Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

stopping the final draw at an appropriate point, a flange is
left on the can, but as with all metal-forming operations,
the eared and irregular collar has to be subsequently
trimmed. Prior to this, the can bottom, or base, has to be
profiled, or paneled (see Figure 8) so as to withstand
processing requirements. All these operations are usually
carried out on multilane, multistage transfer press. Set-
ups have to be coherent with regard to their production
capacity. Each follow-up machine should have a capacity
of 0.5% to 1% in excess of the foregoing one, and controlled
infeed should ensure that no jams occur at stops and
starts of the infeed whereas the machines should not be
stopped. However, because of the critical nature of the die-
trimming operation, separate machines that employ dif-
ferent principles can be used, such as rotary trimmers.
When simultaneously drawing and ironing, it is conveni-
ent to draw the body right through the die to achieve
thickness control in the flange area. In this case, the body
is trimmed and flanged in conventional D&I equipment.
For taller cans, the walls may then be beaded in the usual
machine.
Variants in metal forming equipment are the Metal Box
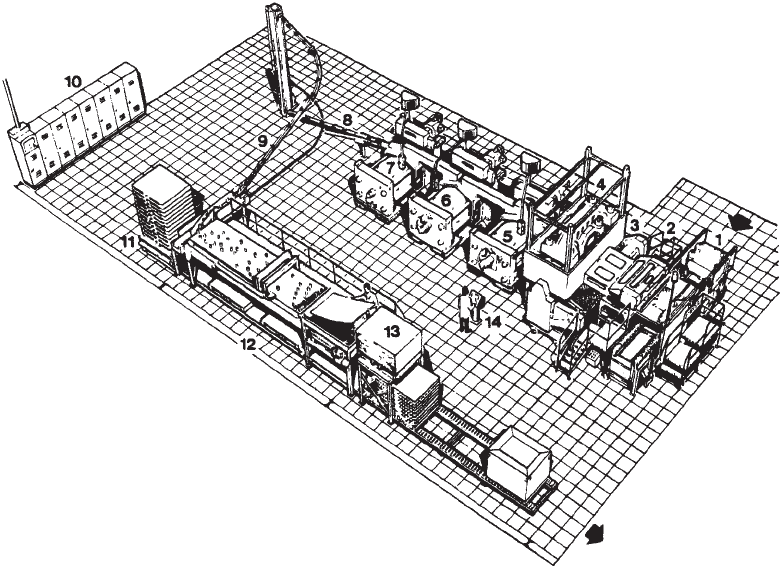
rotary press line (12) (Figure 13) and the Standun op-
posed-action press. The latter features a split blankholder
with separate pressure controls, which is claimed to
permit greater draw reductions and provide control of
wall thickness through stretching rather than ironing,
which is said to be less severe on the coating. Equipment
of various origins are on the market for small to high
production. More intelligently designed lines are engi-
neered together by canmaking experts on proven presses,
machines, and reliable toolings. Figure 8 represents such
a setup.
COATING
With the exception of three-piece cans for certain pro-
ducts, organic protective coatings are applied to both in-
and/or outside surfaces of the cans. Internally, they pro-
vide a protective barrier between the product and the
metal, whereas externally they may protect from atmo-
spheric corrosion. Outside decoration provides product
identity as well as protection especially if inks are pro-
tected by an overvarnish. Coatings are applied ‘‘wet,’’ i.e.,
the resins are suspended in a carrier for ease of applica-
tion and allowed to coalesce, flow out, or extend for proper
film forming. The coating is then baked, stoved, or cured,
according to countries of origin, first to remove the carrier,
which may be an organic solvent or a mixture, predomi-
nantly water (waterbased lacquers) and then to polymer-
ize (cure) the resins. The methods of application are in
general commercial use: roller coating in case of sheet
stock or on the outside of two-piece cans and spraying on
the inside of formed bodies. Spraying is predominantly
used for the inside of two-piece D&I cans, but DRD cans
are sometimes sprayed as well. Certain categories of
three-piece cans are sprayed for carbonated beverages or
Figure 13. Rotary press DRD line. 1, Infeed conveyor (for stack of coated sheets); 2, lubricator; 3, sheet feeder, 4, cupping press,; 5 first
redraw press; 6, second redraw press; 7, trimming and base forming press; 8, can sampling chute; 9, can conveyor (a tester is usually
inserted here); 10, electrical controls, includes press synchronization; 11, pallet feed; 12, palletizer; 13, layer pads; and 14, master control
station. Courtesy of Metal Box Ltd.
738 METAL CANS, FABRICATION
red fruit cans; the spray is a top coat applied on body-
making and side seam striping, and the material has been
roller coated. Alternative methods of application and
curing are available, such as electrophoretic deposition.
This method is also used widely for repair-coating Easy-
Opening-Ends after conversion, i.e., scoring, riveting, and
securing the pull tab. Drying and/or curing (polymerizing)
are normally carried out by forced convection using hot
air. To a lesser extent, inks and some lacquers are cured by
ultraviolet (UV) radiation, electron-beam curing, infrared,
or high-frequency energy. The most diffused nonconven-
tional inks and lacquers are ultraviolet curing products,
and they permit applications of virtually solvent-free
‘‘wet’’ coatings by conventional means. It requires
the use of specially selected materials amenable to this
form of polymerization, which demand care in storage and
handling and complete polymerization, in the interest of
health and safety. Its attraction lies in the absence of
solvents in difficult environmental situations and extre-
mely short curing times coupled with relatively low en-
ergy demand. It is thus used for high-speed operations or
where space is limited, as for instance between two or
more print color applications (‘‘Interdeck Drying’’).
Powder Coating. When resins are applied ‘‘dry’’ in the
form of fine powder, powder coating is directed in many
cases by creating an electrostatic field, which charges the
powder particles on the negative pole for being deposited
by the positive pole; the latter is the element of the can, or
the entire can body, which has to be powder coated.
In three-piece canmaking, it is specifically the weld and
the weld margin (lacquer-free) area that are coated. The
absence of solvents avoids the otherwise excessive cost
of drying and eliminates the eventual blistering caused
by trapped solvents, which cause porosity or boiling off,
because solvent-based lacquers are applied on too-hot
welds. Curing, which is a simple fusion of the applied
powder layer, is usually done by infrared radiation or high-
frequency induction heating, as hot convected air could
disturb the uncured coating. In many cases, the same
curing ovens are used for powders as well as for lacquers.
Only their length is different, as curing of the different,
products used for side-seam striping need m ore or less
curing time: polyester powder, 8 s; epoxy powders, 10 s;
airspray lacquers, 12 s; airless sprayed lacquers, 14 s; and
roller coated lacquers, 17 s. In case both powder or lacquer
have to be applied, the oven length should fit the longer
curing time. Electrophoretic deposition provides a means
for electrically depositing a resin film on a metallic sub-
strate from an acqueous suspension (13). Originally used
at low speed for protecting automobile bodies, it has now
been developed to be applied at can production speeds with
practicable voltage and current demands. Two-piece and
three-piece cans are currently coated on high production
lines on both inside- and/or outside of the bodies. Deco-
rated cans of either type can be washed, without affecting
the prints, and inside coated in the most positive way. A
system of process cells is described in Refs. (14) and (15).
It must be stressed that for food and drink cans, only
the anodic system is applicable. Compared with spray
application, it gives a more even distribution of coating
over the full can wall and base, providing a saving of the
quantity used without sacrificing the required minimum
coating thickness. Its throwing power enables it to coat
regions inaccessible to spray, which is useful for the severe
profiles that have to be used to obtain adequate container
strength with a thin plate. The system provides practi-
cally pore-free films, and practically near-to-zero milliam-
pere current permeability tests are obtained, even when
particularly severe tests are applied. Electrodeposition
was initially used (American Can Co.) to repair-coat
converted Easy Open ends, thus protecting scores, rivets,
and cut edges of the tabs, as well as other possible
damages to the roller-coated lacquer film applied prior to
stamping shells and converting. This equipment is avail-
able on the market as an improved version, which is
offered by CORIMA in Tresigallo/Italy.The thermal trans-
fer of the complete design from printed paper to a plain
coating on the can provides a method of obtaining a high-
quality decoration in two-piece cans if the extra cost is
justified (16). It is used in the Uunited Kingdom under the
trade name Reprotherm (Metal Box Ltd.) for promotional
designs or single-service beer cans.
COATING EQUIPMENT
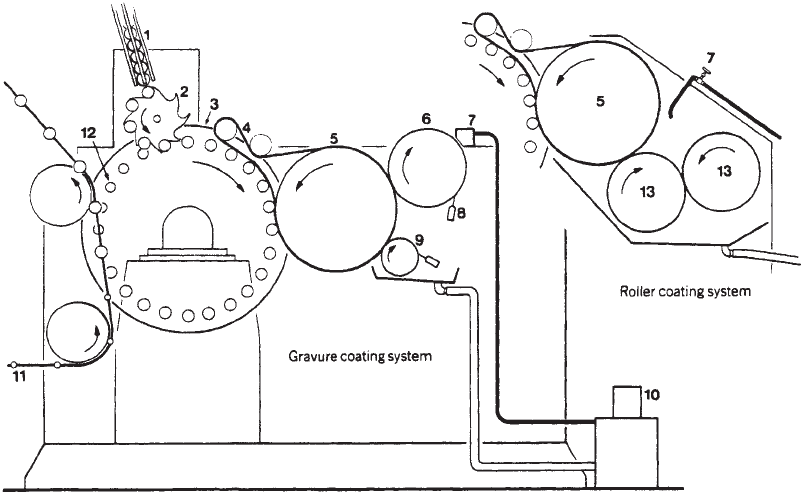
Offset Coating. Offset coating is based on the offset
printing principle, whereby a metered quantity of coating
is applied to a rubber or polyurethane covered roller, to be
transferred therefrom to the metal substrate (see Figure
14). In roll coating, metering is accomplished by a series of
steel or rubber rollers that pick up the coating from a
trough and ensure even distribution and weight control
through a combination of relative surface speed and the
pressure or gaps between them. Another method called
gravure coating employs a pattern of cavities etched into a
steel roll, which are filled as the roll dips into a trough.
The excess is removed, and the precise amount filling the
cavities is then given up to the transfer roll for offset
application onto the metal substrate.
Rotary Screen Lacquering. A third method is a develop-
ment that uses the old established principles of silk-screen
printing. The screen is in the form of a cylindrical thin,
narrow meshed sieve like metallic screen that is fed
internally with the coating material, which is forced
through the screen by an internal doctor blade onto the
transfer roll. Several patterns govern the shape (cutting
diagrams for blanks and/or ends) and weight of the
applied coating by photomechanic methods.
Roll
Coating. This method is
the most common for
coating in the flat, which is used for both coil and sheets.
In sheet coating, it is possible to cut a pattern (stencil) into
the transfer roll (which would be the blanket cylinder on
an offset press) and coat only the areas to be used for
blanks. In a large-scale operation, this could yield signifi-
cant savings in material, but it requires the sheet to be
accurately registered with the transfer roll. Most of the
present-day coaters are provided with front lays that
METAL CANS, FABRICATION 739
ensure precise registering, and magnetic or vacuum cy-
linders avoid irregular travel of the sheets while being
transferred by the pressure contact between the transfer
roll and the compression cylinder.
Rotary-screen coating permits a better definition of the
pattern in the applicator itself without cutting (or stencil-
ing) the transfer roll, which leaves a sharper, cleaner edge
between coated and uncoated areas. Other advantages
claimed are the ability to apply double the coating, which
could possibly save one pass, i.e., the coating operation
and curing, as well as applying differential coating
weights on adjacent areas of the sheet or on individually
coated spots. Thus, the coating pattern can be identical to
an end-cutting diagram whereon all geometrical losses
(shreds and skeleton) remain uncoated. In this way, the
flange area of any end that receives the sealing compound
can receive a low-weight lacquer film, whereas the curl
portion can remain totally unlacquered. There is a twofold
advantage: water-based compound adheres better on un-
coated endstock, and the blank cut in the end-stamping
press is made on a lacquer-free area. Cured resins,
especially when they ‘‘feather,’’ act as emery in end tools,
adhere to the tool parts, and scratch other ends, which
causes downtime for cleaning. The uncoated curl area is
covered by compound, at least to 1/64 in. from the cut edge
of the end and does therefore disappear in the double-
seam end hook.
Roller coating is similarly used, although in reduced
dimensions as compared with sheet coaters, for the out-
side of two-piece cans. For this application, however, the
more precise method of gravure coating is gaining favor.
Decorators operate in a similar fashion (17) but are
considerably more complicated, because they apply four,
and sometimes up to six colors with extreme accuracy of
registration to build up the total picture. Thus, a can
decorator uses the same can-handling system as the
coater, replacing the coating head by a reduced size offset
press printing equipment for each color, all of them four
to six colors, transferred onto one and the same blanket
cylinder, which transfers the total label onto the can
envelope in one rotation of the can. Cans (in the same
way as collapsible tubes) are stripped from the printing
mandrels and are transferred onto the pins of the pin oven
chain for curing.
Spraying. The method normally employed is the airless
spray system, where atomization of the enamel into fine
droplets of appropriate size is achieved by the use of high
pressure on the enamel, about 650–850 psi (45–60 kg/cm
2
).
A spray gun consists of a spray nozzle designed to give the
desired spray pattern, a needle valve to cut off the flow
without dripping, and the means to activate the valve at
high speeds, usually a solenoid.
Because the viscosity of the enamel has a decisive
influence on the spray pattern, discharged quantity and
dripping, it is heated and continuously circulated through
the gun. The quantity of lacquer deposited in the can is
determined by precise timing of the valve. A typical spray
time is approximately 100 ms. In modern practice, the gun
is at a fixed position at the mouth of the can, although
machinery exists for moving it axially inside the can during
spraying. This is called a lancing gun. The can is indexed to
a position in front of the gun and rotated at about 2000 rpm
to ensure an adequate number of rotations while spraying
is in progress. It is practically compulsory to keep rotating
the can on its way from the spray coater to the oven to
Figure 14. Offset coating, showing application to two-piece can bodies. 1, Body infeed; 2, star wheel; 3, mandrel wheel; 4, prespin; 5, offset
cylinder; 6, gravure roll; 7, coating material feed; 8, doctor blade; 9, stabilizer roll; 10, coating material tank, with pump; 11, oven pin chain;
12, mandrel; and 13, metering rolls.
740 METAL CANS, FABRICATION
assist flow out (extension and full wetting for poreless film
formation and avoid rundown) and even distribution. The
pattern of coverage and number of coats depend on the type
of product to be packed (beer or carbonated soft drinks), the
can material (steel or aluminum), and the can size (h/d
ratio). Coverage can be total, where one spray covers the
total area, or zonal, where one spray is directed towards the
base and lower side wall of the can, and a second one
covering the upper side wall of the can up to its open end.
Two coats may be applied in consecutive indexing stations
on the same machine (wet on wet) or in separate machines
with intermediate drying (wet on dry).
Internal Side-Seam Protection for Welded Cans. The bare
metal that exists in the weld area must be protected in
many cases. Roller coating, spray, and electrostatic pow-
der coating are used. The applicator is mounted on an
extension of the welding arm through which the coating
material is supplied from a connection fitted before the
can cylinder is formed around it. Roller coating permits a
low-pressure fluid supply, but the lack of space makes the
applicator components extremely small as they must be
contained inside the sometimes small internal can dia-
meter, i.e., 202 cans. Spray application requires a high-
pressure fluid supply. Although good initial coverage can
be achieved, liquid enamel tends to retract from sharp
edges and cause eventual ‘‘splashes,’’ so that high applica-
tion weights are needed for adequate coverage of the cut
edge of the blank. The overspray, which escapes from the
gaps between the cans, poses exhaust problems, especially
in avoiding external contamination through drips. Powder
is fluidized with air for conveyance through the welding
arm and electrostatically charged to achieve deposition on
the welded area. This method undoubtedly provides the
best protection, but it is expensive in material and must be
run carefully in production. Wherever epoxy powders can
be applied instead of polyester ones, the material cost is
substantially reduced.
BIBLIOGRAPHY
1. Brit. Pat. 621,629 (June 16, 1949), J. Keller.
2. U.S. Pat. 760,921 (May 24, 1904), J. J. Rigby (to E. W. Bliss
Company).
3. U.S. Pat. 2,355,079 (Aug. 8, 1944), L. L. Jones (to American
Can Company).
4. Brit. Pat. 1,574,421 (Sept. 10, 1980), J. T. Franek and E. W.
Morgan (to Metal Box Ltd.).
5. Brit. Pat. 910,206 (Nov. 14, 1962), Soudronic AG.
6. Fr. Pat. 2,338,766 (Aug. 19,1977), E. E. V. V. Saurin and E. V.
Gariglio.
7. Brit. Pat. 1,256,044 (Dec. 12, 1971), E. Paramonoff and H.
Dunkin (to Standun Inc.).
8. U.S. Pat. 3,270,544 (Sept. 6, 1966), E. G. Maeder and G. Kraus
(to Reynolds Metals Company).
9. U.S. Pat. 3,704,619 (Dec. 5, 1972), E. Paramonoff (to Standun
Inc.).
10. Brit. Pat. 1,534,716 (Dec. 6, 1978), J. T. Franek and P. H.
Doncaster (to Metal Box Ltd).
11. Brit. Pat. 2,083,382B (Mar. 24, 1982), J. B. Abbott and E. O.
Kohn (to Metal Box Ltd.).
12. Brit. Pat. 1,509,905 (May 4, 1978), J. T. Franek and P.
Porucznik (to Metal Box Ltd.).
13. Brit. Pat. 455, 810 (Oct. 28, 1936), C. G. Sumner, W. Clayton,
G. F. Morse, and R. I. Johnson (to Crosse & Blackwell Ltd.).
14. U.S. Pat. 3,922,213 (Nov. 25, 1975), D. A. Smith, S. C. Smith,
and J. J. Davidson (to Aluminum Company of America).
15. Brit. Pat. 1,604,035 (Dec. 2, 1981), T. P. Murphy, G. Bell, and
F. Fidler (to Metal Box Ltd.).
16. Brit. Pat. 2,101,530A (Jan. 19, 1983), L. A. Jenkins and T. A.
Turner (to Metal Box Ltd.).
17. Brit. Pat. 1,468,904 (Mar. 30, 1977), (to Van Vlaanderen
Container Machinery Inc.).
General References
A. L. Stuchbery, ‘‘Engineering and Canmaking,’’ Proceedings of
the Institution of Mechanical Engineers, 180, 1, 167–1193
(1965–1966).
J. T. Winship, Am. Machinist, Special Rep. No. 721, 155 (Apr.
1980). Explains how metal containers are made.
The Metal Can, Open University, Milton Keynes, UK 1979, 52 pp.
C. Langewis, Technical Paper MF80–908, Society of Manufactur-
ing Engineers, Detroit, MI, 1980.
E. Morgan, Tinplate and Modern Canmaking Technology, Perga-
mon Press, London, UK, 1985. Contains a broad summary of
printing processes.
W. A. H. Collier in Proceedings of Cold Processing of Steel, The
Iron and Steel Institute and the Staffordshire Iron and Steel
Institute, Bilston, UK, Oct. 1971 and Mar. 1972, pp. 70–77.
Describes drawing, forming, and joining of steel containers.
J. D. Mastrovich, Lubrication 61, 17 (Apr./June 1975). Describes
aluminum can manufacture.
Proceedings of 1st International Tinplate Conference, Interna-
tional Tin Research Council, London, Oct. 1976. Full set of
papers and discussions issued in book form which provide the
best source of reference for can-making technology. Papers
include: G. F. Norman, ‘‘Welding of Tinplate Containers—An
Alternative to Soldering,’’ Paper 20, pp. 239–248; J. Siewert
and M. Sodeik, ‘‘Seamless Food Cans Made of Tinplate,’’ Paper
13, pp. 154–164; and W. Panknin, ‘‘Principles of Drawing and
Wall Ironing for the Manufacture of Two-Piece Tinplate Cans,’’
Paper 17, pp. 200–214.
Proceedings of 2nd International Tinplate Conference, Interna-
tional Tin Research Council, London, Oct. 1980. Papers in-
clude G. Schaerer, ‘‘Food and Beverage Can Manufacture,’’
Paper 17, pp. 176–186.
Proceedings of 3rd International Tinplate Conference, Interna-
tional Tin Research Council, London, Oct. 1984. Papers in-
clude W. Panknin, ‘‘New Developments in Welding Can
Bodies;’’ G. Schaerer, ‘‘Soudronic Welding Techniques—A Pro-
moter for the Tinplate Container;’’ and R. Pearson, ‘‘Side Seam
Protection of Welded Cans.’’
Developments in the Drawing of Metals, Conference organized by
The Metals Society, London, UK, May 1983. Section on deep
drawing and stretch forming, pp. 76–125. Papers include P. D.
C. Roges and G. Rothwell, ‘‘DWI Canmaking: The Effect of
Tinplate and Aluminum Properties,’’ E. O. Kohn, ‘‘The Use of
Spinning for Re-forming Ultra-thin Walled Tubular Contain-
ers;’’ and three papers on aspects of deep drawing.
A. M. Coles and C. J. Evans, Tin and Its Uses, International Tin
Research Institute, Hertfordshire, UK, No. 139, 1984, pp. 1–5.
METAL CANS, FABRICATION 741
F. L. Church, Mod. Metals 37, 18 (July 1981).
N. T. Williams, D. E. Thomas, and K. Wood, Metal Constr. 9, 157
(Apr. 1977); 9, 202 (May 1977).
A. G. Maeder, Aerosol Age 18, 12 (Nov. 1973). Still the best first
introduction to the subject.
D. Campion, Sheet Metal Ind. 57, 111 (Feb. 1980); 57, 330 (Apr.
1980); 57, 563 (June 1980); 57, 830 (Sept. 1980).
S. Karpel, Tin Int. 54, 208 (June 1981).
Metal Decorating and Coating, Annual Convention of National
Metal Decorators Association (NMDA), October, annual. Re-
viewed in Modern Metals.
E. A. Gamble, J. Oil Colour Chem. 10, 283 (1983).
METALLIZING, VACUUM
ROBERT BAKISH
Bakish Materials Corporation,
Englewood, New Jersey
INTRODUCTION
Vacuum metallizing, which is a physical vapor-deposition
(PVD) process, produces coatings by thermal evaporation
of metals under conditions that permit and enhance this
deposition on a wide range of substrates. It is a process for
the manufacture of a great variety of products, which
include a diversity of polymeric webs of interest to the
packaging industry.
The key here is the thermal evaporation of metals.
Changes in needs and demand for new products have also
led to the application of this process for coating of these
webs with a variety of ceramics.
The control of the evaporation process and the evapor-
ant depends on the thermal source, the properties of the
evaporant, the vessel from which one evaporates, the
manner of holding and supplying of the evaporant, and
last but not least, the prevailing process pressure and/or
environment.
In the equipment where this coating is performed, i.e.,
the vacuum metallizers, variables such as geometry,
distance between the evaporant source and web, and
presence or absence of chill rolls, which is a system
component that determines the substrate temperature
and coating velocity, all affect the properties of the coating.
Although sputter technology, which is another PVD
process, could also be considered and in fact is a vacuum
metallizing process, it is not referred to here. The process
is considerably slower, and its high costs truly eliminate it
from consideration in production of coatings for the packa-
ging industry that this encyclopedia serves.
THERMAL SOURCES
Today, three basic heat sources are used in vacuum
metallizing: resistance heating, induction heating, and
electron-beam heating.
Resistance Heating. Source development began with
resistance heating using refractory metals. The successful
resistance source is an electrical conductor with resistivity
that allows it to reach the evaporation temperature with
reasonable current flow. This material must have a higher
melting point and lower vapor pressure than the evapor-
ant. It also must be chemically inert to the evaporant, and
it certainly should not form by-products that could de-
grade the properties of the films produced. The source
should be so designed to be able to contain the evaporant.
The ease of handling and advantageous cost should also
be integral characteristics of this source. The refractory
metals—tungsten, molybdenum, and tantalum—have
these characteristics, although tungsten is by far the
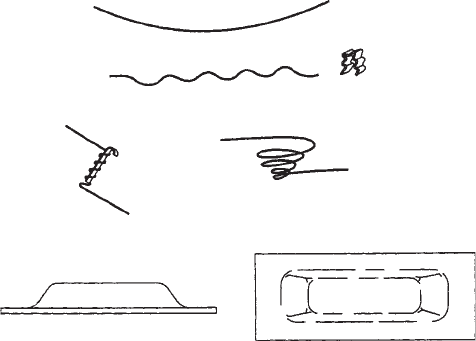
preferred source. A range of configurations for braided
wires to refractory metal boat sources is to be found in
service. Usually when complexly shaped containers are
needed, one will use tantalum. Resistance-heated wire
sources and refractory metal boats sources are shown in
Figure 1 (1). The refractory metal resistance source re-
mains in use in small installations, but when we speak of
industrial applications, the intermetallic boat is now the
mainstay. Initial success with resistance-heated ceramic
boats were recorded in the 1960s (2).
Let us now look at these. Boron nitride (3) with a filler
of aluminum nitride, which permits the materials to be
shaped in virtually any desired shape, seems to have wide
acceptance for boats. This material has zero resistance
when cold and an increasing resistance as the tempera-
ture increases.
As a result, sophisticated controls of the heat input are
needed for these boats. Three-phase boats that consist of
boron nitride, aluminum nitride, and titanium diborate
are also used. Here, the A1N is added for its thermal
conductivity and electrical resistivity properties. These
boats operate at voltages of the order of 20 V with pro-
grammable current input that limits the power to the boat
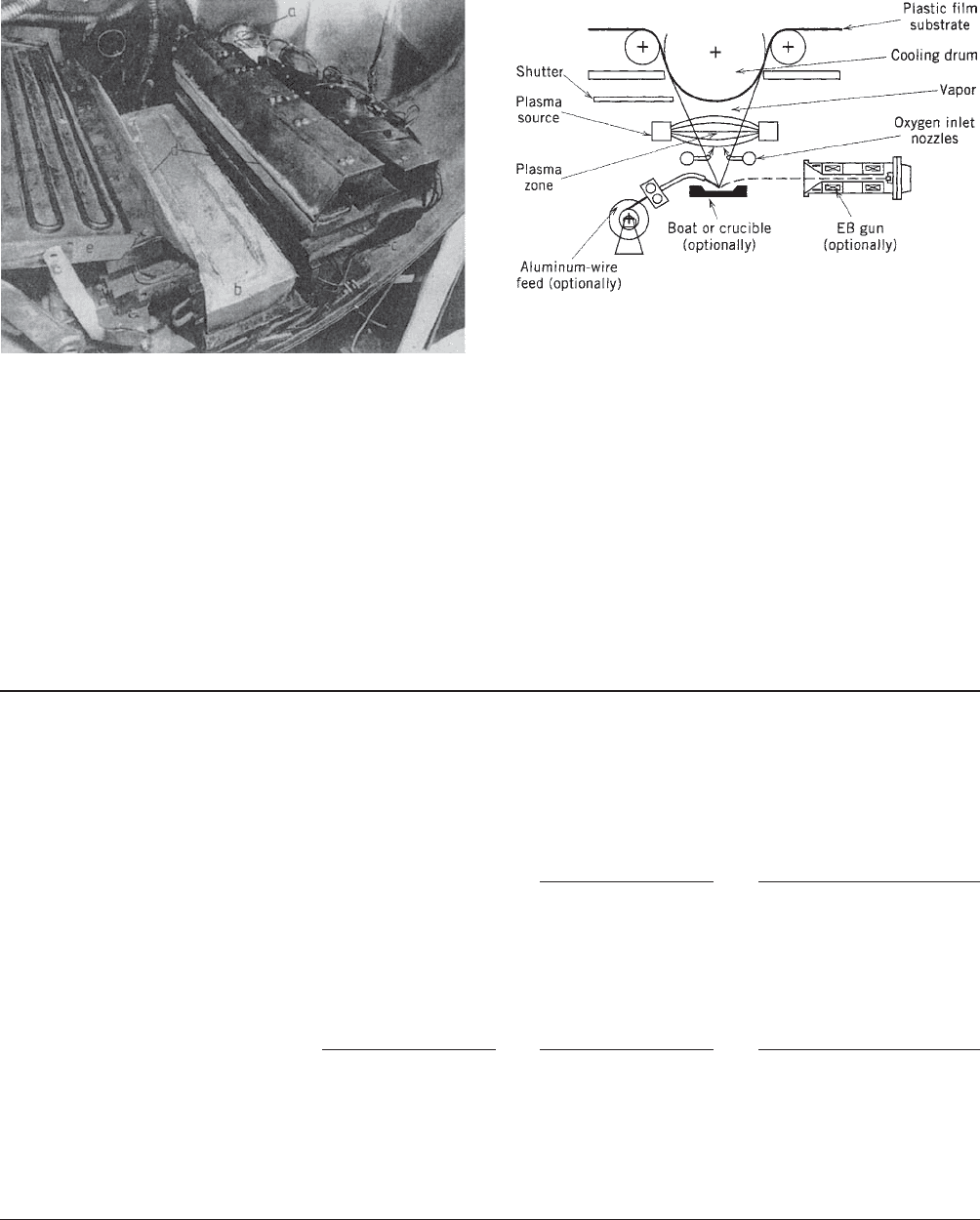
when it is cold to avoid cracking. There is a variety of ideas
for the most efficient way to power the boats; two of these
are shown in Figure 2 (4). Figure 2(a), which shows a
Figure 1. Resistance-heated wire sources (top); refractory metal
boat source (bottom).
742 METALLIZING, VACUUM
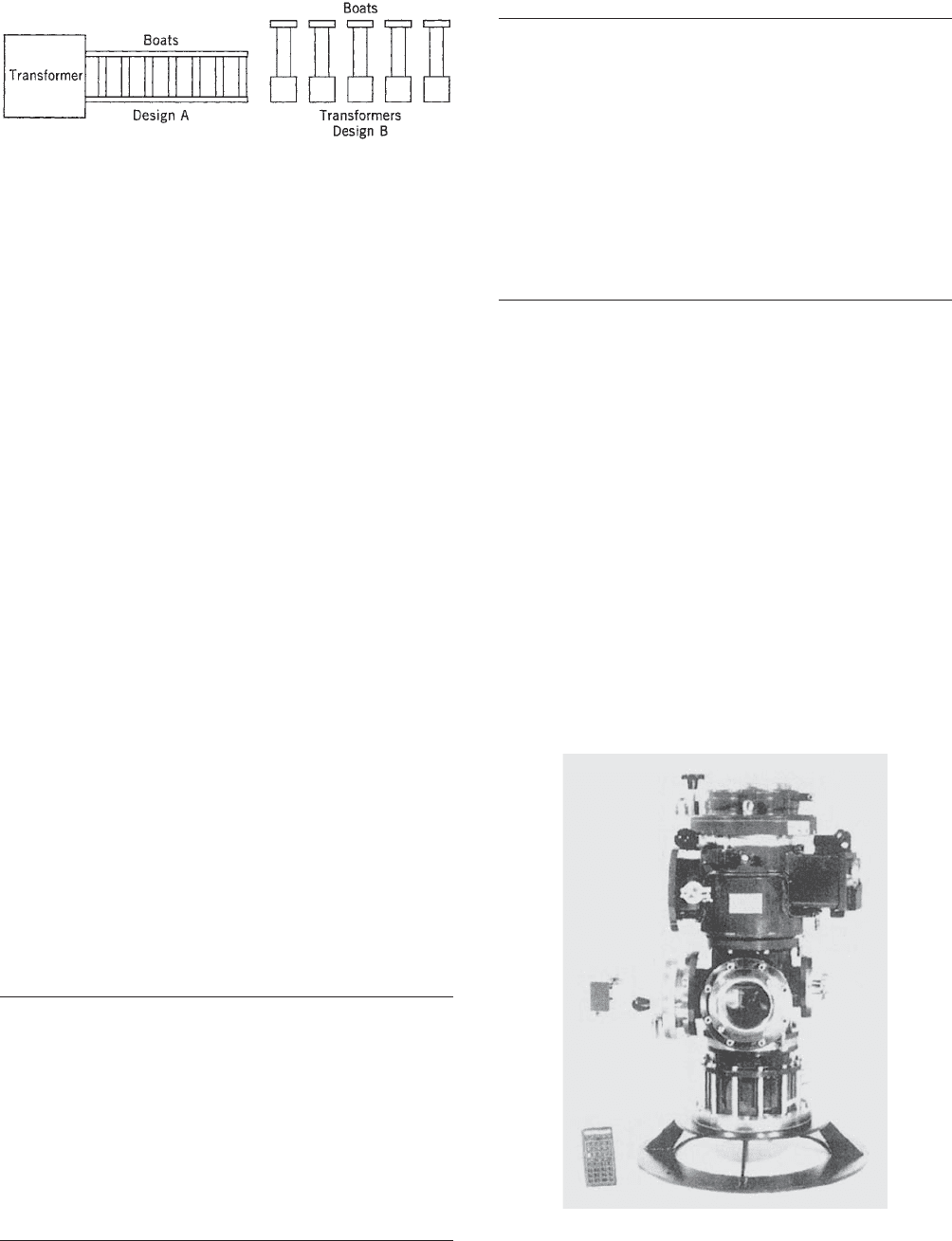
system where a single transformer is used to power all
boats, has two main disadvantages. The first is that there
is a voltage drop from the first to the last boat, which
makes it virtually impossible to control the individual
boats. The alternative approach, which is shown in Figure
2(b), is the more common and preferred method used. It
permits individual boat control, which makes possible
setting of uniform heating despite resistivity changes
caused by aging of the boats.
In addition, the design of boats clamping must be
properly engineered to permit good electrical contact and
avoid mechanical stresses caused by thermal expansion.
Various designs are possible. The size of the evaporation
boats is dependent on the individual machine, and a wide
range of opinions are related to boat size. Boats are
habitually wire fed with a wide variety of feed drives to
be found in the field. Overall resistance heating is rapid
and provides efficient deposition rates. This source also
has lower outgassing rate. The choice of boat material is
determined for each installation based on machine para-
meters, operation experiences, and end-product require-
ments. Boat life varies extensively. Table 1 (5) shows some
of the factors that influence it.
Induction Heating. Induction heating is the second heat
source used here. Although in the past it used to be a very
popular source, it seems that U.S. and European produ-
cers of metallizers have abandoned it in favor of resistance
heating. Their reason for the move in this direction was
their feeling, based on experience, that this source was
difficult to operate, that it could not be feed continuously,
and that it had unfavorable economics.
By contrast, it seems that ULVAC, the premiere Japa-
nese metallizing equipment producer, has remained loyal
to induction heating (6) for its metallizers. ULVAC feels
strongly about it, listing the advantages in Table 2 (7).
Electron-Beam Heating. In electron-beam heating, the
heat generated is a result of an energy conversion process.
Here, the kinetic energy of the highly accelerated elec-
trons is converted to heat on impact with the workplace.
The electron gun is a device that generates electrons and,
after columniating them, directs them to the workplace.
Electron-beam heating has no upper limit, which makes it
possible to evaporate virtually any material. Today, trans-
verse and axial electron guns are to be found in metalliz-
ing systems. The transverse guns generate the electron
beam, and after a 2701 bending direct it to the workpiece.
The reason for this path is mandated by the need to
maintain the area where the electrons are generated
free of the high-density material vapors that habitually
are found on top of the evaporant and that can and will
defocus the beam reducing its efficiency. The axial guns
generate the beam and axially directs them to the
workpiece.
Figure 2. Two modes of powering resistance boats.
Table 1. Some Factors Influencing Boat Life
Electrical contact
a
Initial heating
a
Initial wetting of the cavity
a
Operating temperature
a
Utilization of cavity area
a
Vacuum level
Number of cycles (length of rolls)
Purity of aluminum wire
Correct resistivity
Age of unused boats
Cooling of boats
a
Boat defects
a
Operator controllable.
Figure 3. A 100-kW von Ardenne Anlagentechnik gun and
parameters.
Table 2. Advantages of Induction Heating
Constant evaporation rate
Stable control on thickness uniformity using multiple evaporation
source
No splaches; pinhole-free film can be coated
Automatic control of evaporation rate is easy and simple to
operate
Aluminum purity can be 3N, instead of 4N or 5N
Aluminum blocks used can be easily available (10–300 g/piece)
Cheap running cost of evaporation source
Crucible life is long, and can be used for more than 40 batches
Simple evaporation source mechanism
Dense evaporated film structure
Higher yield of evaporation source: 95–98% for crucible and 90–
93% for boat
METALLIZING, VACUUM 743
With these guns, the beam is magnetically deflected to
effect desired coverage of the evaporant filled crucible. A
typical axial gun is given in Figure 3. It can produce a
beam that, by suitable deflection, can cover the crucible
containing the evaporant with virtually any desired con-
figuration. This includes the beam in a line configuration
that was first introduced in 1984 (8), which makes possible
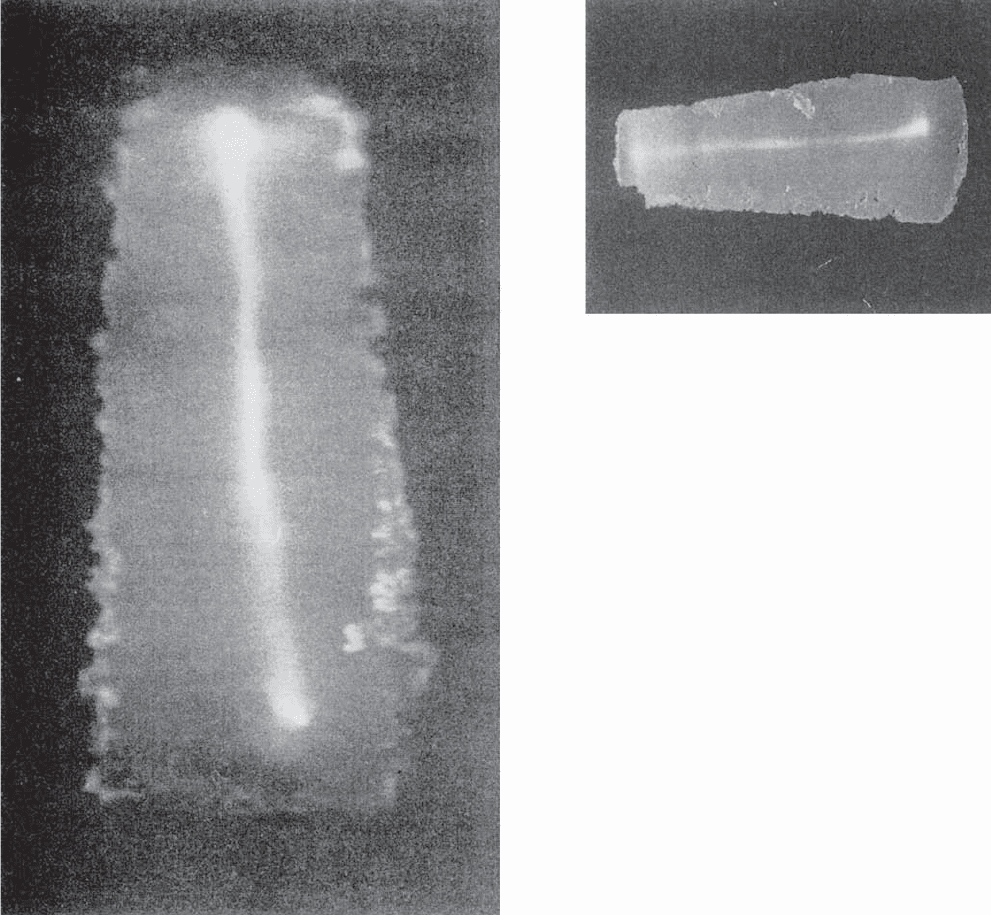
the generation of a uniform vapor curtain (see Figure 4).
When using electron-beam heating, one must ensure
that virtually no secondary electrons impinge on the
polymeric web; unless this is accomplished, their thermal
load will lead to severe damage and even complete
destruction of the web. Figure 5 shows 1000-mm crucible
and magnetic trap for an electron-beam line evaporator in
a roll-coating plant. Note, in electron-beam heating, that
the evaporant, depending on its nature, is evaporated
either from a cold crucible (i.e., water-cooled copper) or
from a hot crucible vessel that can be made of a variety of
ceramic materials. The specific selection is based on
compatibility with evaporant. Table 3 shows a theoretical
comparison between resistance and electron-beam heat-
ing for aluminum coating (9). As you can observe from this
table, the electron-beam heating, although more expen-
sive, is notably simpler.
From the heat sources, only electron-beam heating can
be used for direct evaporation of ceramics. The electron
beam can also be used for a deposition process referred to
as plasma-activated reactive evaporation of aluminum
(10). The geometry of the process is shown in Figure 6
(10). This process can be carried out equally well with a
resistance-heated boat evaporator. Table 4 (10) shows
maximum rates obtained by reactive evaporation. We
Figure 4. Evaporation line of an electron-beam line evaporator for 1000-mm web width.
744 METALLIZING, VACUUM
are likely to observe considerably more reactive evapora-
tion applications in the future. Reference should also be
made to Table 5 for the advantages and limitations of the
electron-beam evaporation (11).
METALLIZING EQUIPMENT
As with equipment to carry out any other process, so with
metallizing equipment the details of the system are
governed by the process to be used, and the product that
it must produce. Once details are fixed, the ability to carry
out the process in the system depends on the competence
and the skill of the equipment producer. By saying this,
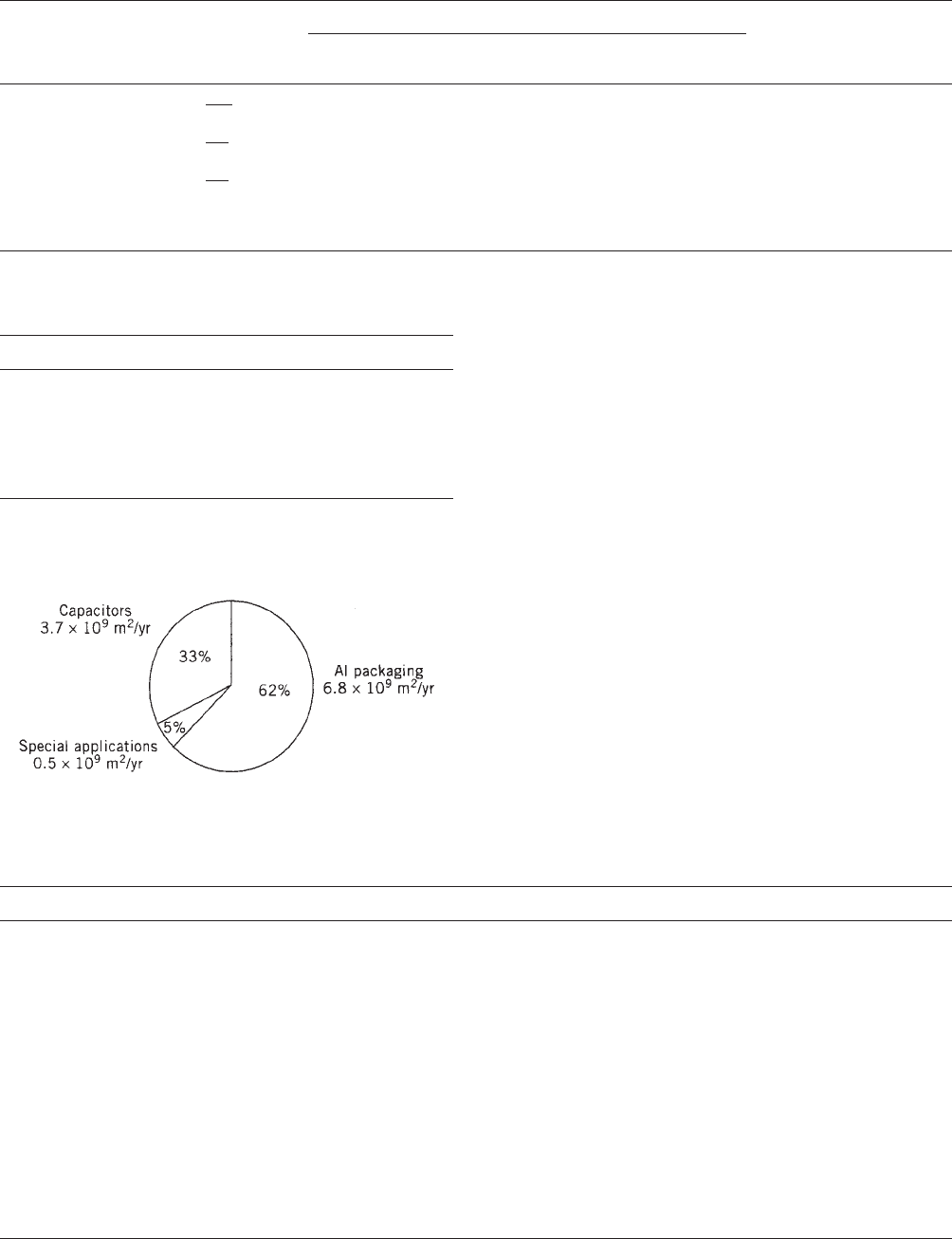
one could say that the estimated 500 metallizers operating
in the world today are, in fact, 500 different pieces of
equipment. The estimate of their production is given in
Figure 7 (12). Although in the true sense of the word this
might be correct, I will only refer to a few typical systems.
The metallizers, or roll coaters, if you will, accomplish a
wide range of tasks far and beyond the needs of the
packaging industry, which is the largest consumer of
Table 3. Comparative Theoretical Evaluations between EB and Resistance Heating
General assumptions
1000-mm coating width
400-A Al layer
10-ms
1
coating speed
12-mm PET
645/1000-mm roll diameter
3-shift operation
85% machine availability
Resistance-heated boats EB
Cost calculation basis
Number of boats/crucible 11 1
Price per boat ($) 35 400
Boat/crucible lifetime (h) 17 100
Pumpdown time/conditioning (min) 5 20 (15)
a
Vent time (min) 5 20 (5)
a
Investment costs (percent) 100 112 (120)
a
Resistance-heated boats EB EB with crucible lock chamber
Coating profitability 645-mm roll diameter
Annual productivity (tons/yr) 1502 1141 1402
Coating costs ($/kg) 0.47 0.62
2
0.53
b
0.57
3
0.50
c
1000-mm roll diameter
Annual productivity (tons/yr) 2093 1799 2036
Coating costs ($/kg) 0.37 0.45
b
0.43
b
0.40
c
0.38
c
a
With crucible lock chamber.
b
EB evaporator with 50% higher Al consumption.
c
EB evaporator with same Al efficiency as intermetallic boats. The calculation shows that in case of aluminum coating of PET, the EB-coating costs are
definitely higher mainly because the inherently higher possible evaporation speed of the EB evaporator cannot be used.
Figure 6. Schematic of the aluminum oxide deposition process
by plasma-activated reactive evaporation of aluminum.
Figure 5. 1000-mm crucible and magnetic traps in a roll-coating
plant.
METALLIZING, VACUUM 745
polymer films coated with aluminum. It is thus appro-
priate to refer to Table 6 (13), which refers to most, if not
all, products that can be made in metallizers. However,
many of these are actually products of sputter technology.
Increased productivity and lower costs have been the
engine driving this technology since its introduction. They
have been responsible for (a) the widening of the metalli-
zers, with ability to coat today’s widths, exceeding 125 in.;
(b) the increases in coating speed, today getting ready to
exceed 3000 ft/min; and (c) numerous quantum leaps from
the manual controls of yesterday, to fully computer-con-
trolled systems of today (14), including the use of artificial
intelligence (AI) techniques to provide real-time process
control and troubleshooting advice (15).
Let us now look at schematics of few of the large variety
of web coaters built over the years for the purpose of
illustrating the equipment that operates in industry.
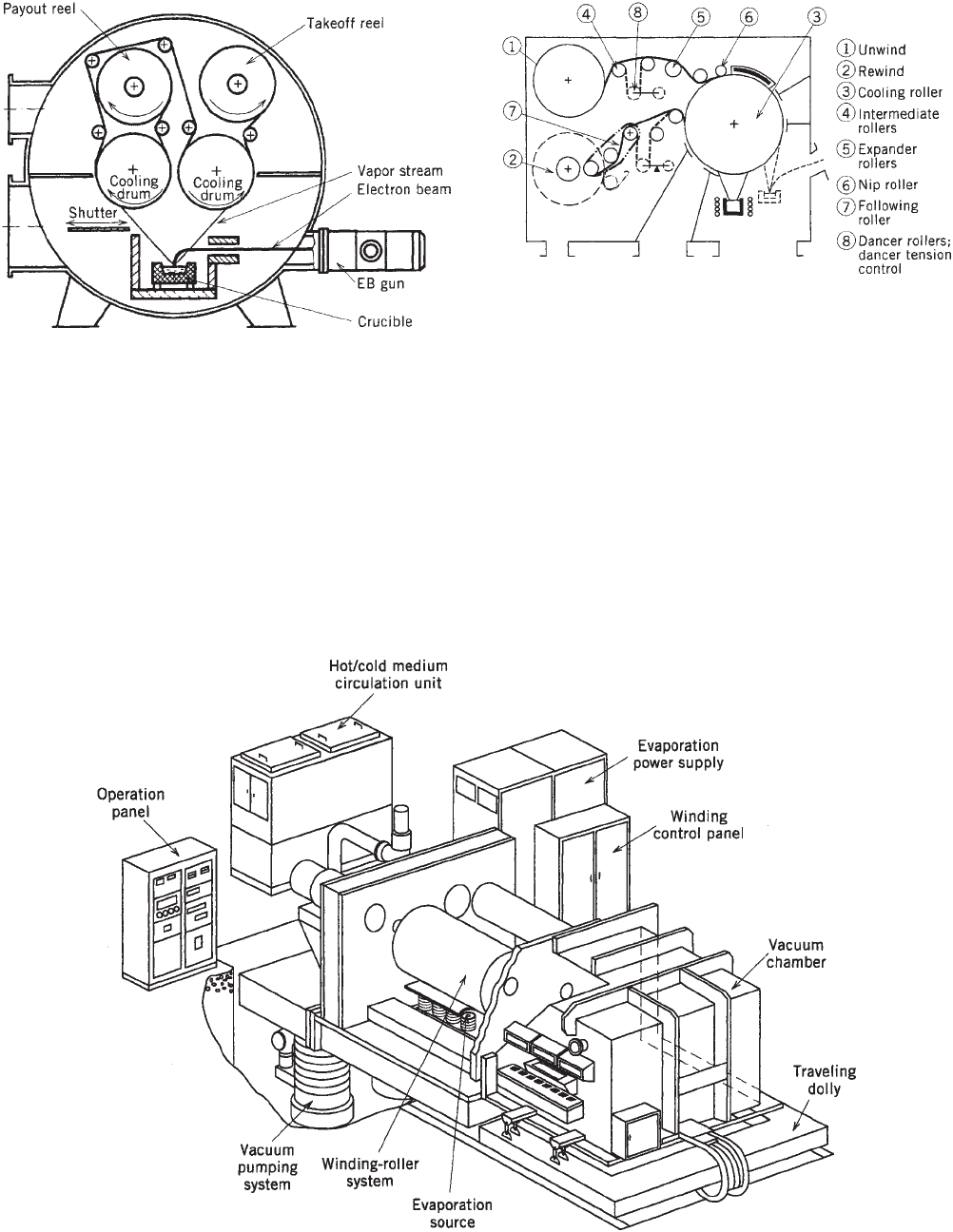
Figure 8 (16) shows a cross section of a coater representing
smaller type machines. In this schematic, electron-beam
heating is indicated, although resistance heating for such
systems is much more common. Figure 9 (17) shows a
schematic of a coater, and Figure 10 (17) show its internal
rolls assembly; note both electron-beam- and induction-
heated sources. Figures 11 (18) and 12 (19) show cross
sections typical of a high-speed, large machine. All these
Table 4. Maximum Evaporation Rates and Theoretically Derived Deposition Rates for Reactive Aluminum Evaporation
a
Boat Evaporator
per 100 mm (1 boat) per 1000 mm (10 boats)
EB Line Evaporator per
1000 mm
Maximum evaporation
rate (Al)
g
min
12 (cavity 30 cm
2
) 120 E200
Derived deposition rate
(Al)
nm
s
2400 (200 nm/s per 1 g/min) 2400 E4000
Derived deposition rate
(Al
2
O
3
)
nm
s
75%–150% of Al deposition rate depending on the location of O
2
inlet
Limitation for Al
evaporation rate
Size of boats (max. 0.4 g/min
per cm
2
cavity)
Number of boats per 1000 mm
(10 boats per row)
Splashing (max. 2 g/min
per cm
2
)
a
Precondition: No other limitation for deposition rate.
Table 5. Advantages and Limitations of EB Evaporation
Advantages Limitations
High deposition rates for metals and
dielectrics
Low source efficiency
Multisource control
Direct deposition of oxides, fluorides,
sulfides, and magnetic materials
Source inventory
Thermal load to
substrate
Coating material change over flexibility Source orientation
Figure 7. Estimates of worldwide 1993 metallizing production
capacity.
Table 6. Present and Future Applications of Roll Coaters
Application Products
Gold and silver yarns Obi(sash), sash clip, bag, tie, sandals, curtain, towel, shawl, socks, slippers, embroidery, table cloth,
lace, stage costome, tatami brim, etc.
Ornaments Interior decorations, Christmas-tree decorations, nameplate, case, ballom, cosmetic package, etc.
Stamp foils Pencil, book cover, postcard, label, Christmas card, poster, cigarette package, picture frame, lighter,
cassete case, kimono, kimono sash, etc.
Packages Medicines, confectionary, rice, cigarette, food, etc.
Building materials Parasol, sunshade, greenhouse shade, interior wall, heat-insulation wall, solar film, firefighter’s suite,
curtain, space suit, etc.
Farming materials Reflective sheet, beach mat, cooler bag, scarecrow, etc.
Reflection sheet Traffic sign, number plate, mirror, guidance sign (airplane), etc.
Food package Lunchbox, tableware, etc.
High added value products Magnetic tape, copying film (substitute of copy drum), aerial photograph film, optical filter, multilayer
flexible circuit board with polyimide, etc.
Precision capacitor Logic circuit (communication device, personal computers, etc); bypass capacitor (TV, radio, VCR, etc).
Phase advance capacitors High industrial power unit, etc; low power—washing machine, motor, Pachinko machine, home
bakery, fluorescent lamp.
746 METALLIZING, VACUUM
are referred to as batch or semicontinuous coaters. The
production cycle of these machines habitually consists of
four steps as follows: (a) precoating, (pumpdown), (b)
coating, (c) venting, and (d) recharging. These steps vary
from machine to machine. Figure 13 (20) shows an exam-
ple of such a cycle. One could look at it as somewhat
representative of batch systems. However, one should note
that there is considerable variation in the production cycle
from machine to machine.
To increase productivity, air-to-air machines have been
built. The producer of one of these (21) claims that output
here can be increased up to 50% in relation to a batch-type
machine. Figures 14 (20) and 15 (21) show schematics of
air-to-air metallizers. The costs of the equipment, however,
are notably increased. Although a limited number of air-to-
air machines serve the packaging field, this type of in-
stallation remains primarily the province of metal strip
coaters. To round up the discussion on metallizers,
one should examine a couple of 1995 vintage systems
serving the packaging and related industries. Figure 16
(left—machine; right—schematic) shows the Leybold
Figure 9. Schematic of a coater.
Figure 8. Outline of a vacuum roll coater typical of smaller
machines.
Figure 10. Internal roll assembly of water shown in Figure 9.
METALLIZING, VACUUM 747