafts. Power is transmitted from one
pulley to another by a difference in tension in different
sections of the belt.
There are two types of belt drives: positive (sometimes
called timing belts) and nonpositive. In nonpositive belt
arrangements, friction is relied on to transmit the periph-
eral force from the driving pulley to the belt and then to
the driven pulley. This design permits a small amount of
slippage between the belt and the pulleys. In positive belt
drives, the peripheral force is transmitted by positive
locking of ‘‘teeth’’ on the belt and pulleys. There is no
slippage in this design. Examples of positive drives are
gearbelts (standard or HTD). Gearbelts provide minimum
noise levels and smooth operation. Care must be taken
when high impact loading is required.
Chain–Sprocket Power Transmission
Chain drives are similar in concept to positive belt drives
except that the connector is made from a number of rigid
links that are connected by pins. The links rotate about
the pins providing the flexibility necessary to wrap the
chain around the sprocket. The pins engage the spaces
between the teeth of the sprocket. The most common type
of chain used is SAE roller number 40 and 50 steel chain.
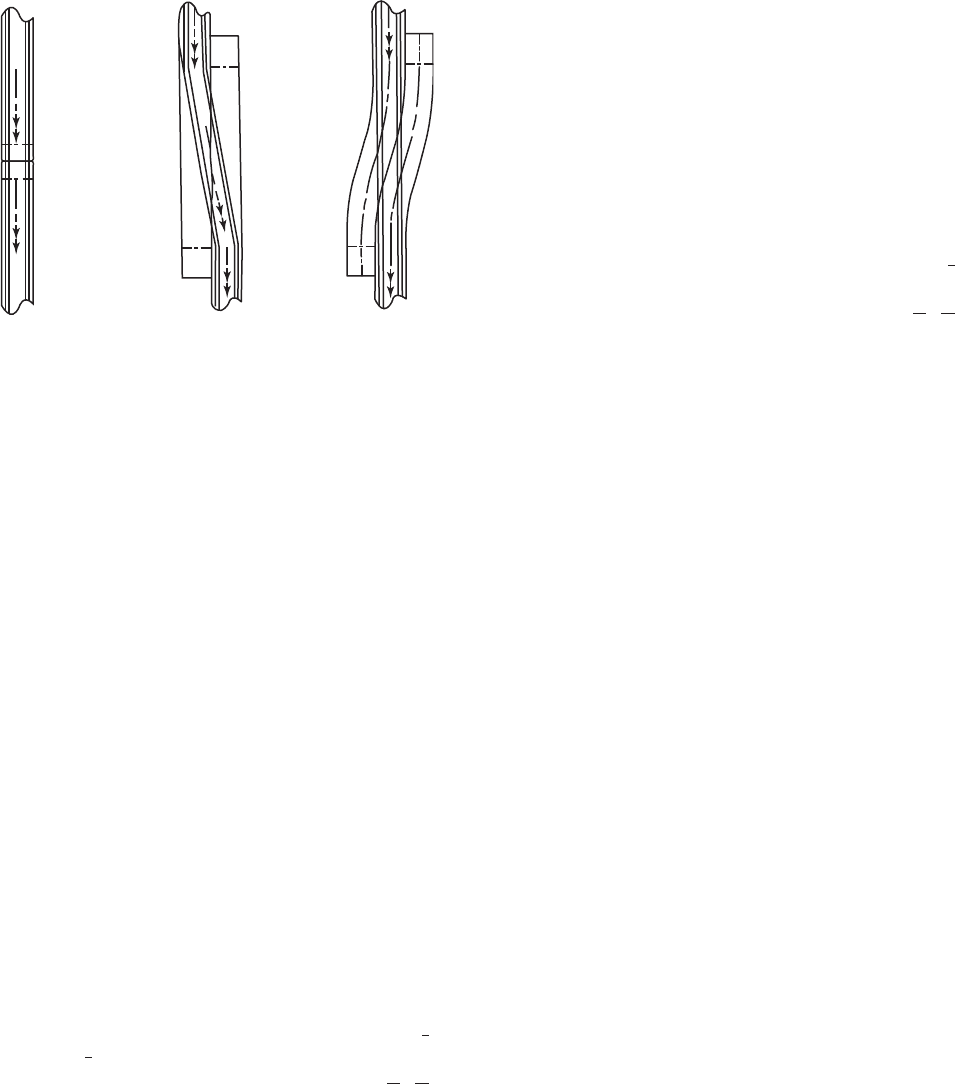
TRANSFERS BETWEEN CONVEYORS USING SLAT-TOP
CHAINS (SEE FIGURE 11)
The most common types of transfer as used in slat-top
(also called table-top) hinged or roller chain conveyors and
some special lug, mesh, and mat-top conveyors are
1. Butt end
2. Side transfer
3. S-inline transfer
In a butt-end transfer, two conveyors are literally put
together inline or end to end in such a manner that one
chain is short of touching the other chain by at least
1
2
in. A
dead plate or small rollers are placed between the gap to
allow the product to run or be pushed across. Also, the
upstream chain should be slightly higher by about 1/32 to
1/16 in. than the downstream chain. Therefore the inputs
or product will fall or cascade onto the downstream
conveyor. Belt, chain, slat-top chains (also called tabletop),
mat, and mesh-type conveyors can all be butt-ended. Some
mesh-type conveyors have comb transfer plates between
end to end conveyors to reduce dead transfer and improve
product flow stability.
Standard vibratory conveyor
with spring dampeners
Snack food line using bucket elevator &
vibratory conveyor to feed weigh cell units
Vibratory conveyance of tablets,
capsules or small candies
Figure 10. Vibratory feeder conveyors.
344 CONVEYING
It is not advisable to use only a dead plate transfer for:
. Unstable packages with a difficult shape and/or high
center of gravity or product that is open on the top
and could allow spillover of the product bouncing
across the dead plate or being pushed across by the
next product.
. Conveyor speeds are above 150 ft/min.
. Package is shorter than the dead plate or transfer
roller such that the package will hang up and wait for
the next package to push it off.
. Packages have a base with sharp edges.
Twin side-driven belt conveyors can be used to grip most
types of containers (especially with vertical side faces) and
laterally carry them over the dead spot on the butt-end
transfer. High-speed transfers can be accomplished under
specific conditions.
In a side transfer, two conveyors are placed side by side
so that the package is guided via angled guiderails from
one conveyor onto the other. This ensures that the pack-
age will be controlled and powered from one conveyor onto
the next.
The items one should consider when designing side
transfers are
. The gap between chains should never exceed
1
4
in.
(6 mm);
1
8
in. is optimum.
. The downstream conveyor should be about
1
32
2
1
16
in.
(1 mm) lower than the upstream conveyor for good
transfer.
. The angle of cross transfer should not be greater than
151. For difficult shapes or higher centers of gravity,
less than 10 1 is advisable.
. Guiderail shape can be critical for difficult shapes.
. Conveyor speed differentials can be very critical.
. Because the transfer guiderails are angled to the
conveyor pull direction, rotational forces on the con-
tainer or input can be substantial.
In an S-curve transfer, two conveyors operate parallel
together in an elongated S form so that the guiderails
are straight and the conveyors flex at the transfer. This
ensures that the package will be controlled and powered
from one conveyor onto the next in line with minimal side
forces and maximum control. Although this type of con-
veyor is more expensive than the traditional side transfer,
the control for difficult shapes is superior and guiderail
changeover to other sizes is quicker and more accurate.
The items one should consider when designing S-transfers
are as follows:
1. The gap between chains should never exceed
1
4
in.
(6 mm).
2. The downstream conveyor should be about
1
32
2
1
16
in.
(1 mm) lower than the upstream conveyor for good
transfer.
3. Conveyor speed differentials are a minor
consideration.
4. The side-flex radii should exceed minimum chain
specifications. Only side-flex conveyor chains can be
used.
5. The idle and drive ends should be straight sections
for about 12 in.
In general, conveyors are critical elements in any
packaging process and are grossly misunderstood and
poorly manufactured. This is mainly due to nonpackaging
people and some packaging people thinking that con-
veyors are non-value-added items that are as follows:
. Not a major item or consideration.
. The last thing considered in packaging line design
and the last item purchased.
. Cheap units for moving inputs from machine to
machine.
. One conveyor type is as good as another.
This thinking can be disastrous for many inputs and
packages that have difficult or irregular shapes, sizes,
and weights.
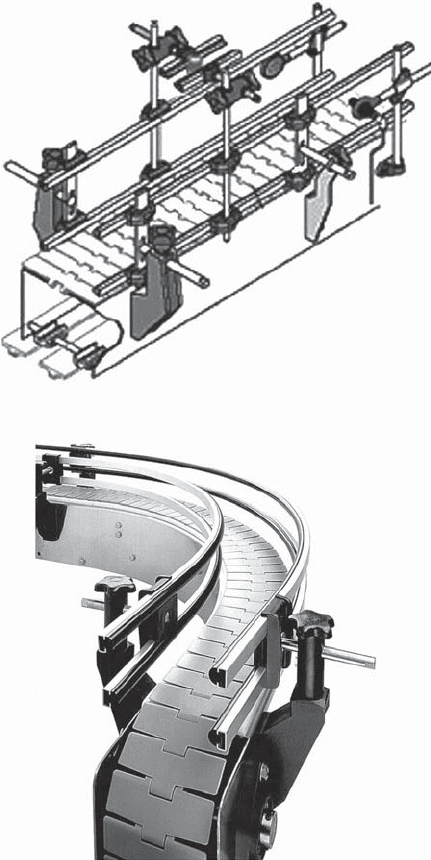
DESIGN AND INSTALLATION OF GUIDERAILS AND
HANDLING CONTROL COMPONENTS
In general, guiderails are critical control parts attached to
every conveyor system. They are very important parts in
any packaging process and are grossly misunderstood,
poorly manufactured, poorly set up, and usually not
robust enough. This is mainly because most people think
that guiderails are like the conveyors themselves, non-
value-added items that are as follows:
. Not a major item or consideration.
. The last thing considered in line design and are
poorly specified.
. Cheap units for just keeping inputs from falling over
the conveyor.
. One guiderail is as good as another.
Butt end
transfer
Parallel side
transfer
S-Curve
transfer
Figure 11. Type of slat-chain conveyor-to-conveyor transfer.
CONVEYING 345
This thinking can be disastrous for many package shapes
and sizes. Today, many packaging engineers require quick
positive position guiderails that are robust in adjustment
features. This is imperative on modern packaging lines
that have multiple changeovers (Figure 12).
SPEEDS, FEEDS, DYNAMICS, AND LOADS FOR
INTERCONNECTING MACHINERY
The common thread throughout all the operations de-
scribed above is the use of conveyors to transport inputs
from machine to machine, and finally to storage facilities
or shipping positions. In general, each machine or staging
point will have different requirements in terms of con-
tainer spacing, linear infeed and outfeed speeds, method of
infeed and input, or package or case orientation. For the
packaging line to function smoothly, the conveying system
must provide the required changes in pitch and speed and
must also serve at times as a reservoir of inputs to help
level out fluctuations in machine operation. In addition,
the conveying system may also have to convert from single
to multilane or mass flow and vice versa. All of these
requirements must be met without tipping, spilling, jam-
ming, or damaging the inputs, packages, cases, or pallet
loads.
In the past, packages or case transfer rates were
relatively low (e.g., r300 ppm or o20 cases per minute)
and the packages were geometrically simple with low
centers of gravity (e.g., short, round bottles). Recently,
however, higher speed and performance requirements and
more sophisticated machines have resulted in increased
line rates (r2000 bottles per minute in the case of
breweries). Also, the aesthetic appeal of complex shapes
and the use of lightweight materials and thin walling have
resulted in a new generation of stability and quality
problems associated with conveyance systems.
Traditionally, line speeds have been dictated by the
operating capacity of the critical machine in the line such
as the filling station. As a result of these changes, however,
the performance of today’s lines are limited not by the
capabilities of the machinery employed but by the convey-
ing systems used for package transport and manipulation.
CONVEYOR DESIGN
A packaging line should try to balance its machinery and
conveyors with compatible function type. Function type
means the method of operation, which can be either
continuous or intermittent. Most low-speed lines gener-
ally have intermittent-motion machinery. High-speed
lines usually have all continuous motion machinery. Med-
ium-speed lines could be a mix of both. There usually are
tremendous problems when a intermittent machine is
coupled to a continuous-motion machine. The best way
to solve the mix is to place a buffer between the two
elements. These two motions are almost impossible to
line-shaft mechanically but could be electronically line-
shafted, but with great difficulty. It is possible to effec-
tively run an intermittent motion on top of or within a
continuous-motion machine or vice versa. These types of
new high-technology machines require the correct selec-
tion of conveyor system for optimal results.
All packaging machines and equipment require some
form of conveyance system to transport product or inputs
from one machine to the next. Conveyors are therefore an
integral part of the packaging process and are critical to
the function of the packaging process.
The primary objective in the design or selection of the
conveyor is that it function as efficiently and with as little
maintenance as possible. Factors to consider are materi-
als, load capacity, type of drive, speed range, and capabil-
ity of the conveyor, not only with the objects being
transported but also with the other equipment in the
production line.
Many industries have developed specialized conveyors
to suit particular needs. Often they travel at very slow
Figure 12. Typical guiderail configurations.
346 CONVEYING

speeds. Overhead trolley conveyors, for example, are used
in heavy industrial applications, such as in automative
plants and in other heavy manufacturing facilities. Drag-
type chain conveyors connect under an automobile’s chas-
sis and intermittently and very slowly pull the vehicle
along its manufacturing and assembly cycle.
Interfacing with feedscrews (feedscrews are sometimes
called scolls, timing screws, worms) can be very critical.
Normally, conveyors should run about 10% faster than the
discharge feedscrew pitch.
CONVEYOR TECHNOLOGY RELATED TO SPEED
The beer–beverage industry is a prime example of reliance
on advanced conveying and packaging technology to meet
steadily increasing demands for greater speeds, produc-
tion efficiencies, and marketing innovations. The develop-
ments in current high-speed conveyor systems are a
response to this need. Today’s state-of-the-art high-pro-
duction conveyor systems can achieve smooth, damage-
free travel of containers from delivery to final packaging.
The design challenge is to sustain high production rates
through the proper integration of the various conveyor
types despite any temporary interruptions in container
flow that may occur at any points.
High-speed can–bottle conveyor technology is a combi-
nation of up-to-date mechanical, electromechanical, and
electrical/electronic techniques, resulting in production
capabilities of up to 2000 cpm and plastic bottle rates of
200–1000 bottles per minute (bpm). The high production
derives from container transport and accumulation tech-
niques combined with microcircuit-controlled, start–stop,
and speed modulation that compensates for intermittent
container-flow variations.
Most high-speed container packaging lines have one
or more critical machines in the line, such as the filling
machine, which dictates the flow parameters for the
remainder of the system. For smooth continuous produc-
tion, all functions upstream and downstream of the
critical machine(s) must be designed to assure an unin-
terrupted supply of inputs in and out of the critical
machine(s). The conveyor system then must isolate
discontinuities in input flow so that the critical machine(s)
will be neither short of inputs from the upstream
side nor slowed or shut down because of inputs that are
backed up downstream. Continuous movement of the
inputs in and out of the critical machine(s) is the best
indication that the conveyor system is functioning prop-
erly, barring unreliability in upstream and downstream
machines.
Backpressure is a multiple of the product weight times
the coefficient of friction between the chain and product.
Factors affecting chain pulls include the type of chain,
container weight, and whether the process is dry or wet,
depending on the product being handled. Smooth side
transfers to and from the buffer areas and coordination
of conveyor speeds with the number of lanes also
are critical to the maintenance of the high production
rates.
HANDLING LIGHTWEIGHT CONTAINERS
For delicate inputs or packages such as lightweight alu-
minum cans and thin-walled plastic bottles, confectionery
goods, bakery goods, and medical and high-cost quality
products, conveyors must handle the inputs gently, with
as little contact and pressure as possible. This is accom-
plished by combining the buffer techniques and container
traffic patterns with sensing and interlock devices that
prevent jamming of containers and assure smooth, shock-
free flow and minimal surging (which is critical for some
types of plastic containers). Conveyor surfaces that reduce
friction, techniques that maintain container-separation
gaps, dimensional precision in fabrication of conveyor
components to minimize binding and jerking, and inter-
locked motion controls are also a requirement for handling
lightweight containers.
The container material, type, and shape are equally
important factors in the design of a conveyor. Flow paths
and buffer areas must be sensitive to the increased jam-
ming potential of nonround shapes. Lightweight plastic
bottles, particularly without base cups, are more likely to
tip over. Usually nonround lightweight plastic container
designs might function best with vacuum conveyors
that stabilize the packages by pulling them and holding
them onto conveyor surface for optimum control. Another
method more commonly used is to use airveyors and
convey plastic bottles via a designed in bottle neck ring.
STAGES IN CONVEYING
Today most production packaging lines receive a contin-
uous supply of containers from single or multiple feed
lines. The latest designs use a programmable controller
that contains the electronic logic for operation of the
solenoids, motors, clutches, brakes, and other control
components to monitor the supply lines and determine
the routing of inputs into and through the packaging
line and the routing of finished goods to the truck or
warehouse.
Sometimes, to prevent impact shocks downstream,
notably at the critical machine, a comparatively slow,
usually double or triple 7
1
2
-in. (19-cm)-wide mass conveyor
is used to spread the large volume of inputs, such as round
stable containers, over a wider surface area. The high
production rate can then be maintained, and the conveyor
velocity is limited to up to 50 ft/min (15 m/min). Experi-
ence has shown this rate to be the maximum manageable
at this stage of the production line to minimize package
damage.
SINGLE FILING FROM MASS FLOW
Conventional methods of single filing containers have
been limited to round units, with the volume of containers
from multiple lanes or mass flow being directed into a
single lane with the aid of converging guiderails (which
have a shaker bar or use small plastic roller chain in the
vertical position to facilitate merging and reducing friction
CONVEYING 347