Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

deposited on the surface of a driven cooled roll. There are
usually several rolls in series (normally called ‘‘chill
rolls’’), arranged to cool the polymer by conduction, or
direct contact.
Conduction cooling is quicker than convection cooling,
and this has an effect on the clarity of the film. Because
convection cooling (quenching of blown films) is relatively
slow, more and larger crystals form in the film, as com-
pared to those formed in the casting method. Because
interfaces between crystals scatter light, blown film tends
to be more hazy than cast film. This ‘‘haze factor’’ normally
rules out use of blown film where clarity is very important,
such as food overwrap applications. Because conduction
cooling is more uniform and rapid than convection cooling,
cast film has less gauge variation than blown film. This
superior flatness means the film can be handled better in
subsequent converting operations such as multicolor
printing and laminating. These operations are performed
at high speeds and cast film is preferred to minimize
scrap.
Gauge Randomization
In practice, perfectly flat film cannot be made, due to die
geometry and machine tool constraints. Blown-film thick-
ness variations of 77% and cast-film thickness variations
of 73% are typical. Variations in thickness are frequently
evidenced by gauge bands. If relatively small variations
become significant at the film winder or at a later con-
verting process (printing, laminating), adjustments must
be made to distribute them. In the blown method, varia-
tions in the film are usually randomized by rotating or
oscillating the die to distribute the gauge variations over
the finished web. In cast film, because a flat web with two
free edges is produced, the downstream winder with edge
trim slitters is normally oscillated across the film, winding
only a portion of the cast web (see Slitting and rewinding).
This generates waste film that must be recycled or
scrapped.
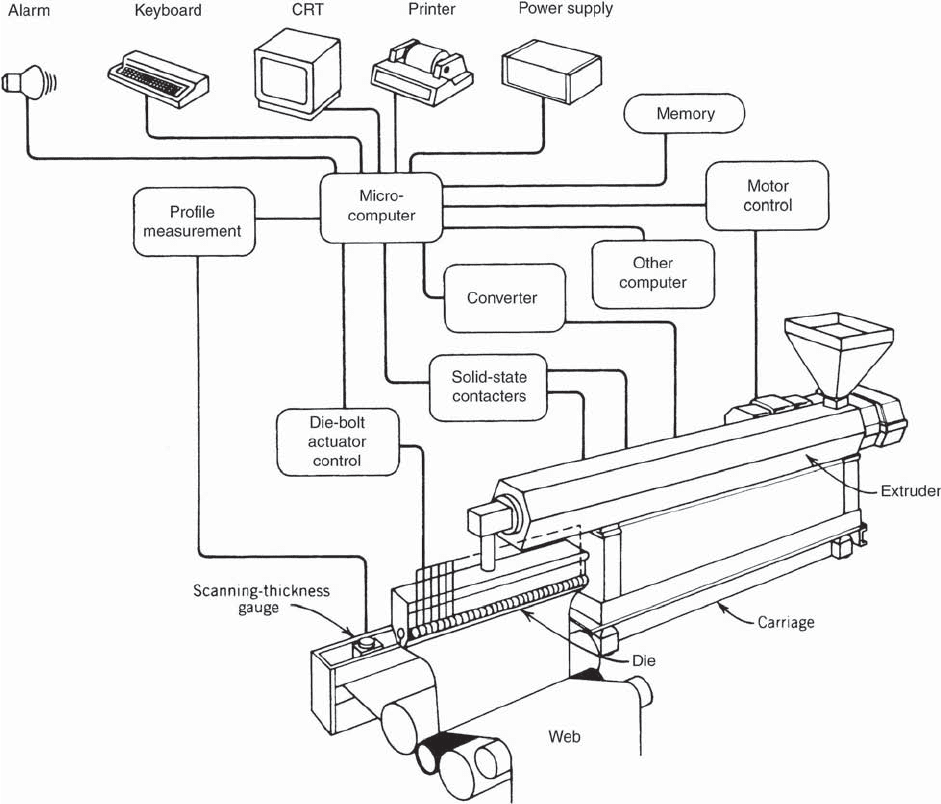
It is common to measure sheet and flat-film thickness
automatically after the die, compute and average thick-
ness, and use the signal to control screw speed and thus
control thickness in the linear direction. Special casting
and sheet dies that operate in conjunction with a compu-
ter and a thickness-measuring gauge automatically con-
trol the film thickness across the width of the die as well.
Wider lines and thinner layers are the current interest
in film extrusion. Dies are becoming wider and layers are
shrinking as film extruders look to optimize properties and
output as economically as possible. Extrusion Dies Indus-
tries (EDI) report that 3.1 m dies have grown to 4.7 m and
even 5.3 m. It is hoped that cast prolypropylene films
could then compete with biaxially oriented polypropylene
(BOPP). For the clarity that is achieved with BOPP, the
film used must be quenched rapidly. This is achieved by
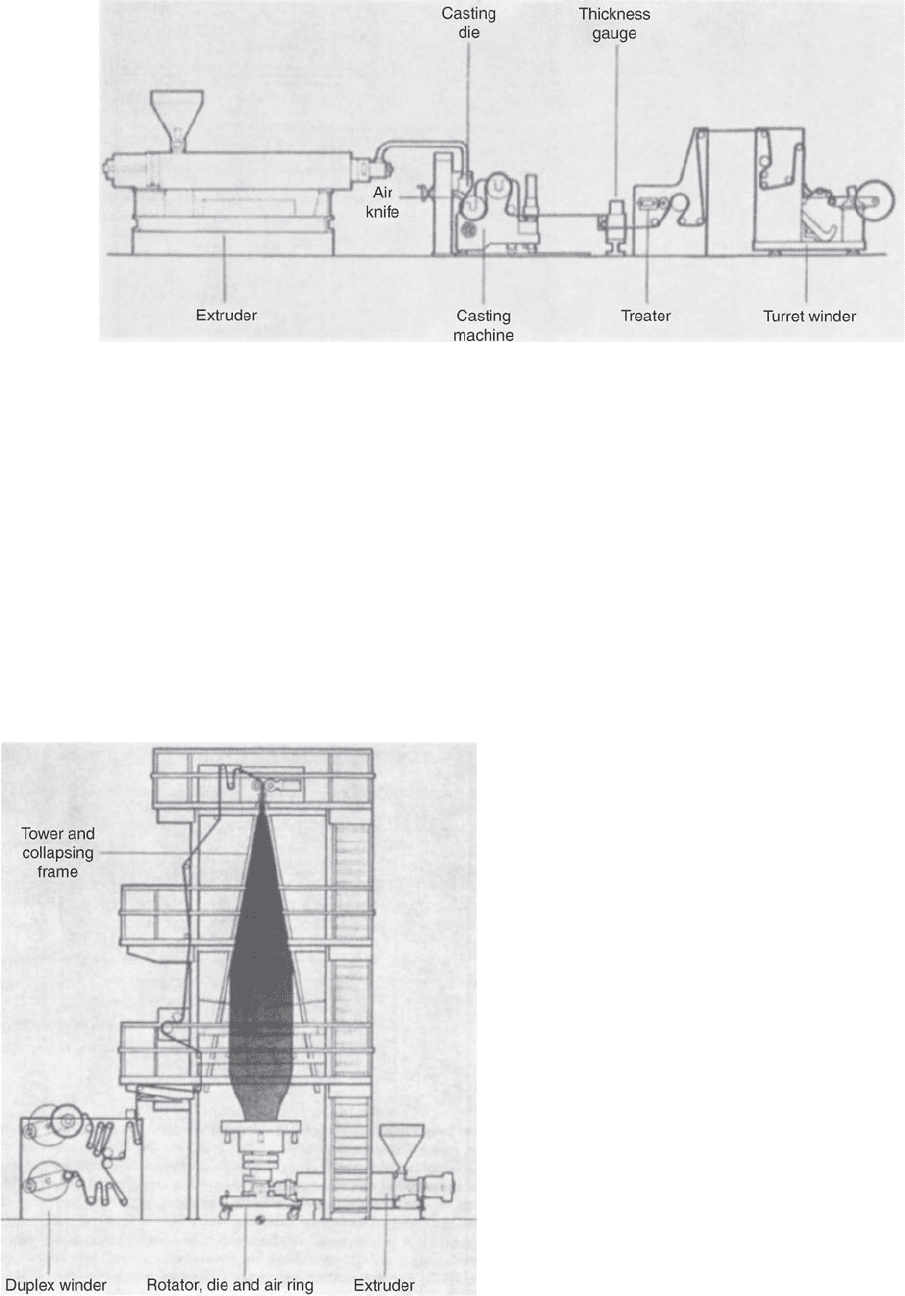
Figure 7. Blown-film line.
Figure 6. Cast-film line.
438 EXTRUSION
running the chill roll slowly. At EDI, the Multiplier feed
block makes films with hundreds of layers possible. Kiefel
says customers are looking past dies to its Perfect Cool
system in order to produce more layers. Most of the bulk
equipment used at present is still three layers (5).
RIGID SHEET EXTRUSION
Film thicker than 0.010 in. (0.25 mm) is normally defined
as sheet (see Films, plastic). It is thermoformed (see
Thermoforming) into objects that hold their shape, a
property that film does not possess. Extruded sheet is
thermoformed into cups, lids, containers, packaging blis-
ters, automotive panels, signs, and windows. The machin-
ery required for the manufacture of sheet usually extrudes
the polymer horizontally into a nip formed by two har-
dened cooling rolls that define the final product thickness
and surface. Additional rolls and a conveyor for more
cooling and pull rolls and a winder or shear complete the
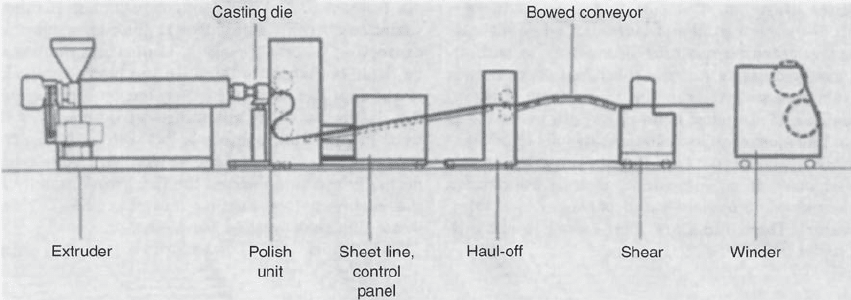
sheet extrusion line (see Figure 8). The extruder is often
vented to remove low levels of moisture from polystyrene
and ABS. Sheet is traditionally extruded horizontally from
a die similar to a flat-film die, but with specially designed
interior flow surfaces to suit the particular polymer.
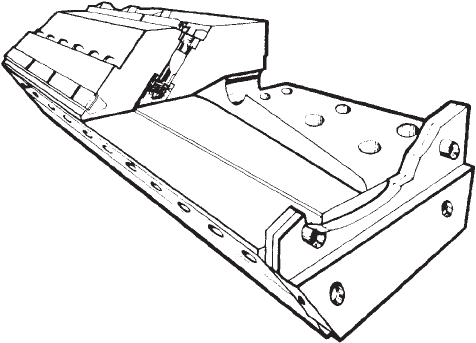
Restrictor bars are usually used for added gauge unifor-
mity (see Figure 9). Sheet dies are often more massive, to
minimize distortion.
The takeoff unit for extrusion of sheet usually consists
of a cooling and polishing unit (C & P unit) having three
driven, highly polished, chrome-plated rolls; a roller
conveyor; and a pair of driven rubber-covered pulloff
rolls. The C & P unit serves three functions: cooling,
polishing, and gauge control. In some cases, one or two
of the chrome-plated rolls are embossed to yield a
sheet with specific surface qualities. Roll diameter is
contingent on the output of the extruder, the linear speed
of the equipment, and the level of heat transfer required.
High-capacity multiple-zone temperature control units
are often built into the C & P unit, which must be of
rugged construction to eliminate vibration. Sheets up to
approximately 0.050 in. (1.3 mm) thick can be wound
onto rolls; thicker sheet is cut to desired lengths. In
some cases the sheet is pulled directly into a thermo-
forming machine, providing an in-line, pellet-to-part
operation.
FOAM SHEET EXTRUSION
Extruded polystyrene foam (see Foam, extruded polystyr-
ene) sheet material used for making egg cartons, meat and
vegetables trays for fast-food packaging, and similar
applications continues to find new uses, ranging from
decorated picnic ware to coated and laminated sheets.
Polyolefin foams are used for packaging materials (see
Foam cushioning), insulation, and wire coverings. Most of
the world’s extruded foam is produced on tandem-extru-
sion equipment. Although the extrusion process is rela-
tively straightforward, special equipment and controls are
needed.
The first extruder has a long barrel and is used to mix a
nucleating agent uniformly throughout the melt of a base
polymer. The nucleator, typically a selected filler, controls
foam cell quality. In effect, it creates imperfections in the
polymer melt, forming nucleation centers for cells to
originate.
About two-thirds down the primary extruder barrel,
the gas blowing agent is introduced. At this point the melt
is homogeneous and at a pressure of 3500–4000 psi (24.1–
27.6 MPa). Fluorocarbons are the usual agents, often
blended with hydrocarbons, such as butane or isopentane,
to reduce costs (6). Carbon dioxide blended up to 35% with
either fluorocarbons or hydrocarbons reduces material
costs still further.
The product mix is fed through a screen changer for
filtering. Then the mix, still under pressure, is fed into a
larger extruder that cools and discharges the product
under conditions to allow extrusion through the annular
die. This is achieved through use of a low-speed screw
rotating in a barrel cooled by high flow rates of water.
Foaming occurs only outside the die lips.
The foamed tube is expanded to 3.5–4 times its dia-
meter and extruded horizontally over an internal cooling
and sizing mandrel that cools and orients the foam and
supports the tube as it leaves the die. After the tube passes
Figure 8. Sheet line.
EXTRUSION 439
along the mandrel and a slitting unit, the two webs are
pulled through nip rolls. From the nip rolls the webs are
wound on either dual-spindle turret-type or cantilevered
winders. Large-diameter reels are required to handle
foam sheet.
Sheet weight per inch (or centimeter) is governed by
the amount of blowing agent incorporated in the mix.
Sheet thickness is determined by adjustment of the die
lips and the take-off speed of the nip rolls. Sheet orienta-
tion is controlled by a combination of die gap, blow-up
ratio, and line speed.
Accurate metering equipment is needed for a good
finished product. The blowing agent system calls for
sophisticated controls to safely handle high-pressure gas
products on the production line. The difficulties of operat-
ing a two-extruder system have been reduced through the
use of microprocessors that automatically monitor and
control a multitude of functions on the extrusion line.
BIBLIOGRAPHY
J. A. Gibbons, ‘‘Extrusion’’ in M. Bakker, ed., The Wiley Encyclo-
pedia of Packaging Technology, 1st edition, John Wiley & Sons,
New York, pp. 282–289; 2nd edition, A. J. Brody and K. S.
Marsh, eds., pp. 370–378.
Cited Publications
1. C. Rauwendall, ‘‘Extrusion’’ in The Mark Encyclopedia of
Polymer Seience and Technology, 2nd edition, John Wiley &
Sons, Hoboken, NJ, 2003.
2. M. Gray, British Patent 5056 (1879).
3. V. Royle and J. Royle, Jr., U.S. Patent 325,360 (1885).
4. Z. Tadmor and I. Klein, Engineering Principles of Plasticating
Extrusion, Reinhold, New York, 1970.
5. T. Deliglio, ‘‘Processing Technology, Extrusion,’’ Modern Plas-
tics Worldwide, 28–36 (September 2008).
6. M. Xanthos and D. B. Todd, ‘‘Plastics Processing’’ in The Kirk–
Othmer Encyclopedia of Chemical Technology, Vol. 19, John
Wiley & Sons, Hoboken, NJ, 2006, p. 549.
EXTRUSION COATING
MICHAEL G. ALSDORF
Extrusion Group, Egan
Machinery
Updated by Staff
INTRODUCTION
Extrusion coating is a process in which an extruder forces
melted thermoplastic through a horizontal slot die onto a
moving web of material. The rate of application controls
the thickness of the continuous film deposited on the
paper, board, film, or foil. The melt stream, extruded in
one or several layers, can be used as a coating or as an
adhesive to sandwich two webs together.
Equipment for extrusion coating and laminating lines
is normally associated with product groups, with some
overlapping between groups. Substrates or web handling
characteristics distinguish the difference among plastic
films, paper, and paperboard combinations.
Three types of lines for extrusion coating and laminat-
ing are thin-film or low tension applications at operating
web tension levels of 8–80 lbf (35.6–356 N), paper and its
combinations in the middle range of 20–200 lbf (89–887 N),
and high tension for paperboard applications at 150–
1500 lbf (667–6672 N).
In extrusion laminating, a film of molten polymer is
deposited between two moving webs in a nip created by a
rubber pressure roll and a chrome-plated steel chill roll. In
this continuous operation, rolls of material are unwound,
new rolls are automatically spliced on the fly, and the
surface of the substrate is prepared by chemical priming
or other surface treatment to make it receptive to the
extrusion coating and to help develop adhesion between
the two materials (see Figure 1).
Pressure and temperature on the web and extrudate
combine to produce adhesion. The substrate normally pro-
vides the mechanical strength to the resultant structure,
and the polymer provides a gas, moisture, or grease barrier.
As materials, especially for food packaging, become
more complex with ever-increasing performance stan-
dards, coating lines become more complicated. The re-
quirements for new extrusion coating lines are high
productivity, extreme flexibility, and labor-saving compu-
terized and robotized equipment. Modern extrusion coat-
ing lines must be able to process the speciality resins that
offer greater adhesion, allowing line speeds to be in-
creased. The most common coating resins used is low-
density polyethylene, but extends to ethylene–vinyl
acetate, ethylene–acrylic acid, polypropylene, high-
density polyethylene, and ionomers (1).
APPLICATIONS
Products from extrusion coating/laminating lines have six
main market classifications: liquid packaging, flexible
Figure 9. Cutaway of sheet die with restrictor.
440 EXTRUSION COATING
packaging, board packaging, industrial wraps, industrial
products, and sacks.
Liquid Packaging
Liquid packaging utilizes a single web-coated lightweight
board, or a combination of board, plastic, and aluminum
foil, for semirigid containers for milk, juices, water, oils,
processed foods, sauces, cheese products, and aseptic
packaging of liquids. The polyethylene-coated milk carton
was largely responsible for the emergence of the extrusion
coating industry in the 1960s, and as more commercial
uses were found for polyethylene-coated materials, the
industry grew rapidly (see Polyethylene; Cartons,
gabletop).
In the 1980s, aseptic packaging made strong inroads
in replacing traditional metal and glass containers (see
Aseptic packaging). The sterile flexible ‘‘paper bottle,’’
which extends the shelf life of dairy products for months
without refrigeration, is a major alternative form of
packaging (2) (see Shelf life). It is also used to package
fruit juices.
Although aseptic packaging systems differ, most of
them use paperboard–foil–plastic composite material
that is formed to shape, sterilized, and filled with a sterile
liquid or semiliquid product under the sterile conditions.
Customized extrusion-coating lines, complete with in-line
laminating stations, are used to produce an almost un-
limited variety of shapes, sizes, and printing options for
aseptic and other packaging materials.
Flexible Packaging
The flexible packaging classification covers the combina-
tion of plain, printed, or metallized films, papers, poly-
mers, and foil, used for protection, unitizing, dispensing,
or holding of commodities. These include medicine and
pharmaceutical supplies, foods, chemicals, hardware,
Figure 1. Simple extrusion-coating line.
EXTRUSION COATING 441
liquids, notions, sterile products, and meats. Flexible
packages also include wrappers for fast food, the bag
for ‘‘bag-in-box’’ containers, and the multilaminated web
for Glaminate tube packaging (3) (see Bag-in-box, dry;
Bag-in-box, liquid; Tubes, collapsible; Multilayer flexible
packaging).
Flexible packaging lines are processing progressively
thinner substrates of polyester, oriented polypropylene,
and metalized materials (see Film, polyester; Film, or-
iented polypropylene; Metallizing). The light-gauge pre-
printed substrates used for snack foods require minimum
tension to ensure that preprinted webs are not distorted.
Machines to create these new structures are becoming
increasingly complex. Thinner coating layers are more
difficult to extrude on the coating machine, and often the
coating head itself must be engineered to handle a variety
of coating materials (see Figure 2).
Flotation drying, using air on both sides to float the
web, is widely used in flexible package manufacturing
because it handles light films well. Improved drying
efficiency compared with roll-support dryers allows higher
line speeds.
Board Packaging
In board packaging, heavyweight boards are coated, lami-
nated, and then formed into boxes (folding cartons) for
packaging detergents, tobacco, liquor, frozen foods, and
bakery products (see Cartons, folding). Microwaveable
and radiant oven trays (4) and ice cream cartons are
also in this category. The plastic-coated containers protect
against grease, moisture, and gas. Release characteristics
can also be provided.
Industrial Wraps
Industrial wraps cover the range of heavy or reinforced
papers, films, or boards used for products in which the
extrusion-coated material may be added to other media
used for products such as composite cans, drum liners,
soap wrappers, and sheet overwraps for a variety of baled
materials (see Cans, composite). The coated product is not
necessarily used as a unit container, but as a wrapper or
part of a protective structure.
Industrial Products
The industrial products classification takes in extrusion-
coated or laminated material serving various industry
requirements. Products include photographic-base papers,
substitutes for bitumen coatings, base papers for silicone
coatings, insulation backing, automative carpet coating,
and metallized film balloons. Also in this category are
functional laminates like credit cards and printed circuit
boards, decorative laminates such as wallpaper, and dis-
posables like tablecloths and various hospital and surgical
supplies. As with industrial wraps, these products may or
may not be associated with packaging.
Sacks
Sacks cover materials for multiwall paper bags and plas-
tic-coated raffia. Intermediate tension lines produce
coated scrim that is woven from tapes of oriented poly-
ethylene or polypropylene. These materials are used for
heavy-duty sacks and tarpaulins; and they have applica-
tions in building, recreational, and agricultural areas (see
Bags, paper; Bags, heavy-duty plastic).
A miscellaneous classification would include coated
foam used in the fast-food industry.
MACHINERY
Obviously, no single coating line can produce all the
foregoing products. Today, various types of machinery
are manufactured to produce coated and laminated pro-
ducts using substrates ranging from 0.4-mil (10-mm) film
to 246 lb/3000 ft
2
(400 g/m
2
) board, with coating weights
4.3–49 lb/3000 ft
2
(7–80 g/m
2
), at widths 76.2–787 mil (300–
3100 mm), and at speeds 1.1–33 ft/s (0.33–10 m/s).
The most important consideration in web processing or
web handling equipment is the determination of the
practical range for the system—the maximum and mini-
mum unwind and winder roll diameters, maximum and
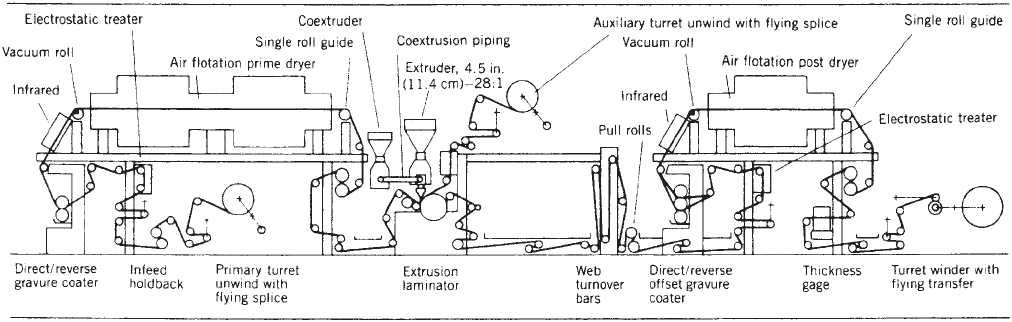
Figure 2. High-speed extrusion-coating line used to produce flexible packaging-type materials.
442 EXTRUSION COATING
minimum web-tension forces, splicing speeds, core dia-
meters, and other process needs.
The unwind basically takes material in roll form and
processes it continuously over a series of idler or driven
rolls with a suitable amount of tension in order to mini-
mize wrinkling yet not produce deformation. A dancer or
transducer roll can be used for tension control; DC regen-
erative drives and electric or pneumatic brakes are used
where applicable. Similar considerations apply to the
infeed holdback when levels of tension required differ
from those of the in-line operations. These sections tend
to isolate tension transients from the unwinding roll.
Electrostatic treatment and flame treatment are avail-
able for enhancing surface tension or wettability condi-
tions of the inert substrates prior to applying aqueous
solutions (1). The direct/reverse gravure coater can be
used for either priming, coating, or printing. Chemical
priming is used mostly in flexible-packaging lines to
promote adhesion between the extrudate and substrates
such as cellophane, polyester, ionomer, nylon, or polyolefin
films (see Film articles). Infrared preheating and vacuum
rolls provide the means to dry the PVDC-coated web and
effect proper web handling.
Air-flotation, driven-roll, idler-roll, or drum-support
dryers are selected depending on the strength, support,
or tension required for the substrates. Recirculation of
heated air in the dryers is a common energy conservation
practice in all these dryers. The single-roll web guide at
the dryer exit and chill or pull rolls are needed for special
web processing requirements.
The extrusion laminator along with the extruder-and-
die system is the heart of the process. The backup chill
roll, rubber roll, and large-diameter chill roll form a three-
roll system. Two-roll laminators can be used for heavy
substrates or paper-board applications. As the moving web
enters the nip section, it is coated, laminated, or both.
Ozone in close proximity to the entering web is used for
oxidation of the molten polymer for improved adhesion in
high bond level applications. Most of the heat is removed
from the coating or laminate by the chrome-plated chill
rolls. Chill rolls normally are steel and are constructed
with a double-shell arrangement and spirally baffled.
Outer shells of aluminum have been used for high coating
weights. High-velocity chilled water is circulated to main-
tain a temperature rise between inlet and outlet of 2–41F
(1–21C).
The coated or laminated structure is normally edge-
trimmed at the laminator by razor, score, or shear cutting.
Trim removal systems are installed just after the lamina-
tor. Slitting can also be done just prior to winding at a
turret or single-drum winder.
Auxiliary unwinds can be located on, near, or over the
extrusion laminator to provide a secondary substrate for
laminating at the nip where the extrudate acts as an
adhesive. These unwinds can consist of single-position or
turret assemblies with flying splices for aluminum foil,
oriented polypropylene or polyester film, paper, or paper-
board substrates.
Web turnover systems, pull rolls, coaters, infrared
heating, dryers, and web processing steps after the extru-
sion laminator are designed according to product needs.
Thickness measuring devices include infrared and scan-
ning of clear webs.
There are two basic winding techniques. The turret
winder or center wind system is used for most flexible
packaging materials. Tension is controlled by a dancer or
transducer roll. The same design criteria for unwinds
also applies to winders. The type of web, operating speed,
tension range, and roll buildup must be properly con-
trolled to wind up a satisfactory roll. Paper and paper-
board products can be wound by surface methods on a
single-drum winder.
All-plastic constructions require more advanced web
controls. Many converters utilizing traditional wood cel-
lulose substrates are specifying that their new coating
lines must be able to handle all-plastic films. Wider
tension ranges and air flotation dryers are two principal
requirements of these convertible systems.
Other features being incorporated into various lines
include DC-regenerative unwinds and infeed holdback
drives for prices and low-level tension, direct/reverse
gravure coaters for aqueous PVDC coating, infrared pre-
heating, and vacuum rolls for web controls.
In the production of photographic-base papers, exact-
ing specifications and special criteria for pigmented poly-
mers are needed to produce coated materials that
constantly provide high-quality photographs. The concept
of tandem operations or coating two sides of a substrate in
one pass can be applied to many flexible-packaging lines
that produce combinations of paper, extrusion lamination
to aluminum foil, and extrusion coating a polymer for heat
sealing. Higher-operating line tensions can be used in
producing structures with paper for granulated or pow-
dered mixes and freezer-wrap or sugar-pouch materials.
Polyethylene is not the only resin used for lamination or
coating. Polypropylene, ionomer, nylon, ethylene–acrylic
acid (EAA), ethylene–methacrylic acid (EMA), and ethy-
lene–vinyl acetate (EVA) can also be part of a converter’s
inventory of resins.
Single-unit pilot coating lines feature an entire coating
system preassembled and prewired at the factory and
mounted on a structural steel base. These lines can be
completely enclosed and have applications for the develop-
ment of products such as the retort pouch, aseptic packa-
ging, vacuum packaging, and other extended shelf-life
pr
oduct
s used to replace conventional glass and metal-can
packages; they can also be used in the development of many
types of medical-grade extrusion coatings (3).
Stainless steel is used when extreme cleanliness is
required. The ‘‘cleanroom’’ machines are designed so
that any metallic particles generated by machine friction
are either contained or swept away by laminar air flow.
Stainless steel is also used when lines are frequently
washed with solvents that could remove conventional
paint.
A typical pilot coating line consists of an unwind,
coating heat, air-flotation dryer, dryer exit tension control,
cooling station, extrusion coater, and rewinder, all aligned
on a one-piece steel frame. Pilot coating lines are designed
to handle narrow web widths and can be built so that
components are cantilevered instead of being supported
by traditional side-frames. The spindles, idler rolls, force
EXTRUSION COATING 443
transducers, and air-flotation bars are all mounted on a
vertical backplate.
Extrusion-coating lines are experiencing increased
automation. Raw material and roll stock can now be
selected from a controlled inventory, delivered to the
line, and handled through robotics (see Robots). The entire
operation can be monitored and controlled by computer
(see Instrumentation/controls).
Drives are under computer process control, and there
have been advances in digital drives and in energy-
efficient AC inverters. While a number of different drive
systems have been installed and operated, the multimotor
DC system is predominantly used for extrusion coating
equipment. These drives can consist of as many as 10
motors in one line with a single control to bring the web up
to operating speed. The tandem follower is another drive
or computer feature whereby the extruder will increase or
decrease in rate with line speed in order to maintain a
fixed coating weight as the line speed is changed.
BIBLIOGRAPHY
Michael G. Alsdorf, ‘‘Extrusion Coating’’ in The Wiley Encyclope-
dia of Packaging Technology, 1st edition, John Wiley & Sons,
New York, 1986, pp. 289–293; 2nd edition, 1997, pp. 378–381.
Cited Publications
1. R. J. Ashley, ‘‘Extrusion Coating’’ in D. E. Packham, ed., The
Handbook of Adhesion, John Wiley & Sons, Chichester, UK,
2005.
2. J. G. Brennan and B. P. F. Day, ‘‘Packaging’’ in J. G. Brennan,
ed., Food Processing Handbook, Wiley-VCH, Weinheim,
Germany, 2006.
3. M. Schlack, ‘‘Extrusion Coaters Gear for New Packaging
Action,’’ Plast. World, 42 (July 1984).
4. M. J. Kirwan, ‘‘Folding Cartons’’ in M. J. Kirwan, ed., Paper
and Paperboard Packaging Technology, Blackwell Publishing,
London, 2005.
444 EXTRUSION COATING

F
FILLING MACHINERY, BY COUNT
Accurate measuring is imperative in packaging to avoid
costly overage and shortages that are now prohibited by
law. As a basis for measurement, most packaging lines use
either the weight of the package (see Checkweighing) or
the number of pieces in the package. This article pertains
to methods used to produce packaging that contain a
specified number of pieces. Modern automatic counting
systems are based on concepts that evolved in ancient
times. They all are encompassed three basic functions that
are as follows: parts representation, parts detection, and
product handling.
PARTS REPRESENTATION
Counting is used to determine the amount of a specified
batch and the method used to achieve this begins by
selecting a basic system of representation. Systems of
representation are used in all forms of counting. Units
can be represented by fingers and toes, knots in a rope, or
as in the packaging industry, they can be pulses of elec-
trical current generated from specially designed detection
units. Over the years, humans have engineered quick and
accurate ways of counting, but no method is as accurate as
a single-file count of an individual unit of product.
PARTS DETECTION
The next step in counting is detecting the unit of product
to be counted. A person detects the product either by sight
or by touch. Machines are designed to operate on the same
principles and use either optical systems (sight) or non-
optical systems (touch).
Optical Systems. An optical system operates much like
a human eye. A photosensitive receiving device is estab-
lished, and the unit of product to be counted is passed
within detection distance of it. There are many models of
optical systems used in packaging, but most are based on
either a simple digital photocell system or an intricate
electronic analog detection unit.
In the photocell system, the breaking of a light beam
fed to the photocell receiver indicates that a unit of
product has passed through the detection zone. The break
is then recorded as the counting of one unit of product.
This method of detection is perfect for most product
applications that meet specifications for light-blocking
systems, but it is limited by the fact that the light source
fed to the receiver must be completely blocked out before
detection is recognized. This method is not efficient with
transparent, overlapping, or bicircular objects (such as
clear plastic), two pieces of material riding on top of each
other, or objects with holes, which may trigger the photo-
cell more than once.
Another approach to optical detection is the analog
photo-optic system. This system is fast, flexible, and
accurate, because certain parameters must be established
and met before detection is recorded. The Photo Optic
Shadow Detector (Sigma Systems, Inc.), for example,
detects the dimensions of a specified shadow made by
the unit of product when fed through the detection zone.
Each shadow of a detected unit must meet certain para-
meters before being recorded. The parameters can be
entered into the computer portion of the counting system
to compensate for objects such as flat washers and O rings,
which would trigger a photocell system twice, or clear
plastic, which would not block out a light source but would
cast a shadow that could be detected.
Nonoptical Systems. The nonoptical methods of parts
detection are similar to human touch. The touch methods
generally involve escapement devices, electrical contact, or
magnetic-field contact. The escapement device is usually
fully mechanical and is similar to an analog machine. Each
unit of product must be of a specific shape and size. The
product is fed into a receiving device that fits those exact
parameters and then is discharged and recorded as a
specific unit of product. This process is equivalent to
placing dominoes in a box made just for dominoes. If only
ten dominoes fit, then the unit of product would be
recorded as ten units. This system is accurate, but it offers
little flexibility. It commonly is used for high-speed count-
ing of uniform products such as pills and tablets.
Another nonoptical method is the electrical-contact
method, in which an electrical switch is triggered each
time a part comes in contact with the switch. The part is
then recorded as one unit of product. The response time
and the ability of the product to actuate the mechanical
switch-triggering device greatly affects the accuracy and
flexibility of this type of system. The magnetic system is
another touch-system method. Each unit of product to be
counted must come in contact with or disturb the mag-
netic flow being transmitted from a magnetic source. As
each unit of product is fed through the magnetic field, it is
recorded as a counted unit.
Coupled with the detection system is a process known
as discrimination (e.g., a farmer counting cows knows how
to exclude sheep). This process has hampered the auto-
mated counting system greatly, because once this vital
function leaves the dependability of the human senses,
accuracy often suffers. Only two of the detection systems
mentioned earlier can discriminate and are as follows: the
photo-optic-analog system and the escapement-device sys-
tem. In both, certain parameters must be met before a unit
of product is recorded; the other systems record any item
that is detected. Engineers have been working for years to
improve the efficiency of the detection system to ensure an
accurate count.
445
PRODUCT HANDLING
In almost every counting system, the process of getting the
product to the detection zone and then moving it away
from the zone must be achieved, whether the detection
zone goes to the product or the product comes to the zone.
This system of product movement is known as product
handling. The product is usually brought to the detection
zone, and in packaging, all of the methods bring the
product to the zone in single file. There are various ways
to do this. One is vibratory feeding, which is designed to
vibrate a track or bowl filled with product, which in turn
causes the product to vibrate along a designated path or
ramp. The tracks or ramps narrow as the product nears
the detection zone in order to create a single file. These
feeding systems are the most flexible, because most objects
lend themselves to vibration.
Another method is the belt or V-belt system. The
product is placed in a master container and discharged
onto a belt system. The width of the belt track is narrowed
to allow only one part to pass at a time to achieve single-
file feeding. Product handling plays an important role in
the counting process, because even the most refined
counting system will be inaccurate if the product is not
presented to the detection zone in a manner acceptable to
the detection device.
Many approaches to product feeding exist, but most
counting systems allow free entry and exit of product
through the detection zone. In packaging, however, it is
sometimes necessary to retain all or part of the amount
counted for a specific function. The retention is known as
accumulation or partial accumulation. The accumulation
functions usually are determined or predetermined by a
manual function, in which an accumulation parameter, i.e.,
the amount of product desired, is assigned to the counting
unit. The counting unit usually must meet the assigned
parameters before permitting the accumulation functions
to discharge the retained product. This function is essential
when a manufacturer wants to place a predetermined
amount of product into a specific-size container, e.g., accu-
mulating 20 tablets, then discharging them into a package
or bottle. It also plays an important role in the packaging
process, because most packaging machines are intermit-
tently cycled by the signal received from the counting
system when the accumulation function discharges pro-
duct. Most containers are aligned under the accumulation
chute to receive the allotted amount of product.
As electronic technology advances, the ability to count
and discriminate parts will improve. However, the attain-
able operating speeds will depend on the speed with which
the unit of product can be fed into the detection mechan-
ism and the speed of the product-handling system. The
performance of any counting system must be objectively
evaluated on its ability to count accurately and its adapta-
tion to the intended use.
BIBLIOGRAPHY
‘‘Filling Machinery, by Count,’’ in David Madison, ed., The Wiley
Encyclopedia of Packaging Technology, 1st ed., by Sigma
Systems, Inc., pp. 294–295.
FILLING MACHINERY, LIQUID, CARBONATED
The method for filling carbonated liquids (primarily beer
and soft drinks) differs from other filling techniques (see
Filling machinery, still liquid), because it is accomplished
under pressure and uses the container as part of the
control of net contents. Carbonated beverages, which
tend to foam, require filling techniques that ensure the
retention of the required carbonation levels in different
sizes of cans and bottles. It is imperative that the carbo-
nated liquid be processed in a way that prevents excess
foaming, which would result in uncontrolled filling levels
as well as impaired closing of the vessel.
The filling machine (filler) consists of a rotating bowl
with a valve and CO
2
pressurization control, filling valves
that attach to the perimeter of the bowl, a tabletop that
contains the controlling technique for feeding in and taking
away the container, a closing section that applies either a
bottle closure or a can end, and a drive system that keeps all
components in proper synchronization with each other.
The bowl must control the pressure on the liquid within
it, yet be at a pressure lower than that of the system that
feeds it. With this system, a continuous supply of product
is assured with the least amount of turbulence. The level
within the bowl is maintained by a simple float valve or
similar device.
The filling valves embody the applied technology in-
volved in filling carbonated products. Almost all of the
machinery manufacturers of note employ the same prin-
ciples with some variation in the mechanical interpreta-
tion of the concepts. To understand the valve’s function, it
is necessary to follow it through the various filling stages
described in the following paragraphs.
The vessel is presented to the filling valve to ensure
complete intimacy between both surfaces. This process is
controlled by a pneumatic pressure system that holds the
vessel firmly against the valve, yet tenderly enough to
avoid crushing the thin metal cans or light plastic bottles.
The container rotates with the filler valve, and a me-
chanical trip actuates the valve to permit CO
2
from the
upper part of the bowl (above the liquid level) to pressurize
the container. The pressure in the container is now equal to
or somewhat lower than the pressure in the bowl.
The valve is then actuated into the next stage, which
permits the product to flow into the prepressurized con-
tainer gravimetrically. During the filling phase (as fluid
enters the vessel), it is essential that the CO
2
in the
container be displaced. This displacement is accomplished
through a vent tube, which is normally in the center of
the valve and protruding downward into the vessel. As the
product fills the vessel, it ultimately rises to seal off the
vent tube or ball check. This stops the filling process
because pressures in the bowl above and in the container
below have reached an equilibrium.
Although the container is still in an intimate seal with
the valve, another external latch actuates an internal
chamber in the valve, which closes the connection to the
bowl (both the liquid portion and the CO
2
charge above it)
and simultaneously vents the container to atmosphere.
446 FILLING MACHINERY, LIQUID, CARBONATED

This step maintains control of the product in the container
during the depressurizing step and assures that the
product will be virtually foam-free when the container is
removed from contact with the valve.
The tabletop, which employs an exit star wheel (not
generally used on can fillers), sweeps away the lowered
package from the rotating bowl and transfers it into the
closing section at tabletop height. If the container is a can,
then it is closed in the closing machine by an ‘‘end,’’ which
is rolled and seamed in place (see Can seamers) integrally
with the can body with forces great enough to withstand
high internal pressures. Bottles can be closed with a pryoff
or twistoff crown; a rolled-on aluminum closure, which is
threaded in place using the threaded portion of the bottle
as a mandrel, or a prefabricated threaded closure applied
by standard technique (see Capping machinery; Closures).
Carbon dioxide dissolves more readily in cold water
than in hot water; thus, to keep foaming at a minimum
and filling speeds at a maximum, it has been common to
run beer and soft drinks as close to 321F(01C) as is
practicable. To save the energy consumed by refrigeration,
fillers have been introduced that operate at ambient
temperatures. Controlling the CO
2
in the carbonating
and filling stages means these operations must be accom-
plished at above-normal pressures, which complicates the
internal parts of the filling valve and reduces rates of
speed. The production rates of modern fillers have in-
creased to approximately 2000 12-oz (355-mL) cpm and
reportedly 1500 16-oz (473-mL) glass bpm. These in-
creased rates of output are made possible by the use of
programmable computers and new advanced instrumen-
tation. Precise fill heights in the containers are controlled
by the length of a vent tube in a bottle filler and ball check
technique in a can filler. However, because of minor
variations in the dimensions of glass and plastic bottles,
more variability exists in volumetric content than in the
exact volumetric measurement technique sometimes em-
ployed in ‘‘still’’ liquid filling.
BIBLIOGRAPHY
‘‘Filling Machinery, Liquid, Carbonated’’ in W. R. Evans, ed.,
The Wiley Encyclopedia of Packaging Technology, 1st ed., by
Coca-Cola Bottling of New York, p. 300.
FILLING MACHINERY, LIQUID, STILL
F. B. FAIRBANKS
Horix Manufacturing Company,
Pittsburgh, Pennsylvania
This article deals with the filling of noncarbonated liquids
intended for packaging and distribution into rigid and
semirigid preformed containers, such as glass bottles,
sanitary cans, plastic bottles, and preformed paper car-
tons. Form/fill/seal packaging is not discussed (see the
Form/fill/seal, horizontal; Form/fill/seal, vertical; Therm-
form/fill/seal articles), and the information relates only
indirectly to such applications as the filling of paper cups
in vending machines.
Liquid-filling machines are classified here in terms of
two fundamental characteristics: filling principle em-
ployed (see Table 1) and container-positioning method
used (see Table 2). Except for a few specific restrictions
(discussed below), the two characteristics are indepen-
dent, but certain combinations are not commercially avail-
able. Packagers can select from a wide range of fillers,
however. Among the members of the U.S. Packaging
Machinery Manufacturers Institute (PMMI) alone, 61
companies offer liquid fillers (1), and this figure does not
include machines made in other countries.
METHODS OF FILLING
In Table 1, the methods of fill are divided into two primary
categories: the sealed-container system, in which the fill-
ing device seals positively against the container; and the
unsealed-container system, in which the container is left
open to the atmosphere during the fill process.
Sealed Container Filling System. In sealed-container fill-
ing, there are seven distinctly identifiable types of fillers.
All sealed-container fillers fill to a controlled level in the
container.
Table 1. Methods of Container Filling
Type of Container Filling Method
Sealed container Balanced pressure
Gravity
Gravity–vacuum
Counterpressure
Unbalanced pressure
Vacuum
Prevacuumizing
Gravity
Pressure
Unsealed container Level sensing
Piston volumetric
Cylinder vertical, closed ends
Cylinder vertical, open-end inlet
Cylinder horizontal, single-ended
Cylinder horizontal, double-ended
Rolling-diaphragm volumetric
Displacement-ram volumetric
Volume cup
Turbine-meter volumetric
Positive-displacement-pump volumetric
Peristaltic-pump volumetric
Weight
Gross weight
Net weight
Time
Controlled-pressure head
Constant-volume flow
Overflow
FILLING MACHINERY, LIQUID, STILL 447