Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

where the denominator 8 accounts for the fact that W is a
uniform load. In some calculations for determining bend-
ing moments on beams where the applied loads are
neither strictly uniform nor strictly concentrated, it is
convenient to use the denominator 6.
Stress is directly related to the bending moment.
Mathematically,
Stress ¼
BM
SM
½ðin: lbÞ=in:
3
¼lb=in:
2
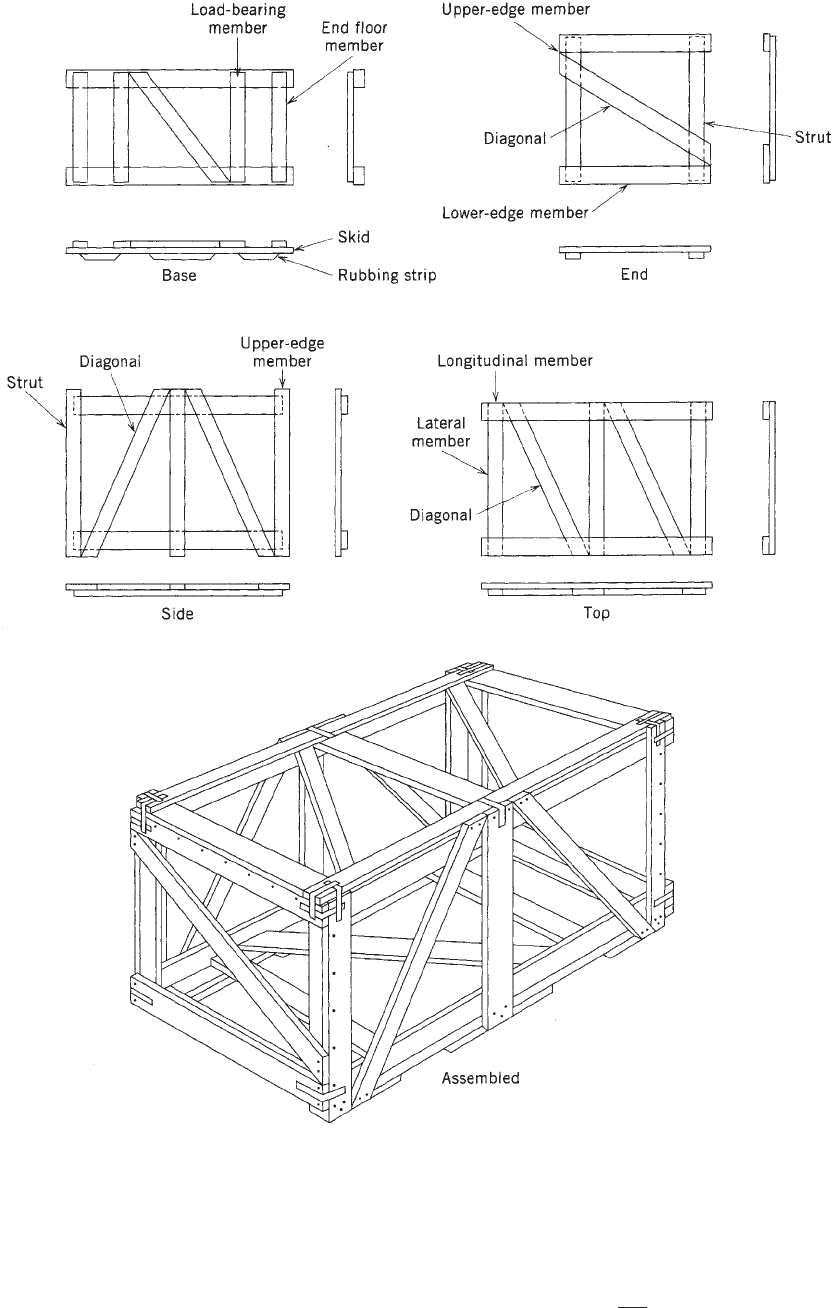
Figure 7. Style A, limited military-type open crate (2).
698 MARINE ENVIRONMENT AND EXPORT PACKAGING
where SM (section modulus) denotes a property of a
particular beam cross section. It is defined as the moment
of inertia I (in.
4
) divided by the distance of the most
remote fiber from the neutral axis, and it is denoted by
the symbol Z or SM. A simple mathematical expression for
section modulus is (bd
2
)/6, where b is the width (inches)
and d is the depth (inches) of the cross section. It is clearly
observed that section modulus is extremely helpful in
determining the actual stress to which a beam is subjected
under a known bending moment.
In this section, the term ‘‘engineered’’ means that an
analysis must be made of the types of loads and their
magnitudes on the various structural members of crates
so that their required dimensions may be correctly deter-
mined by calculation.
MARKS AND NUMBERS
The purpose of marks and numbers is to identify the
shipper, consignee, and purchase order; aid in safe
handling; provide general information; and identify ha-
zardous materials. Never identify the contents unless it
happens to be hazardous materials.
Marks and numbers should be made in large (2-in.
minimum height) block letters and numbers. All numbers
such as gross and net weight and dimensions should be in
both British and metric units. Marks and numbers should
be placed on three sides of boxes and crates to ensure that
they can be seen, and these should be accompanied by
the international symbols such as the umbrella denoting
‘‘Keep dry,’’ the wind glass denoting ‘‘Fragile,’’ and the link
chain denoting ‘‘Sling here.’’ Marks and numbers should
be in permanent ink or paint that contrasts with the
background.
PRESERVATION
Some items, by their method of manufacture, are already
preserved. Others require protective coatings such as oils,
grease, paint, or some other contact preservative that may
be specified by manufacturing, engineering, quality con-
trol, or customer requirements. Some items, in addition to
contact preservatives, require a wax-paper wrapping or
some other protective film around the item.
Certain items may require, besides contact preserva-
tives, additional protection from the elements, especially
water, such as shrouds, liners and linings, wraps, VPI or
VCI (moisture inhibitors), or desiccant materials. Wraps
applied over a contact preservative must be greaseproof
and require a means of assuring that they remain in place
during handling and transportation. Liners and linings
are waterproof-barrier materials applied between framing
and sheathing to provide watershed and diversion protec-
tion for the items crated. When shrouds are applied, all
projections in sharp corners must be cushioned to prevent
penetration or abrasion of the shroud from either internal
or external sources. The bottom edges of all shrouds
should be fastened down with batten boards and
additional restraints provided to prevent ballooning or
flapping of the shrouds in transit. Adequate bottom venti-
lation must be provided either by spacing floorboards (
3
8
-
in. minimum) or by drilling one 1-in.-diameter hole for
each 5 ft
3
of shrouded volume. When VPI/VCI materials
are used, a sufficient quantity of treated paper must be
used to completely enclose the item.
For general w atershed and diversion protection, polyethy-
lene films (4 mils minimum thickness), asphalt-laminated
kraft paper, or filament-reinforced polyethylene- or polyethy-
lene-coated kraft paper may be used. When applying water-
vapor-resistant liners or lining, such as asphalt-laminated
kraft paper or polyethylene films (6 mils minimum thick-
ness), it is essential that they be sealed tight. Whenever VPI/
VCI-treated papers are used, they must be inserted within a
tight enclosure, and the linear or lining must be sealed with
water-prooftape.Thisisalsotrueofdesiccants.
Skids, Crates, and Boxes. The materials used for skids
must be Group IV (hard) woods such as beech, birch, hard
maple, hickory, oak, rock elm, and white ash. These woods
have the greatest nail-holding power and the highest
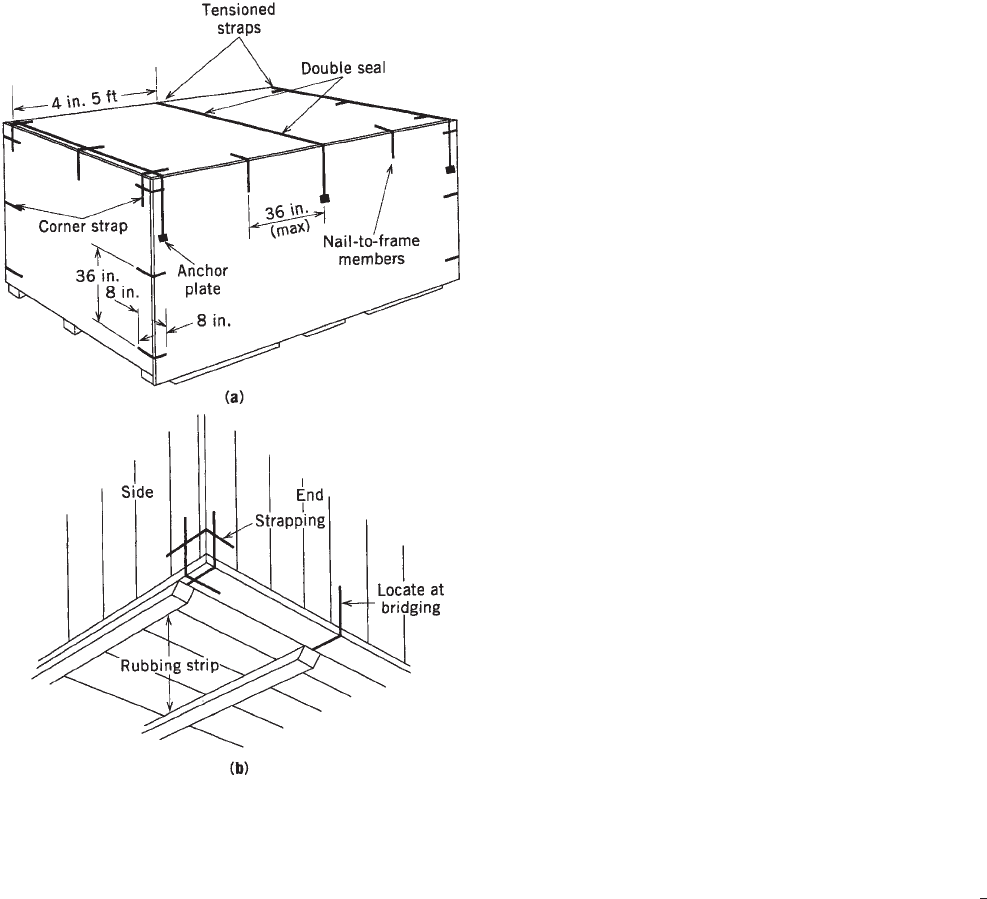
Figure 8. Strapping for crates: (a) sheathed crate with skid
base; (b) additional strap for sill-type base (2).
MARINE ENVIRONMENT AND EXPORT PACKAGING 699

overall strength and resistance to shock. However, they
are very susceptible to splitting. These woods should be
used for skids, headers, load-bearing floorboards, and
critical joists.
Group II and III are generally acceptable for exterior
box and crate construction. Group II woods include Dou-
glas fir, hemlock, Southern yellow pine, Tamarack, and
Western larch. These woods are harder soft woods. They
possess greater nail-holding power, greater strength, and
greater shock-resisting capacity than do Group I woods.
They are more inclined to split, and their grains often
deflect nails. Examples of Group III woods are ash (except
white), cherry, soft elm, soft maple, sweet gum, sycamore,
and tupello. These woods are similar to Group II in nail-
holding power and beam strength but have less tendency
to split and shatter under impact.
When using plywood as sheathing or floorboard mate-
rial, type C–D interior plywood with exterior glue is the
best economical selection.
Lumber Selection and Defects. A great deal of considera-
tion must be given to a standard of quality of the wood
selected for skids, crates, and boxes. Often, the cheapest
grade of lumber will contain a large number of defects that
are undesirable. Therefore, it may be necessary to select a
higher grade of lumber to eliminate most disqualifying
defects. Generally, knots are not to exceed one fourth of
the width of the member. No knot, regardless of size, will
be permitted on the edge of any member. Obviously, this
is because the member may be subjected to bending and
a knot may fall in an area subjected to compression or
tension. The cross grain or slope of grain, disregarding
slight local deviations, along the general direction of the
grain as related to the longitudinal axis of the wood
member, should not be steeper than 1 in. in 15 in. of
length. Wane is either bark or lack of wood on the edge
or corner of a piece of lumber. Generally, wane is per-
mitted on one edge only, but it should not exceed one sixth
of the width or thickness, or one third of the length of the
member. Checks and splits, which are lengthwise open-
ings from separations during seasoning, may reduce
wood’s resistance to shear. Checks and splits that extend
through the entire thickness of the piece are not per-
mitted. Shake is a separation along the grain, largely
between the growth rings, which occur while the wood is
seasoning. Shakes in members subjected to bending re-
duce the resistance to shear and, therefore, should be
closely limited in structural members. Decay, which is a
disintegration of wood, results from the action of wood-
destroying fungi. It seriously affects the strength proper-
ties of wood and its resistance to nail withdrawal. How-
ever, if it is determined that the total amount of decay
beneath the surface does not extend beyond the surface
outline, the dimensional limitations for knots apply. Warp
along the longitudinal axis of the lumber should not be
more than 1 in. in 8 in. of length. Lengthwise, warp should
not exceed
1
8
in. in 4 in. of width. The acceptable range of
moisture content in lumber used for skids, crates, and
boxes should lie between 12% and 19%.
No opportunity should be overlooked to use materials
besides wood or plywood for crate, box, or skid construction
where practically and economically feasible. Steel alter-
natives for wood skid members may be the simplest
substitution. For example, a 4-in. 4-in timber may be
replaced by a 3-in. 4.1-lb steel channel iron or by a
3in5.7-lb I-beam or by a 3-in 3-in:
1
2
-in:-angle iron.
Wherever material substitutions are contemplated for
heavy loads, they should be engineered for the specific
purpose intended.
DESIGN
A proper analysis of forces to which skids, crates, and
boxes may be subjected must include consideration of
compression, lateral thrust, impacts, repeated handlings,
abuse, tension, and inertial forces on the structure and the
cargo. In this regard, it must be remembered that inertial
loadings encountered aboard ship often exceed those en-
countered in the other modes of transportation.
Basic Design Criteria. Skids must be of Group IV woods
and engineered for uniform or concentrated loads. Head-
ers are to be bolted using washers and double nuts or
upset threads. Skids are to be spaced not more than 48 in.
apart and are to be of single-piece construction or, if over
12 ft long, spliced according to an approved method. The
ends of skids are to be chamfered and are to rest on
chamfered rub strips. Cargo is to be bolted or tension
banded to skids using engineering design methods for
determining the sizes of bolts and tension bands. For
heavy loads, consideration must be given to the crushing
strength of the wood or alternative material. Load-bearing
floorboards can be analyzed as beams using the formulas
for bending moment to determine the required section
modulus. The allowable stress used in the formula for
section modulus can be taken as 1000 psi. For hard woods,
this allowable stress provides an adequate factor of safety.
Where the distance between skids might exceed 48 in., it
will be necessary to add an additional skid. The bending
moment on the load-bearing floorboards, then, should still
be calculated on the basis of the length between outside
skids.
For example, suppose that a 15,000-lb load is to be
supported on skids whose length has been determined
to be 15 ft. Calculate the required timber size. Using
the formula BM = (WL/6, the bending moment will be
37,500 ft lb. Then calculate the required section modu-
lus = BM allowable stress = 450 in.
3
Remember to multiply
the bending moment by 12 to convert foot-pounds to inch-
pounds. Because section modulus = (bd)/6, you can solve by
trial and error by substituting cross-sectional dimensions
as follows. Try a 10-in 10-in. timber. This yields a section
modulus of 166.7 in.
3
Two skids of these cross-sectional
dimensions yield a total of 333.4 in.
3
It is obvious, then,
that two 10-in. 10-in. timbers do not provide the re-
quired section modulus (450 in.
3
) for a quasi-uniform
load. The next logical choice would be two 12-in. 12-in.
timbers. Note, however, that if the load is truly uniform
(BM=WL/8), then the required section modulus is only
337.5 in.
3
The two 10-in. 10-in. timbers then come close
to making the required section modulus, and with the
700 MARINE ENVIRONMENT AND EXPORT PACKAGING
factor of safety provided by using the allowable stress of
1000 psi, the two 10-in. 10-in. timbers would serve sa-
tisfactorily for a strictly uniform load. For most hard
woods, the allowable stress of 1000 psi provides a comfor-
table factor of safety of approximately 1.5. In calculating
the basic stresses for structural lumber, impact loading is
generally ignored, but long-time loading and a safety
factor are considered. A piece of wood will carry less load
for a long time than it will for a short time. Consideration
should be given to the expected interval of storage, i.e.,
short time versus long time. In addition, if research or
historical data indicate that a particular port of loading
and/or a particular port of discharge have a higher fre-
quency of cargo claims because of rough handling, then
timber sizes may be increased by applying an appropriate
factor of safety or by requiring that the actual timber size
be one full unit larger than derived by calculation. Re-
member that rub strips must be applied to the skids. An
added precaution against the accidental loss of a rub strip
is the use of reinforcing straps from the rub strip to the
underside of the skid members.
Crates. In general, Groups II and III woods are to be
used in crate construction except for skids, headers, and
occasionally load-bearing floorboards that should be
Group IV woods. All nails used are to be cement coated.
Barbed, screw, or serrated nails are occasionally used, but
for practicality and economy, cement-coated nails make
the best selection.
All skid members in crate construction generally follow
the same construction requirements as skid members used
as skids alone. However, skid members sizes in crates can
be substantially smaller in cross-sectional area, because in
crate design, it is assumed that a large part of the load
imposed by the contents is carried by the side panels acting
as trusses. Therefore, large skids are not necessary as load-
carrying members because the sides act integrally with the
skids in this function. Although this assumption results in
smaller size skids, it does not permit handling and moving
a loaded base alone without the sides and ends fastened in
place.
Crates may be either open or closed (sheathed). It is not
always necessary to sheathe a crate if the contents do not
require a degree of protection from the elements. Opened
crates require less lumber and, therefore, if properly
designed, can be less expensive to fabricate. This may
not always be true, and to achieve greater economy, it is
necessary to make an engineering economy analysis to
determine whether an open crate or a sheathed crate is
more economical in terms of labor and cost of materials.
This article discusses the design and construction of open
crates because the contents impose loadings on structural
members that must be determined by either graphic
analysis or engineering methods of resolving forces. The
sides and ends, as well as some members of the base, are
considered as part of a bridge truss. The Howe truss, with
its parallel upper and lower chords and its vertical and
diagonal members, has the same general pattern as the
frame members of the side of a wooden crate. Because the
truss is a framed structure composed of straight members,
the stresses in the members caused by loads must be
either compression or tension. The magnitude and char-
acter of the stress in each member can be determined. The
required size of all tension members in the truss is
determined by the formula A = P/f, where A is the re-
quired cross-sectional area of the member in square
inches, P is the total load in pounds (as determined from
the resolution of forces or from graphic analysis), and f is
the working stress in pounds per square inch (in tension
parallel to the grain). With support at each end, the major
stresses in strut and lower frame members are tension
stresses, and those in the diagonals and upper-frame
members are compression stresses.
Compression members must be designed as columns,
and column formulas must be used to determine their
sizes. In crate design, essentially three column formulas
are used. The selection of the proper formula depends on
the unsupported length of the column, and columns are
therefore classified as short, intermediate, and long. It is
beyond the scope of this article to discuss the various
factors and the application of these in the appropriate
column formulas. The Wood Crate Design Manual (2) is an
excellent reference text for the more determined crate
builder. It must be remembered that it is most probable
that crates of similar dimensions will be stacked vertically
(one on top of the other) aboard ship or in storage. If crates
are of exactly the same overall dimensions, then the
corner posts will carry the superimposed loads as columns.
These anticipated superimposed loads must be included in
the strength analyses. If superimposed loads consists of
smaller crates or other types of loads that do not rest on
the corner posts, then the structural members of the top
panels will be subjected to bending as well as to compres-
sive loadings that result from handling, especially with
slings or chains. Therefore, these structural members
must be analyzed as beams subjected to bending and axial
compression.
If
highly
concentrated
loads (in the center
third of the crate) are to be crated, the skid depth must be
increased. This, however, will be apparent if the side
panels are properly analyzed.
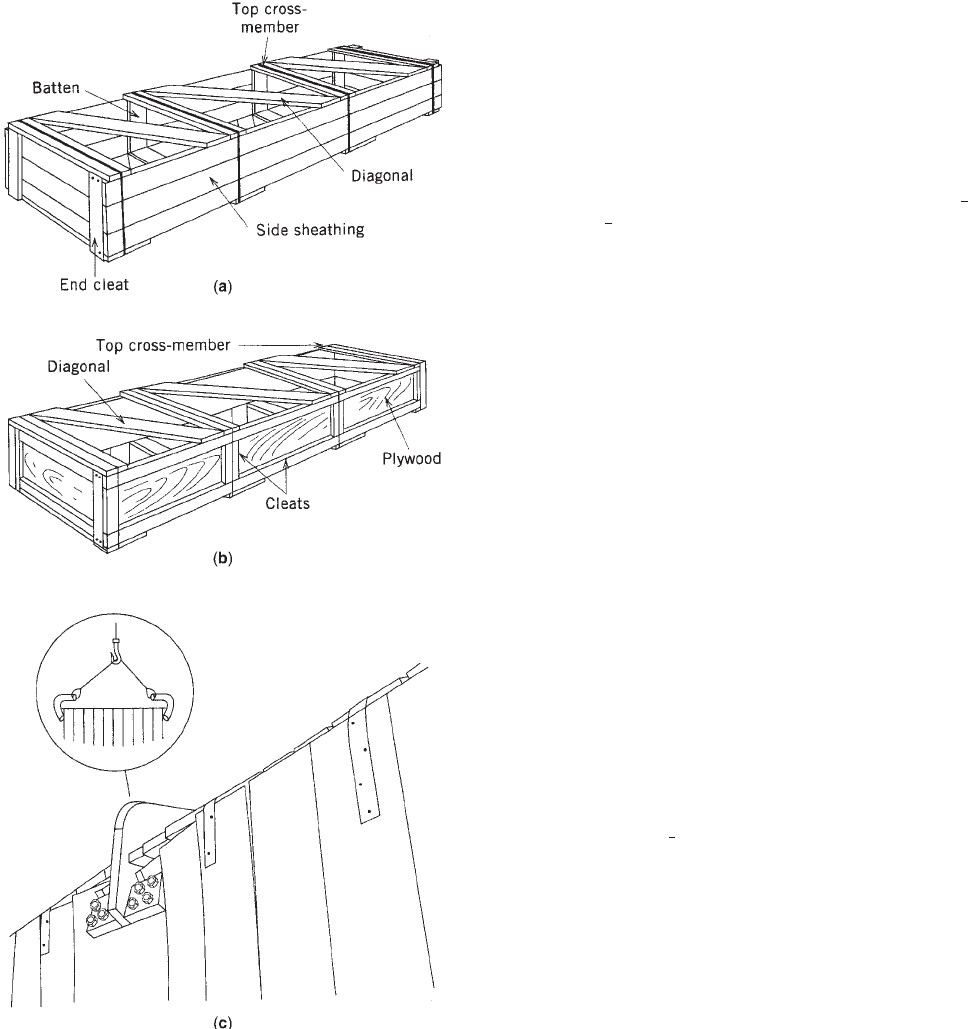
Crates should not be higher than they are wide (even
well-constructed, durable shallow crates are acceptable;
see examples in Figure 9). Side panels are to be divided by
a suitable number of vertical members so that diagonals
are as close to a 451 angle as possible. Top and bottom
horizontal and vertical members are to be through mem-
bers (extend to full extent of length and height dimen-
sions). All end panels are to have one or more diagonals.
Avoid splicing members less than 16 ft long. Splicing,
where required, must be accomplished using an approved
method. Intersections of diagonals are to be reinforced
using plywood gussets or lumber bridge.
If the crate height exceeds 72 in., a through intermedi-
ate horizontal member is required at midheight of the
crate. Side-panel width (ie, between vertical members)
must not exceed 42 in. The geometry of the panels must be
altered to add an additional panel so that panel widths do
not exceed 42 in. Lower horizontal members are to rest on
the ends of the floorboards with notches cut in headers
and load-bearing floorboards to accept these lower hori-
zontal members. Vertical and diagonal members must be
in the same plane and to the outside of the horizontal
MARINE ENVIRONMENT AND EXPORT PACKAGING 701
members. Side-panel diagonals should slope from the top
of a vertical member down to the skid base.
The end-panel design should not exceed 42 in. in width.
End panels for crates with a skid width in excess of 42 in.
will require intermediate vertical members. End panels
for crates with more than two skids will require a vertical
member above each skid. Filler strips will be required to
allow end-panel vertical members to rest across the ends
of skids. The filler strips will fill the void between the
headers and the lower horizontal members.
Top panels are critical because most members will be in
compression under the influence of various types of
materials-handling equipment and superimposed load-
ings. Top-panel lateral and diagonal members will be in
the same plane and rest on the longitudinals and extend to
their edges.
Where protection from the elements is essential or to
meet customer requirements, a sheathed-crate, either
3
4
-in.
lumber or
1
2
-in. plywood (C–D, exterior glue) sheathing can
be used. Reinforcement strapping is required on all corners
and at all intermediate, horizontal, and vertical member
junctures after the crate is assembled.
Where crate items require additional protection from
the elements, as discussed earlier in this article, appro-
priate steps must be taken in the early stages of crate
construction to apply the required crate liner between
internal framing and external sheathing. If the crate is
not to be watertight, then sufficient ventilation must be
provided. If the contents are to be provided with water-
proof protection, then the item must be properly and
totally wrapped with either asphalt-laminated kraft paper
or polyethylene film and sealed with waterproof tape in
addition to the crate liner material.
The strength and rigidity of crates are highly depen-
dent on the fastenings. Nails, lag screws, bolts, screws,
and metal connectors are the most important fastenings
in crate construction. This article briefly covers nails
and nailing rules. Refer to Anderson’s treatise on nailing
better wood boxes and crates (3) for a more complete
discussion of nails and nailing rules. Cement-coated nails
are being more widely used today than ever before,
primarily because many crate builders use automatic
nailing equipment more readily amenable to the use of
belted cement-coated nails. Nails should be driven
through the thinner member into the thicker member
where possible and should penetrate both members, leav-
ing a minimum of
1
4
in. for clinching. Clinching is one of the
best methods of increasing effectiveness of nails. It is used
almost entirely in the fabrication of crate panels, except
when frame members or other crate parts are W2-in.
thick. Clinched nails have 50 to 150% greater withdrawal
resistance than unclinched nails when driven into dry
wood. Predrilling the wood before the nails are driven may
be necessary to prevent splitting in dense woods or with
nails of large diameter. Nails should not be overdriven.
They should be positioned no less than the thickness of the
piece from the end or half the thickness of the piece from
the side edge. When members (both of which have Z3-in.
thickness) are joined together, bolts are to be used. Nails
should be staggered to prevent any two nails from enter-
ing the same grain line of any board. Follow approved
nailing techniques as outlined in the handbook described
above.
Where practical, the use of tension bands will provide
an added degree of a reinforcement to the crate assembly.
Tension bands should be tight enough to cause a light
crushing of the ends of the main structure over which they
pass. Tension bands should be stapled to prevent their
movement during transportation and handling.
Figure 9. (a,b) Typical shallow crates [(a) lumber; (b) plywood];
(c) crate damage caused by a grabhook when insufficient joint
support was available in the top of the crate (2).
702 MARINE ENVIRONMENT AND EXPORT PACKAGING
A crate can be assembled before or after loading the
item on the skid base, whichever is appropriate, but
internal blocking and bracing of the item in the crate
must be done at the time the item is set on the skid base.
The blocking and bracing must be of substantial design
and construction to prevent the free movement of the item
within the crate caused by the forces encountered in
transportation and handling. Blocking and bracing are
not to be taken lightly. The inertial loading on the crate
and its contents aboard ship often exceeds twice that
encountered in the other modes of transportation.
Boxes. Boxes are not to be used for loads in excess of
5000 lb or lengths in excess of 16 ft. Groups II and III
woods are to be used. All nails are to be cement coated.
Boxes that exceed 200 lb gross weight will require 2-in 4-
in. rub strips. When any unsupported span of top, end, or
side lumber exceeds 36 in., additional interior battens or
cleats will be required. Cleated plywood boxes for loads
over 1000 lb must have load-bearing bases with properly
sized skids, headers, and rub strips and are to be nailed in
accordance with the preceding nailing rules. All boxes
require tension bands sized according to the load and
arranged in two directions passing over cleats or battens.
Bands should be stapled to prevent movement and
should be tight enough to cause light crushing of the
corners of the members over which they pass. If a boxed
item is of large mass (weight), appropriate filler or cush-
ioning materials filling the voids around the item may not
be effective. Therefore, dunnage or blocking and bracing,
where practical, should be used. Where the boxed item
requires protection from the elements, the internal sur-
faces of the box may be lined as described under crates and
the item itself should be properly preserved.
UNITIZATION AND PALLETIZATION
Unitization provides a more economic package than in-
dividually shipped pieces. It also provides ease of handling
and storage and provides a greater degree of protection
than individual units. Pipe and conduit are easily
bundled. They may require special plastic end protectors
to protect internal or external threads. The ends of
bundled pipe can be boxed or completely covered with
double- or triple-wall fiberboard secured with tension
bands. In addition, long bundles may be bucked. Bucks
are wooden frames that surround the girth of the bundle.
They are to be nailed at the right angle junctures and be
tension banded. Tension bands are to be stapled to prevent
accidental loss of the bands. Bucks should be located at 5-
ft maximum intervals.
Lumber and paneling are usually bundled. Care must
be taken to avoid overtensioning bands that will mar their
edges. Paneling should be covered with water-resistant
paper or polyethylene film.
Coiled wire can be bundled. Because of the historically
poor bundling methods used for wire, substantial losses
have occurred. Consignees frequently use coiled wire to
make nails, screws, and bolts. Kinked or crooked wire will
interfere with the extrusion process, and substantial
claims may arise.
Lumber and paneling can also be bundled. Care must
be taken to ensure that tension bands do not damage the
items bundled. Coiled wire can be bundled. The usual
problem encountered here is when tension bands or
wrapping wires comes off, allowing the coils to become
disarranged or crushed. The consignee usually has a
specific machine set up for manufacturing items such as
bolts, screws, and rods. Hence, damage to the coils can
result in a claim.
Palletization is best for similar-size fiberboard cartons,
drums, and coiled sheet steel. Do not overload or stack the
items too high. Overloaded pallets break. An excessively
high stow can result in crushing of the cartons in the lower
levels. Then, more damage occurs when the otherwise
neat stacking falls apart. In-transit handling of broken-
down pallets usually results in additional abuse. Fabric or
steel banding is usually one of the best methods of secur-
ing an entire unit load. It may be advisable to employ
vertical and horizontal corner protectors to eliminate
banding damage. Shrink wrapping provides a high-
strength securement to a palletized load. It can also be
applied to protect against contact with water.
Palletized drums must be fitted with partially framed
tops to allow for safe use of tension bands. Tensioning of
the bands must not cause damage to the pallet load-
bearing boards or to the cargo. Fiberboard sheets across
the top and partially down the sides of drums will serve to
keep the tension bands positioned and provide a level
surface for stacking other pallets.
In general, old or badly worn pallets should not be used.
Pallets can be repaired. Some companies use secondary
reusable pallets with good success. Still, old wood and
loose nails can result in broken pallets that invite further
abuse in handling.
CONTAINER PROBLEMS
Containers are subject to the same shock and vibration
forces as are over-the-road trailers and railroad cars. In
addition, high inertial loadings are experienced by the
contents as a result of swaying, pitching, rolling, heaving,
yawing, and surging of a ship at sea.
The major causes of damage to containerized cargoes
are improper stowage, inadequate dunnage, lack of secur-
ity, overloading, and poor weight distribution. Any as-
sumption that the container is a substitute for safe
stowage and handling is an invitation to disaster. A good
rule to adopt is to stow and secure for the worst conditions.
Containers may travel to seaport by railroad. Constant
vib
ration and
occasional sharp humping forces must be
taken into consideration. When loading a container for sea
transport, always consider the six basic ship motions: yaw,
heave, sway, pitch, roll, and surge. Occasionally heavy seas
will have a pronounced effect on cargoes in containers.
Blocking and bracing is essential to the safety of the
cargo. Materials commonly used for securement are lum-
ber, plywood, strapping, fiberboard, and inflatables. Lum-
ber can be used as a filler for decking, blocking and
bracing, and constructing partitions. Plywood can be
used as a partition, divider, and auxiliary decking.
MARINE ENVIRONMENT AND EXPORT PACKAGING 703
Heavy-duty strapping can be used to separate cargo and to
tie down heavy and awkward items. The strapping must
be firmly anchored and properly tensioned for the greatest
effectiveness. Fiberboard is available in sheets, rolls, and
structural shapes and can be used for light-duty bracing,
as dividers, decks, and partitions. Inflatables are available
in paper or rubber and may be reusable or disposable.
They are expensive and not recommended for voids in
excess of 18 in. Inflatables are used for light- and medium-
duty bracing.
Condensation is another major cause of damage to cargo.
It is not generally known that fiberboard boxes and crate or
dunnage lumber contribute to the generation of water vapor
in sea containers. Furthermore, in changing temperature
and humidity conditions, condensation can form within
containers and drip down from the overhead onto moist-
ure-sensitive packaging and cargoes. These conditions can
be remedied, in part, by using seasoned lumber for dunnage
and crate construction. Adequate (prepackaging) preserva-
tion of moisture-sensitive items can be the best method of
protecting against water damage. Overwraps such as canvas
or polyethylene sheeting will serve to divert condensation
that drips from the overhead. W ith some types of cargoes, it
may be necessary to provide completely waterproof liners or
wraps constructed VCI/VPI or desiccant materials. Cargoes
are more likely to be subjected to condensation and water
damage over a long time interval such as long transportatio n
distances or long-duration storage. Therefore, it is incum-
bent on the shipper to consider all these factors when
preparing cargo for export.
The annual report of the Cargo Loss Prevention Com-
mittee of American Institute of Marine Underwriters
contained valuable advice on the use of containers in
shipping. Extracts from the report follow:
Normal reaction is for a shipper to use domestic packaging and
consider the container as an additional protection. It is our
experience that containers may leak and the cargo must be
protected against moisture and water damage. Additional
emphasis is needed on the use of dunnage and tight packing
in containers.
Several offices report that losses have been experienced due to
defective containers. Many shippers do not employ adequate
container inspection procedures. It appears that some insur-
eds think that because their goods are containerized the
packing can be of a minimal nature. Our experience continues
to show that such minimally packed goods are likely to be
damaged by rain and/or seawater when shipped in poorly
maintained containers.
Many shippers continue to use containers as a means of
packaging and claims due to crushing, water damage and
improper or inadequate stowage, especially of heavy machin-
ery, continue to be a problem.
Losses have also been experienced where shipments of high
value electronic units have been made in containers. The
units are sec ured on lumber bases which in turn are then
secured to pallets with the units being entirely shrouded in
polyethylene sheeting which also encompasse s the wooden
base to which the units are attached. It was found that these
wooden bases were constructed of green or improperly dried
lumber, which ga ve off moisture, which became trapped in the
polyethylene shrouding. During the course of transportation,
fluctuati ons in temperature caused this moisture to condense
on the exposed metal areas of the electronic unit, causing
serious damage.
We have also observed that machinery which is top heavy has
on occasion been stowed in containers without adequate
bracing and precautions to prevent the machine from tipping.
On one occasion, a container loaded with tractor engines
arrived at destination with every engine damaged, as a result
of their center of gravity being high. Although the engines
were braced along the floor of the container, and would
prevent lateral or fore and aft movement, there was no bracing
up higher and with their relatively high center of gravity they
tipped, coming in contact with one another, causing damage.
Shippers should be cautioned to be aware of the center of
gravity of machinery and other heavy or odd sized pieces being
shipped in containers and adequate bracing to prevent tipping
should be done.
Although containerization of cargo continues to grow world-
wide, the packing of goods into house to house containers by
shippers, as well as securing of the goods in the containers,
continues to be a cause for concern. We find in many instances
cargo to be damaged by condensation within the container
and/or by extreme heating or freezing. Once a container is
loaded and the doors securely shut, the only way in which the
outside weather can affect the cargo is through changes in the
temperature.
Unless the internal temperature of the container is controlled
by mechanical or other means, the temperature of the air
inside the container will follow the temperature of the air
outside. Extreme fluctuations in the air temperature can cause
condensation to settle on the cargo; if the container is exposed
to very high temperatures, the cargo within the container may
sustain damage or, if the container is exposed to extremely low
temperatures, the cargo can be damaged, such as change in
the chemical state of some goods (eg, drugs) making them
useless and sometimes dangerous, or freezing of bottled
liquids with subsequent bursting of bottles.
Taking into account the anticipated voyage, its length, and
temperatures normally expected to be encountered, considera-
tion should be given to goods which are susceptible to damage
by extreme heat or cold by shipping them in insulated or
refrigerated containers where the temperature inside the
container can be controlled to some degree.
In other cases, certain precision machinery or electronic
equipment may require the use of VCI, VPI or powder
desiccants. It must be pointed out, however, that in order for
these moisture control measures to take full effect, the packa-
ging and packing must be totally sealed.
SHIPPING LOSSES AND INSURANCE
Under normal conditions of domestic rail shipments,
material loaded in open cars is inspected by railroad
representatives before the car is moved, and the railroad
assumes responsibility. In closed cars, however, the Asso-
ciation of American Railroads rules are not mandatory
and are used only for guidance. Closed cars are not
ordinarily inspected, but if damage occurs to the contents,
they are inspected at the destination to determine the
cause before a settlement is made.
Export shipping companies are specifically exempt
from most forms of liabilities under the laws of many
countries. The exceptions to this usually include loss or
damage due to negligence in proper loading, custody, or
delivery of the goods.
704 MARINE ENVIRONMENT AND EXPORT PACKAGING
The shipper or consignee must assume responsibility
for all remaining risks during the shipment.
To prevent loss to the shipper, a form of marine
insurance covers these losses. Marine insurance may be
obtained to cover such perils as pilferage, theft, and
leakage, as well as loss or damage if the ship should
sink, burn, or be involved in a collision. However, the
more hazards covered by the policy, the higher the rate, so
it is not economical to pay for broader protection than is
actually required.
Rates in marine insurance are rather complex and are
not fixed. They depend on, among other things, the type of
vessel, the route, the perils insured against, the type of
packing used, and the loss record of the shipper. This
latter factor reflects the type of container and the method
of cushioning, blocking, and bracing used by the shipper,
because well-constructed and well-packed crates will nor-
mally receive little damage during the voyage. A shipper
who uses adequate containers pays lower rates. Under-
writers keep statistical records of shippers with whom
they deal and allow lower rates for those with good
records.
DAMAGE AND CLAIMS
Too frequently one or more of the three steps in prepara-
tion for shipment are less than adequate, and this will
inevitably result in damage of one type or another to the
cargo. Precision machinery shipped long distances or
subjected to long-term storage without adequate preser-
vation will rust. Electronic equipment shipped without
serious consideration being given to adequate protection
from vibration and shock will sustain physical damage.
Items requiring a degree of dimensional stability (rigidity)
will be damaged if the packaging and packing is not
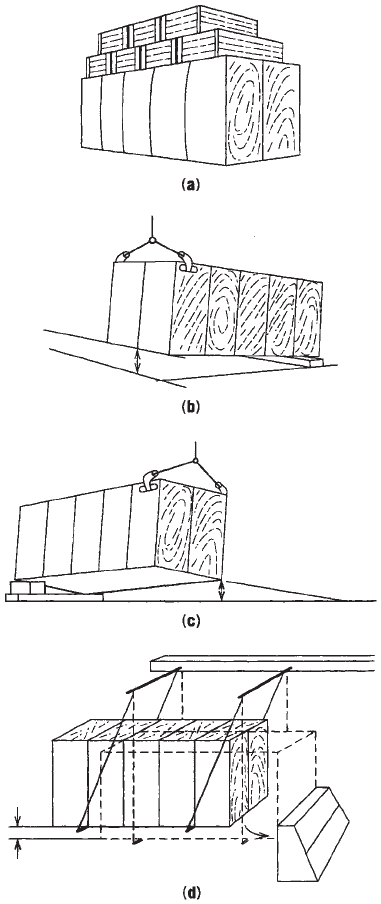
properly engineered and constructed. One way to ensure
greater construction durability is by preshipment damage
testing of crates or other containers (see Figure 10).
With regard to containerization (sea containers), a
tremendous number of cargo losses occur each year be-
cause of ignorance of the proper use of these containers,
specifically the requirement for adequate blocking and
bracing and protection of the cargo against condensation.
It is imperative that the shipper understand that the use
of sea containers does not guarantee that the cargo will be
received by the consignee in sound condition.
A major marine insurance company has made an
analysis of principal causes of losses and found that, in
the ‘‘handling and stowage’’ category, 39% of all losses are
caused by container damage including breakage, leakage,
and crushing. In the ‘‘water damage’’ category, 10% of all
losses are from fresh-water, sweat, and saltwater damage.
Nevertheless, it concludes that 70% of all cargo losses are
preventable.
CONCLUSION
In summary, shippers would do well to have as their first
concern ensuring that the goods reach their customers in
sound condition, and to that end, the author hopes that
this article is a valuable aid.
BIBLIOGRAPHY
1. U.S. Department of Agriculture, Wood Handbook, Agricultural
Handbook No. 72, Forest Products Laboratory, Madison, WI,
1974.
2. U.S. Department of Agriculture, Wood Crate Design Manual.
Agricultural Handbook No. 252, Forest Products Laboratory,
Madison, WI, 1964.
3. L. O. Anderson, Nailing Better Wood Boxes and Crates, Agri-
cultural Handbook No. 160, USDA, 1959.
Figure 10. Rough-handling tests for crates; (a) superimposed
load; ( b) edgewise drop; (c) cornerwise drop; (d) pendulum impact
(2).
MARINE ENVIRONMENT AND EXPORT PACKAGING 705
General References
Code of Federal Regulations,49CFR Parts 100–199, Subparts D
and E, Office of the Federal Register, National Archives and
Record Service, Oct. 1978.
J. P. Colletti, Export Packing in the Marine Environment, U.S.
Department of Commerce, Damage Prevention in the Trans-
portation Environment, Mechanical Failures Prevention
Group, National Bureau of Standards, Gaithersburg, MD,
Oct. 1981, pp. 8–37.
Departments of the Army, Navy, and Air Force, Packaging of
Materiel: Preservation, Vol. 1, Manual DSAM 4145. 2, 1976.
W. Friedman and J. Kipnees, Distribution Packaging, Krieger,
New York, 1977.
J. F. Hanlon, Handbook of Package Engineering, McGraw-Hill,
New York, 1971.
U.S. Department of Transportation, A Shipper’s Guide to Stowage
of Cargo in Marine Containers, Maritime Administration,
Washington, DC, 1982.
MATERIALS HANDLING
STEPHEN A. RAPER
The University of
Missouri-Rolla, Rolla, Missouri
COLIN BENJAMIN
Florida A&M University,
Tallahassee, Florida
INTRODUCTION
The Industrial Revolution of the late 18th–early 19th
century saw the introduction of powered machines to
replace manual labor in accomplishing the same or similar
tasks. Consequently, gains in labor and productivity per
worker-hour of individual workers were accomplished.
Moreover, this time period observed the transition from
a ‘‘domestic system’’ to a ‘‘factory system.’’ Concurrently,
the need for materials-handling systems (MHSs) in-
creased to meet the needs of the more ‘‘productive’’ factory
system. Initially, this need was for labor-saving devices to
handle material in manufacturing and distribution (1, 2).
However, in today’s competitive and global marketplace,
the rationale for materials-handling systems is
multifaceted.
The ‘‘cost’’ estimates for materials handling vary in
nature. Generally materials handling does not add value
to the product, but it can and does add to the final product
costs. Estimates of this cost range from as little as 20% up
to 90% in some cases. Conversely, however, efficiently
designed materials-handling systems have been known
to reduce a plant’s operating cost by 15–30% (3). This
figure could vary depending on the industry and product
categories. For example, the food-processing industry
would have a fairly high per-unit cost, whereas an in-
dustry that uses tanks and pipes would have a signifi-
cantly lower per-unit cost.
The potential costs and benefits associated with mate-
rials-handling systems are significant and thus impact our
domestic and global competitiveness. This article provides
an overview of materials-handling principles and guide-
lines, and it relates these to the field of packaging.
Generalized definitions, objectives, principles, and exam-
ples of materials-handling checklists are included. Brief
discussions on equipment are also presented, as well as
approaches toward the design of materials-handling sys-
tems. Because of the strong relationship between facilities
layout and materials handling, a brief section on techni-
ques for facilities layout is also included. A final section
showing the relationship between packaging and materi-
als handling concludes the article.
DEFINITIONS
Simplistically and intuitively, materials handling is de-
fined as handling material. However, various authors
define this term in increasingly comprehensive manners.
Meyers (4) indicates that materials handling is ‘‘the func-
tion of moving the right material to the right place, at the
right time, in the right amount, in sequence, and in the
right position or condition to minimize production costs.’’
He also states that materials handling involves the hand-
ling equipment, the storage facilities, and the control
apparatus. Tompkins and White (5) similarly state that
materials handling uses the right method to provide the
right amount of the right material at the right place, at
the right time, in the right sequence, in the right position,
in the right condition, and at the right cost. Again, the
emphasis is more than just handling materials. Storage
and control are also important. Time utility—the right
material at the right time—and place utility—the right
material at the proper place—are also emphasized. They
also point out that materials handling can be described in
terms of quantity, position or orientation, condition, space,
profit, quality, safety, and productivity, which are also
significant factors relative to packaging.
Gelders and Pintelon (2) offer the following definition
from an engineering point of view: ‘‘the art and science
involved in picking the right system, composed of a series of
related equipment elements or devices designed to work in
concert or sequence in the movement, packaging, storage
and control of material in a process or logistics activity.’’
Sims (6) states that materials handling includes the move-
ment of liquids, bulk solids, pieces, packages, unit loads,
bulk containers, vehicles, and vessels. He also defines a
materials-handling system as a series of related equipment
elements or devices designed to work in concert or sequence
in the movement, storage, and control of material in a
process or logistics activity, where each system must be
custom designed for each unique application. Finally, Sims
(6) states that materials handling is the portion of the
business and economic system that affects the physical
relationship of material, products, and packaging to the
product, process, facility, geography, or customer without
adding usable worth or changing the nature of the products.
Clearly, materials handling is more than ‘‘handling
materials.’’ It is a complex, multifaceted activity that ex-
tends beyond the physical confines of a manufacturing
facility. Properly designed materials-handling systems ,
706 MATERIALS HANDLING

although not adding value to a product, have the potential
to minimize overall costs, a nd even in the case of product/
package-delivery systems, impact the end-use customer or
consumer.
OBJECTIVES OF MATERIALS HANDLING
It is generally accepted that the primary goal of material
handling is to have the least possible handling, i.e., less
handling at less cost leading to reduced costs of produc-
tion. However, a more specific and comprehensive set of
objectives that more accurately reflects the diverse nature
of materials handling, as stated by Gelders and Pintelon
(2), are as follows:
. To increase the efficiency and effectiveness of mate-
rials flow
. To increase productivity in manufacturing (plant) or
in distribution (warehouse)
. To increase space and equipment use
. To improve safety and working conditions
. To reduce materials-handling costs
. To avoid high capital requirements
. To ensure a high level of systems flexibility, relia-
bility, availability, and maintainability
. To improve integration between materials and infor-
mation flow
. To smooth the flow of materials through the logistics
pipeline (from supplier to final customer)
How can these objectives be achieved via appropriate
materials-handling system design? The following section
provides guidance on basic principles, checklists, and
critical questions that may be used to meet one or more
of the above objectives.
BASIC PRINCIPLES OF MATERIALS HANDLING
To meet the primary goal of materials handling, as well as
the expanded objectives listed above, a list of principles
based on accumulated knowledge and practice of experts
in the field has been developed. The list of 20 principles
adopted by the Materials Handling Institute Inc. provides
rule-of-thumb advice that facilitates optimized materials-
handling system design and also serves to help develop
checklists relevant to the system under focus. A slightly
modified version (2) is shown in Table 1. These 20 princi-
ples provide an initial frame of reference to begin
the design of a new materials-handling system, make
modifications to an existing system, or analyze a system
to determine whether it is meeting predetermined
objectives.
METHODS OF ANALYSIS
Analysis of existing or proposed materials-handling sys-
tems can be approached in either a qualitative or quanti-
tative manner. To facilitate the analysis of a materials-
handling system in general, Tompkins and White (5)
Table 1. Basic Principles of Materials Handling
1. Planning: Study the problem thoroughly to identify potential solutions and constraints and to establish clear objectives.
2. Flow: Integrate data flow with physical materials flow in handling and storage.
3. Simplification: Try to simplify materials handling by eliminating, reducing, or combining unnecessary movements and equipment.
4. Gravity: Use gravity to move materials wherever possible, while respecting limitations concerning safety and damage.
5. Standardization: Standardize handling methods and equipment wherever possible.
6. Flexibility: Use methods and equipment that can perform a variety of tasks.
7. Unit load: Handle products in as large a unit load as possible.
8. Maintenance: Plan maintenance carefully to ensure high system reliability and availability.
9. Obsolescence: Make a long-range plan, taking into account equipment life-cycle costs and equipment replacement.
10. Performance: Determine the efficiency, effectiveness, and cost of the materials-handling alternatives.
11. Safety: Provide safe materials-handling equipment and methods.
12. Ecology: Use equipment and procedures that have no negative impact on the environment.
13. Ergonomics: Take human capabilities and limitations into account while designing a materials-handling system.
14. Computerization: Consider computerization wherever viable for improved materials and information control.
15. Utilization: Try to obtain a good use of the installed capacity.
16. Automation: Consider automation of the handling process to increase efficiency and economy.
17. Operation: Include operating costs (energy) in the comparison of materials-handling alternatives.
18. Integration: Integrate as much as handling and storage activities into one coordinated system, covering receiving, inspection, storage,
transportation, production, packaging, warehousing, and shipping.
19. Layout: Keep in mind that layout and materials handling are closely linked and that an interactive procedure is often needed to obtain
their best coordination.
20. Space use: Choose the material handling equipment so that effective use is made of all (cubic) space.
Source: Reprinted with permission from Materials Handling Institute, Inc.
MATERIALS HANDLING 707