Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

electron-beam-powered ‘‘top beam’’ 2-m-wide coater for the
packaging industry, whereas Figure 17 shows the resis-
tance-powered ‘‘mega’’ 3-m-wide Galileo metallizer.
One can examine the equipment discussed above as the
classic metallizing equipment. Efforts to develop competi-
tively priced transparent barrier coatings, in progress for
some time, are continuing. With minor exceptions, the
products developed from these activities to date have yet
to make a major impact on the coated products for the
packaging market. Numerous reports on this research and
development and on specific systems for production of
such coatings can be located in the proceedings of the
International Vacuum Web Coating Conference beginning
in 1987 and those of the Society of Vacuum Coaters
beginning in 1986. Many technologies for applying trans-
parent barrier coatings are referred to in these publica-
tions. Specifically for coatings of SiOx, one can electron-
beam evaporate silica. An alternate way to produce
coatings of the same compound is through the reactive
evaporation of silicon monoxide. SiO
2
coatings can be
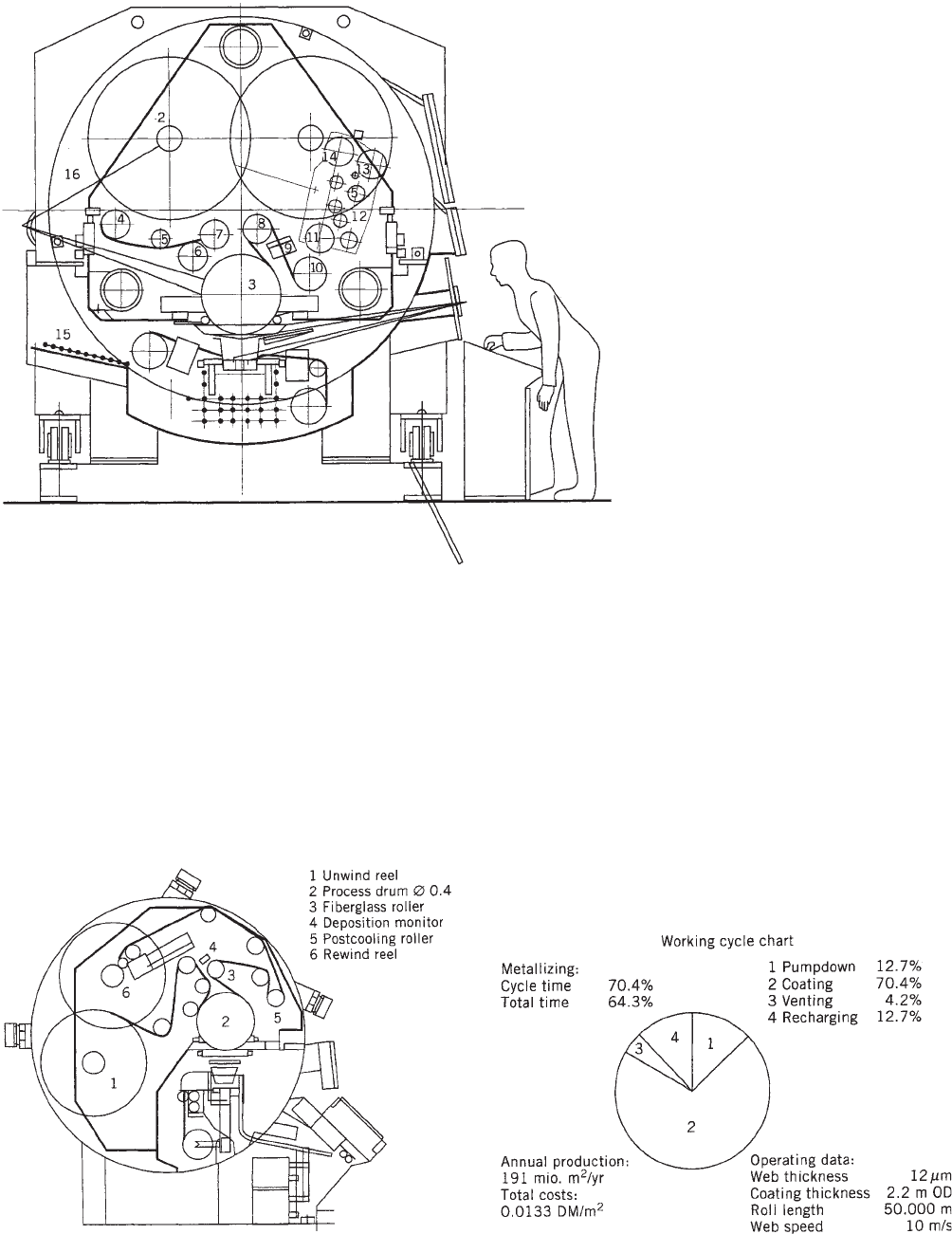
Figure 11. Cross section of a typical high-
speed large machine.
Figure 12. Cross section of a typical high-speed large machine.
Figure 13. Representative working cycle.
748 METALLIZING, VACUUM
produced by plasma-enhanced chemical vapor deposition
(PECVD) of organosilenes. Al
2
O
3
coatings can be produced
by anodization of aluminum coatings, which is entirely
impractical, and by electron-beam evaporation of Al
2
O
3
.
AlOx coatings can be produced by reactive evaporation of
aluminum.
CONCLUSION AND A LOOK AT THE FUTURE
The field of vacuum metallizing serving the packaging
industry has been one of steady-state growth. Advances in
equipment have lead to price reductions of vacuum-me-
tallized products and an ever-increasing market for these.
The last decade has observed tremendous interest and
activities in development of transparent barrier coatings.
The technology to bring prices of these coated materials to
levels acceptable to the packaging industry has prevented
real acceptance of these products except in special situa-
tions. This effort undoubtly will lead to a breakthrough in
the technology that will enable the suppliers to meet the
pricing targets of this industry. Only then would trans-
parent-barrier-coated materials begin a real penetration
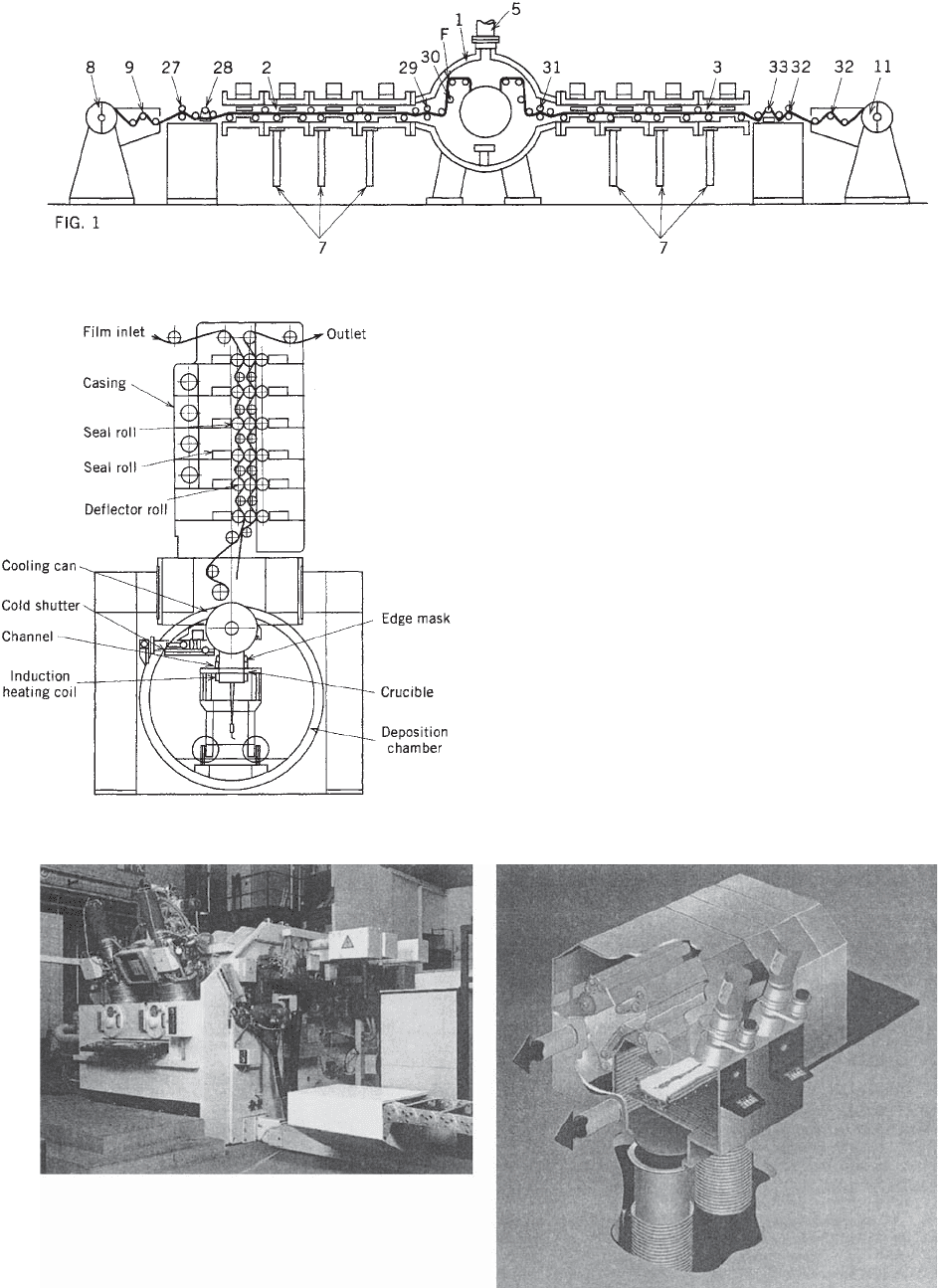
Figure 14. Schematic of a Hitachi air-to-air metallizer.
Figure 16. ‘‘Top-beam’’ coater.
Figure 15. Schematic of an Mitsubishi air-to-air machine.
METALLIZING, VACUUM 749
in the market dominated by vacuum-metallized alumi-
num in the packaging industry.
BIBLIOGRAPHY
1. K. M. Anetsberger, ‘‘Metallization of Plastics with Resistance
Heated Sources’’ in K. L. Metal and J. R. Susko, eds.,
Metallized Plastics, Plenum Press, New York, 1989, pp. 29–
44.
2. H. Zoelner, ‘‘Resistance Heated Ceramic Evaporation Boats’’
in Proceedings of the 27th Annual SVC Conference, 1984, pp.
1–4.
3. I. Watts, ‘‘20 Years Resistance Source Development’’ in Pro-
ceedings of the 34th Annual SVC Conference, 1991, pp. 118–
123.
4. F. Casey and A. Bloomfield, ‘‘Recent Advances in Source
Design in Resistive Evaporation Web Coaters’’ in Proceedings
of the 34th Annual SVC Conference, 1991, pp. 120–124.
5. C. Gibson and K. Kohnken, ‘‘Intermetallic Evaporation Boats’’
in R. Bakish ed., Proceedings of the 3rd International Vacuum
Web Coating Conference, BMC, 1989, pp. 121–130.
6. I. Tada, A. T. Yamamori, K. Mutsumory, and Y. Yoneda,
‘‘Comparison of Evaporation Sources for Web Coaters’’ in
Proceedings of the 32nd SVC Conference, 1989, pp. 131–149.
7. Y. Toneda, T. Chiba, and O. Ohkubo, ‘‘Recent Advances in
Vacuum Roll Coating’’ in Proceedings of the 30th Annual SVC
Conference, 1987, pp. 105–110.
8. S. Schiller, M. Neumann, and R. Bakish, ‘‘Electron Beam Line
Evaporators for Roll Coating’’ in Proceedings of the 27th
Annual SVC Conference, 1984, pp. 192–210.
9. A. Feuerstein, ‘‘Latest Technology High Performance Electron
Beams’’ in Proceedings of the 29th Annual SVC Conference,
1986, pp. 118–135.
10. S. Schiller, M. Neumann, H. Morgner, and N. Schiller, ‘‘Re-
active Aluminum Oxide Coatings of Plastic Films’’ in Proceed-
ings of the 38th Annual SVC Conference, 1995, pp. 18–27.
11. A. S. Matteucci, ‘‘Electron Beam Evaporation and Magnetic
Sputtering in Roll Coating’’ in Proceedings of the 30th Annual
SVC Conference, 1987, pp. 91–104.
12. E. K. Hartwig, ‘‘Future of Al Vac Web Coating Considering
Environmental Legislation and Non Metallic Vacuum
Coating’’ in R. Bakish, ed., Proceedings of the 7th Interna-
tional Vacuum Web Coating Conference, BMC, 1993, pp. 2–10.
13. C. Hayashi, ‘‘Advances in Vacuum Roll Coating’’ in R. Bakish,
ed., Proceedings of the 1st International Vacuum Web Coating
Conference, BMC, 1987, pp. 2–10.
14. C. Beccaria, A. Pasqui, and F. Remedotti, ‘‘Integral Computer
Control of Roll to Roll Coater’’ in Proceedings of the 35th
Annual SVC Conference, 1992, pp. 100–105.
15. I. M. Boswarva, V. Lee, and G. Duchame, ‘‘The Use of
Artificial Intelligence Techniques to Provide Real Time Pro-
cess Control and Trouble Shooting Advise in Vacuum Roll
Coaster Operations’’ in R. Bakish, ed., Proceedings of the 7th
International Vacuum Web Coating Conference, BMC, 1993,
pp. 80–84.
16. S. Schiller and M. Neumann, ‘‘Application of EB Line Eva-
porator for Web Coating’’ in R. Bakish, ed., Proceedings of the
1st International Vacuum Web Coating Conference, BMC,
1987, pp. 113–128.
17. T. Yamamori, ‘‘Vacuum Roll Coater for the Production of
Decorative and Magnetic Tapes’’ in Proceedings of the 28th
Annual SVC Conference, 1985, pp. 90–100.
18. A. Paqui, F. Grazzini, and A. Carleti, ‘‘High Rate Deposition
on High Speed Aluminum Roll Coaters’’ in Proceedings of the
36th Annual SVC Conference, 1993, pp. 185–190.
19. I. K. Baxter, ‘‘Effective Film Temperature Control for Vacuum
Web Coater’’ in Proceedings of the 35th Annual SVC Con-
ference, 1992, pp. 106–121.
20. E. Hartwig, ‘‘Air to Air Vacuum Web Coating’’ in Proceedings
of the 34th Annual SVC Conference, 1991, pp. 152–160.
21.
T. T
aguchi, S. Kamikawa, Y. Ito, M. Mitarai, and K. Matsuda,
‘‘Air to Air Metallizer Design and Operational Data’’ in
Proceedings of the 36th Annual SVC Conference, 1992, pp.
135–140.
METRICATION IN PACKAGING
RUBEN J. HERNANDEZ
School of Packaging, Michigan
State University, East Lansing,
Michigan
The complete expression of any quantity requires both a
number and a unit. Whereas the unit tells us what the
quantity is about (and the standard by which is mea-
sured), the number indicates how many of those units are
considered. Units are part of the daily framework of
reference used by a society; when quantities are expressed
in familiar units, they are easily understood. In the worlds
of commerce, science, industry, and everyday life, we need
to express quantities within one group of widely recog-
nized coherent units, which is called a system of units.
Nevertheless, because of the relative predominance of
customary units in the United States, many people still
feel uncomfortable when operating with quantities ex-
pressed in metric units. In an effort to glean the benefits
of using the metric system, the United States has been
making slow but steady progress in replacing the custom-
ary system of units with the metric one.
Figure 17. ‘‘Mega’’ line.
750 METRICATION IN PACKAGING
Because the metric system is simpler and easier to use
than the customary system, it has become the interna-
tionally accepted system of units. The international metric
system is a rational and coherent group of measurement
units based on a decimal scale. Like the decimal money
system (cent, dime, dollar, etc.), the metric system is
organized in factors of tens: 1, 10, 100, and so on. The
metric system is based on seven basic units: kilogram
(mass), meter (length), degree Celsius (temperature), liter
(volume), second (time), candela (luminous intensity), and
ampere (electric current). In this article, a brief historical
note of the metric system, its characteristics, and common
conversion units used in packaging are presented.
HISTORICAL BACKGROUND
Whereas all industrialized countries have only one system
of units, in the United States there are two major systems
of units in use: the U.S. Customary System (USCS) and
the International System (SI), which is also denoted as
the metric system. The USCS is derived from the British
Imperial System and has been customarily used since
colonial time, although the current USCS is now some-
what different from the old British Imperial System. By
action of state and federal legislation, the USCS has
become the fundamental system of units in the United
States (1). The metric system, however, is the only system
of units that has ever been explicitly approved by the U.S.
Congress. In 1866, Congress voted a law making it ‘‘lawful
through the United States of America to employ the
weights and measures of the metric system.’’ In 1875,
the United States was an original signatory part to the
Treaty of the Meter, which established the General
Conference of Weights and Measures, the International
Committee of Weights and Measurements, and the Inter-
national Bureau of Weights and Measures.
In 1964 the National Bureau of Standard made its
policy to use the International System, ‘‘except when the
use of these units would obviously impair communication
or reduce the usefulness of a report.’’ In 1975, Congress
approved the Metric Conversion Act; Congress amended it
in 1988 and declared the metric system to be the preferred
system of measurement for U.S. trade and commerce.
Furthermore, the Executive Order 12770, ‘‘Metric Usage
in Federal Government Programs,’’ was signed in 1991.
Despite all the legislation, the United States has not yet
embraced use the metric system for the bulk of its
Table 1. SI Dimensions, Units, and Symbols
Dimension Unit Symbol
Basic units
Length meter m
Mass kilogram kg
Time second s
Temperature kelvin K
Amount of substance mole mol
Luminous intensity candela cd
Electric current ampere A
Supplementary units
Plane angle radian rad
Solid angle steradian sr
Table 2. Prefixes
Multiples Prefix Symbol
10
18
exa E
10
15
peta P
10
12
tera T
10
9
giga G
10
6
mega M
10
3
kilo k
10
2
hecto h
10
1
deka da
10
1
deci d
10
2
centi c
10
3
mili m
10
6
micro m
10
9
nano n
10
12
pico p
10
15
femto f
10
18
atto a
Table 3. Selected Units with Special Names in SI
Quantity Unit Name Dimensions Symbol
Absorbed dose gray Gy J/kg
Activity (radioactivity) becquerel Bq s
1
Capacitance farad C/V F
Electricity (amount of) coulomb A sC
Electrical resistance ohm V/A O
Energy joule N mJ
Enthalpy joule J
Force newton kg m/s
2
N
Frequency hertz S
1
Hz
Heat (amount of) joule J
Illuminance lux lm/m
2
lx
Luminous flux lumen cd/sr lm
Mass metric ton 1000 kg t
Potential difference volt W/A V
Power watt J/s W
Pressure pascal N/m
2
Pa
Stress pascal
Volume liter dm
3
L
Work joule
Table 4. Selected Derived Units in Terms of SI Units
Quantity Name SI units
Acceleration meter per square second m/s
2
Area square meter m
2
Concentration mole per cubic meter mol/m
3
Density kilogram per cubic meter kg/m
3
Luminance candela per square meter cd/m
2
Specific volume cubic meter per kilogram m
3
/kg
Velocity meter per second m/s
Volume cubic meter m
3
Wave number reciprocal meter m
1
METRICATION IN PACKAGING 751
commercial and standard activities. Although the use of
the metric system is mandatory in federal agencies, its
use by the industry is voluntary. In an effort to promote
metrication (the transitional process for converting to the
use of the metric system), the Metric Program at the
National Institute of Standard and Technology (NIST)
has been established (2).
BENEFITS OF THE METRIC SYSTEM
There are many commercial, educational, and technical
benefits in using the metric system. The metric system is
the measurement system for products, processes, and
information in international commerce (3). The European
Union regulations will require by the year 2000 that all
products sold in their boundaries be labeled in metric
units and all the corresponding documentation be ex-
pressed in metric system. Japan opposes the import of
products with nonmetric units. Other countries and re-
gions, like England, Canada, Australia, China, Mexico,
and South and Central America, have already converted
their system of measurements to metric units.
With the steady increase in world trade and interna-
tional interdependence, it is expected that the use of the
metric system in the United States will necessarily in-
crease. The use of the metric system by industry is also
expected to benefit the consumer because it will promote
standardized and simplified product packaging. This will
reduce the vast amount of packaging, facilitate price–
quantity of product comparison, and standardize shipping
Table 5. Units Accepted in the Metric System
Names Symbol Value in SI
liter 1 or L 1 L = 10
3
m
3
day d 1 day = 86,400 s
hour h 1 h = 3600 s
minute (time) min 1 min = 60 s
degree (angle) 1 11 =(p/180) rad
minute (angle) u 1u = 1/601
second (angle) ’’ 1’’= 1/60u
electronvolt eV 1 eVE1.602 18 10
19
J
hectare ha 1 ha = 1 hm
2
= 10,000 m
2
metric ton t 1 t = 1000 kg
unified atomic mass u 1 uE1.602 18 10
27
kg
Table 6. Customary and Selected Commonly Used Units into the Metric Units
Quantity
To Convert Customary or Commonly
Used Unit Multiply by To Obtain Metric Unit
Acceleration ft/s
2
3.048 E01
a
m/s
2
3.048 E + 01
a
cm/s
2
in./s
2
2.54 E02
a
m/s
2
Amount of substance lb mol 4.535 E + 01 kmol
STP m
3
(01C, 1 atm) 4.461 E02 kmol
22,414 STP mL (01C, 1 atm) 1.000 E + 00 mol
Area yd
2
8.3613 E01 m
2
ft
2
9.290304 E02
a
m
2
in.
2
6.4516 E + 00
a
cm
2
100 in.
2
6.4516 E02
a
m
2
Area factor, yield ft
2
/lb 2.0485 E04 m
2
/g
2.0485 E01 m
2
/kg
yd
2
/lb 1.8437 E03 m
2
/g
Basis weight, grammage, substance lb/1000 ft
2
4.882 E + 00 g/m
2
lb/3000 ft
2
1.627 E + 00 g/m
2
Bending moment/length (lb
f
ft)/in. 5.338 E + 01 (N m)/m
(lb
f
in.)/in. 4.448 E + 00 (N m)/m
Caloric value, enthalpy per mass unit Btu/lb 2.326 E + 00 kJ/kg
cal/g 4.184 E + 00 kJ/kg
cal/lb 9.224 E + 00 J/kg
Caloric value, enthalpy per mole unit kcal/g mol) 4.184 E + 03
a
kJ/kmol
Btu/(lb mol) 2.326 E + 00 kJ/kmol
Concentration wt% 1.0 E02
a
kg/kg
1.0 E + 01
a
g/kg
ppm (wt/wt) 1.0 E + 00
a
mg/kg
ppm (vol/vol) 1.0 E + 00
a
cm
3
/m
3
ppm (wt/vol) 1.0 E + 00
a
g/m
3
= mg/L
Corrosion rate in.
3
/yr 1.6387 E + 01 cm
3
/year
in./yr 2.54 E + 01
a
mm/year
mil/yr 2.54 E02
a
mm/year
Density lb/ft
3
1.601 E + 01 kg/m
3
1.601 E + 04 g/m
3
g/cm
3
1.0 E + 03
a
kg/m
3
= g/L
Diffusion coefficient ft
2
/s 9.290 E02 m
2
/s
(Continued)
752 METRICATION IN PACKAGING

Table 6. Continued
Quantity
To Convert Customary or Commonly
Used Unit Multiply by To Obtain Metric Unit
cm
2
/s 1.000 E04
a
m
2
/s
Edge crush lb
f
/in. 1.7513 E01 kN/m
Energy, work Btu 1.055 E + 00
a
kJ
kcal 4.184 E + 00
a
kJ
cal 4.184 E03
a
kJ
J 1.000 E03
a
kJ
cal 4.184 E + 00
a
J
erg = dyn cm 1.000 E07
a
J
ft lb 1.3557 E + 00 J
Energy density in. lb
f
/in.
3
= psi 6.8948 E + 00 kPa
6.8948 E + 03 J/m
3
Flow rate (mole basis) (lb mol)/s 4.535 E01 kmol/s
(lb mol)/h 1.259 E04 kmol/s
Flow rate (volume basis) ft
3
/min 4.719 E01 dm
3
/s = L/s
ft
3
/s 2.831 E + 01 dm
3
/s = L/s
cc/min 1.667 E05 dm
3
/s = L/s
Force U.K. ton
f
9.964 E + 00 kN
U.S. ton
f
8.896 E + 00 kN
kg
f
(kp) 9.80665 E + 00
a
N
lb
f
4.448 E + 00 N
dyn 1.0 E05
a
N
Length mi 1.609344 E + 00
a
km
yd 9.144 E01
a
m
ft 3.048 E01
a
m
3.048 E + 01
a
cm
in. 2.54 E + 01
a
mm
2.54 E + 00
a
cm
mil = point 2.54 E + 01
a
mm
gauge = 0.01 mil 2.54 E01
a
mm
caliper = 10 mil 2.54 E + 02
a
mm
Mass short ton 9.07185 E01 Mg (metric ton)
lb 4.535 E01 kg
oz (troy) 3.011 E + 01 g
oz (av) 2.835 E + 01 g
Power hp (electric) 7.46 E01
a
kW
cal/h 1.1622 E + 00 W
Btu/h 2.9307 E01 W
ft lb/min 2.2597 E02 W
Pressure, vacuum, bursting strength atm = 14,696 psi 1.01325 E01
a
MPa
1.01325 E + 02
a
kPa
1.01325 E + 0
a
bar
bar 1.0 E + 02
a
kPa
1.0 E + 05
a
Pa
psi 6.8948 E + 03 N/m
2
6.8948 E + 00 kPa
mmHg(01C) = torr 1.33324 E01 kPa
1.33324 E03 bar
in. Hg (601F) 3.3769 E + 00 kPa
in. H
2
O (4.01C) 2.4908 E01 kPa
Puncture resistance in. oz/in. 3.0 E02 J
Rotational frequency r/min (rpm) 1.666 E02 r/s
1.047 E01 rad/s
Specific-heat capacity (mass basis) Btu/(lb 1F) 4.1868 E + 00
a
KJ/(kg K)
kcal/(kg 1/C) 4.184 E + 00
a
KJ/(kg K)
Specific-heat capacity (mole basis) cal/(g mol 1C) 4.184 E + 00
a
KJ(kmol K)
Btu/(lb 1F) 4.1868 E + 00
a
Kj/(kmol K)
Stiffness g
f
cm (Taber unit) 9.807 E05 N m
Stress lb
f
/in.
2
(psi) 6.895 E03 Mpa
lb
f
/ft
2
(psf) 4.788 E02 kPa
dyn/cm
2
1.000 E01
a
Pa
Surface tension dyn/cm 1.000 E + 01
a
mN/m
(Continued)
METRICATION IN PACKAGING 753

and distribution conditions, including items such as boxes,
containers, and pallets. Parallel to this, students learning
mathematics will benefit because less time will be spent
on cumbersome and distractive conversions.
INTERNATIONAL SYSTEM AND THE METRIC SYSTEM
In 1960, the General Conference of Weights and Measures
which was made up of the signatory nations to the Treaty
of the Meter, approved the modern version of the metric
system, called the International System of Units. The
International Systems is officially known by the French
title Systeme International d’Unites, and it is referred as
SI. In this respect, the SI and the metric system are
equivalent. Nevertheless, it is accepted that products
standards and preferred sizes (like liter) used by indus-
tries and governments through the world are considered
part of the metric system. For instance, the Metric Con-
version Act of 1975 indicates that ‘‘the system of measure-
ment means the International System of Units y and as
interpreted or modified for the United States by the
Secretary of Commerce.’’ Thus, although the metric sys-
tem and SI are equivalent, the metric system also refers to
other units related to SI.
The basic units of the SI are the seven units listed
in Table 1 (4). Because the numbers in the quantities
expressed in these units can be very large or very small,
Table 6. Continued
Quantity
To Convert Customary or Commonly
Used Unit Multiply by To Obtain Metric Unit
Surface energy, tensile energy
absorption (TEA)
erg/cm
2
= dyn/cm 1.000 E + 00 mJ/m
2
1.000 E + 03 J/m
2
psi in. 1.7513 E + 02 J/m
2
Tear resistance Elmendorf unit/ply 1.5696 E + 02 mN
Temperature 1R 5/9 K
1F 5/9 (1F32) 1C
1F 5/9 (1F32) + 273.18 K
Thermal conductivity (cal cm)/(s cm
2
1C) 4.184 E + 02
a
W/(m K)
(Btu ft)/(h ft
2
1F) 1.731 E + 00 W/(m K)
6.231 E + 00 (kJ m)/(h m
2
K)
(kcal m)/(h m
2
1C) 1.162 E + 00 W/(m K)
(cal cm)/(h cm
2
1C) 1.162 E01 W/(m K)
Thermal resistance (1C m
2
h)/kcal 8.604 E + 02 (K m
2
)/kW
(1F ft
2
h)/Btu 1.761 E + 02 (K m
2
)/kW
Torque, moment, TIP kg
f
m 9.80665 E + 00
a
N m
lb
f
ft 1.356 E + 00 N m
lb
f
in. 1.130 E01 N m
Velocity (linear), speed mi/h (mph) 1.609344 E + 00
a
km/h
ft/s 3.048 E01
a
m/s
3.048 E + 01
a
cm/s
ft/min 5.08 E03
a
m/s
ft/h 8.4667 E02 mm/s
in./s 2.54 E + 01
a
mm/s
in./min 4.233 E01 mm/s
Viscosity (kg
f
s)/m
2
9.806 E + 00 Pa s
(dyn s)/cm
2
1.0 E01 Pa s
cP (centipoise) 1.0 E03 Pa s
Viscosity (kinematic) in.
2
/s 6.451 E + 02 mm
2
/s
ft
2
/h 2.580 E05 m
2
/s
cSt (centistoke) 1 mm
2
/s
Volume ft
3
2.831 E02 m
3
UK gal 4.546 E03 m
3
4.546 E + 00 L = dm
3
U.S. gal 3.785 E03 m
3
3.785 E + 00 L = dm
3
qt (quarts) 9.464 E01 L
pt (pint) 4.732 E01 L
c (cups) 2.4 E01 L
fl oz 2.957 E + 01 mL
in.
3
1.638 E + 01 mL
Tbsp (tablespoon) 1.5 E + 01 mL
tsp (teaspoon) 5.0 E + 00 mL
a
Indicates exact value.
754 METRICATION IN PACKAGING
prefixes have been included as part of SI. A list of common
prefixes is presented in Table 2. Additionally, derived units
with special names are officially recognized in the SI and
are presented in Table 3. Selected derived units in terms of
SI units are shown in Table 4. Table 5 lists selected units
accepted in the metric system. A list of conversion factors
to convert units of the USCS into the SI, which as often
used in packaging, was compiled in Table 6. Because the
permeability units are more complex, they are presented
separately in Table 7.
CONVERTING AND ROUNDING
Conversions should follow the simple rule of error propa-
gation for multiplication (or division) of two numbers;
figures that imply more accuracy than justified by the
original data should not be included. For instance, 24 in.
converted to cm (24 2.54) should be written as 61 cm, not
60.91 cm. Only two significative figures are given in
24 in. Similarly, 2.7 lb/ft
3
converts to 43 kg/m
3
, and from
Table 7, 0.3 mL (STP) mil/(100 in.
2
day atm) converts to
1 10
20
m
3
(STP) m/(m
2
s Pa).
NAMING THE METRIC SYSTEM
All the metric system units have a name and a symbol; for
instance, the symbol for the unit named liter is L. Im-
portant rules referring to the use of name, symbols, and
prefixes in the metric system are as follows (1, 5):
1. The names of all units begin with a lowercase letter
(unless at the beginning of the sentence). There is
one exception to this rule: degrees Celsius, 1C. The
unit ‘‘degrees’’ in lower case but the modifier ‘‘Cel-
sius’’ is capitalized. For instance, the glass-transi-
tion temperature of PET is 781C. For other units, see
Tables 1, 3 and 5.
2. Unit symbols are written in lowercase (e.g., m and
kg). However, the following exceptions apply: liter is
written in capital L (to avoid confusion between ‘‘l’’
with the numeral ‘‘1’’), as well as units honoring a
person, like W for watt, K for kelvin, Pa for pascal,
and so on.
3. Symbols of prefixes indicating a million or more are
capitalized (see Table 2); for example, M for mega
(10
6
). Symbols indicating less than a million are in
lowercase: for kilo (10
3
) is k, and milli (10
3
)ism.
This may create some confusion, and attention
should be given to distinguish for example, mN
(millinewton) from N m (Newton-meter)
4. When the preceding numerical value is more than 1,
the name of the unit is made plural, and singular is
used in the case of 1 or less (e.g., 50 mm, 105 kP,
0.25 g, and 0.5 L). Still, ‘‘degrees’’ is always plural
when not referring to one; we say 1 degree Celsius,
but 0.5 degrees Celsius. The symbols are never
written in plural: 13.5 liters is 13.5 L, 67.3 mega-
pascals is 67.3 MPa.
5. A prefix, however common, must not be used to
replace a unit. For example, ‘‘kilo’’ (which is a prefix
for 1000) should not be used for ‘‘kilogram.’’ ‘‘Micron’’
is no longer accepted to indicate 1 10
6
m; the
correct term is micrometer (mm). The unit of
Table 7. Permeability Units Conversion Table
To Convert From To Multiply by
kg m
m
2
s Pa
as
a
1
kg m
m
2
s Pa
kg mm
m
2
day kPa
8.64 10
13
g mil
m
2
day
at 1001F, 90% rh
g mm
m
2
day kPa
4.264
kg mm
m
2
day kPa
g mil
m
2
dayatm
3.989 10
3
kg m
m
2
s Pa
g mil
100 in:
2
day atm
2.224 10
16
g mil
100 in:
2
day
at 1001F, 90% rh
g mm
m
2
day kPa
66.09
kg m
m
2
s Pa
m
3
ðSTPÞm
m
2
s Pa
22:414
MW
b
m
3
ðSTPÞm
m
2
s Pa
mLðSTPÞmil
100 in:
2
day atm
2.224 10
19
mLðSTPÞmil
100 in:
2
day atm
mLðSTPÞmm
m
2
day kPa
3.883
mLðSTPÞmil
100 in:
2
day atm
mLðSTPÞmil
m
2
day atm
15.5
as
mLðSTPÞmil
m
2
day atm
1936:57
MW
as
mLðSTPÞmil
100 in:
2
day atm
498:47
MW
a
as = 1 atto second = 1 10
18
s.
b
MW = molecular weight.
METRICATION IN PACKAGING 755
temperature is degree Celsius, not degree centi-
grade (the latter term is no longer accepted).
6. Numeric values with five or more digits are some-
times separated by spaces, not commas (e.g.,
7 689 734 Pa or 0.047 65 cm). For values of up to
four digits, spacing is optional.
BIBLIOGRAPHY
1. Anonymous, National Institute of Standards and Technology,
LC 1136, May 1992.
2. Metric Program, National Institute of Standards and Technol-
ogy, U.S. Department of Commerce, Gaithersburg, MD.
3. G. P. Carver, The Global Path to Global Markets and New Jobs:
A Question-and-Answer and Thematic Discussion, NISTIR
5663, National Institute of Standards and Technology, June
1990.
4. B. N. Taylor, Interpretation of the SI for the US and Metric
Conversion Policy for Federal Agencies, NIST Special Publica-
tion 814, October 1991.
5. Federal Register,55CFR 52242-522450, Dec. 20, 1990.
MICROWAVABLE PACKAGING AND
DUAL-OVENABLE MATERIALS
GEORGE J. HUSS
Rubbright Brody, Inc.
Eagen, Minnesota
INTRODUCTION
The 1980s saw the prolific growth of the consumer micro-
wave oven resulting in a new category of food products.
Development of the new products spawned a new market
for packaging materials, some of which were capable of
being rethermalized in a conventional oven as well as the
microwave oven (known as dual-ovenable products and
materials), while still other new products and their
packages evolved that were developed strictly for heating
in the microwave oven. The penetration of microwave
ovens into U.S. homes and lifestyles grew rapidly from a
mere 15% of households owning a microwave oven in 1980
to an impressive 78% by 1989 (1). Consumers were hungry
for food products designed for cooking and rethermaliza-
tion in the microwave oven, and a new category known as
‘‘microwave foods’’ developed seemingly overnight.
The new category was bolstered by microwave popcorn,
a product that was developed specifically for preparation
in the microwave oven. The standard was now set for
other new food products that attempted to cater to con-
sumers’ desires for foods offering quickness and conveni-
ence in their preparation. In the mid-1980s, we saw a
wave of premium-priced frozen dinners, positioned as a
higher quality ‘‘TV dinner,’’ that were now available on
thermoset polyester plates, capable of being heated in the
conventional-oven environment (up to 4001F) or the mi-
crowave. The new category of frozen dinners saw active
growth and entry by several companies who were keen on
capitalizing on the consumers’ desire for foods that could
be conveniently heated in the microwave oven. In many
cases, the feature of a product that could be prepared as
packaged in either a conventional oven or a microwave
oven was important to food marketers, even when their
research showed that 85% of their consumers were using
the microwave oven.
The new microwave-foods category was growing at such
a rate that it was difficult to ignore. New departments and
teams were assembled in food companies to develop new
products for the burgeoning new category. Gorman’s New
Product News tracked the number of product introduc-
tions, which increased from 278 in 1986 to nearly 1000 in
1988. Often, these new foods were merely traditional food
products that were packaged for microwave-oven prepara-
tion or traditional foods that now included preparation
directions for the microwave oven. As a greater under-
standing of the effect of microwave energy on different
foods and packaging materials grew, so, too, did a desire to
improve the quality of the food as eaten to the same level
observed with conventional-oven preparation. Greater fo-
cus on foods engineered specifically for the microwave oven
led to packaging materials that performed strictly in the
microwave oven. The following is a list of materials that
are currently available, or were used at some time, for use
as packaging components for foods to be heated in the
conventional oven, the microwave oven, or in some cases,
both oven environments.
DUAL-OVENABLE MATERIALS
Coated Paperboard. Paperboard is available as a dual-
ovenable material in the form of trays, plates, and cartons.
Generally, the paperboard used is solid bleached sulfate
(SBS), but solid unbleached sulfate (SUS), also referred to
as natural or kraft paperboard, can be used; however,
market applications are strongly skewed to SBS use. To
make an ovenable material, the paperboard is coated,
generally with a fine clay on one side to impart higher
surface gloss and a proper surface for printing, along with
an extrusion coating of a film made of polyester (PET) or,
in some cases, 4-methyl-pentane-1 copolymer (TPX). The
thin layer of a high-temperature plastic provides a rela-
tively inexpensive method to produce containers that
capitalize on the structural strength and economics of
the paperboard component while adding the barrier re-
quired to keep fats and moisture in the food from entering
the paperboard. Other plastics are also extrusion-
coated onto paperboard, notably low-density polyethylene
(LDPE) and polypropylene (PP); however, the maximum
temperature resistance of LDPE is 2151F and 2601F for
PP. The upper temperature limit for LDPE- and PP-coated
paperboard will dictate the packaging application. With a
maximum temperature limit of 2151F, LDPE-coated pa-
perboard provides excellent properties for milk cartons
and cold and hot-drink cups; however, its use in the
microwave oven will be limited to products that will
not get hot, such as a frozen dessert that may be micro-
waved to only soften the contents. Similarly, PP-coated
756 MICROWAVABLE PACKAGING AND DUAL-OVENABLE MATERIALS
paperboard is available for microwave-only packages in
which there is no risk that the hot spots within a package
can reach a temperature where the PP softens, causing
structural changes in the package or the PP to break
down, allowing some of its constituents to enter the food.
The dominant ovenable paperboard is PET-extrusion-
coated. W ith a maximum temperature use of 4001F, PET-
coated paperboard is well suited for forming containers
to be used in dual-ovenable containers for a variety of food
products. TPX-coated paperboard is preferred in baking
applications because of its higher temperature resistance
and its release characteristics for sugars that may become
caramelized during the cooking cycle. TPX-coated paper-
board is more expensive than PET-coated paperboard.
The clay coating is put on the paperboard either in-line
on the paperboard-making machine or at a remote station.
The clay coating in both cases is done on mill-size rolls of
paperboard that are about 200 in. wide. The coated mill roll
can then be slit to widths more appropriate for laminating
equipment and forming and carton-making machines.
To form a tray from a roll of PET-coated paperboard,
the paperboard is first moistened with water to a level of
8–11%. This softens the paperboard to allow pressure
forming. The roll of paperboard is first cut into blanks
that have the flange dimension of the finished container.
The blank is then indexed into a heated matched metal
mold that, when closed, forms the blank into the mold
shape, i.e., the shape of the container. The heat in the
mold dries the paperboard. Since the paperboard does not
stretch, this type of forming will produce a square con-
tainer with small creases in the corners or creases around
the base of a round or oval container.
Molded Pulp, PET-Film-Laminated. PET-film-laminated
molded pulp trays are cellulose-based containers most
commonly seen as plates and trays. The PET film is
required to provide the barrier resistance to fats and oils
to go along with the structural characteristics of the lower
cost pulp. The cellulose fibers are suspended in a slurry
(which may contain other components such as sizing and
treatments to provide better barrier properties) and pumped
to the compression molds, which form the pulp into the
desired container shape. The slurry is held into the mold by
vacuum, which also draws most of the water out through a
screen. Pressure and heat are applied as the mold closes to
form the pulp into the container shape and draw out the
remaining water. An advantage to this type of molding is the
flexibility in the shape of the finished container, which may
include divided compartments and areas with varying
dimensional thickness for strength. After the molding cycle,
the containers are laminated with a cast PET film, which is
then trimmed of any excess and packaged.
PET-laminated molded pulp trays will withstand oven
temperatures of 4001F with good stiffness and structural
characteristics.
CPET. Crystallized polyester (polyethylene terephtha-
late) is a rigid plastic material that can be thermoformed
into containers, generally shallow plates and trays.
To become dual-ovenable, the PET must be crystallized
during the thermoforming process. The PET contains
nucleating agents that assist in the molecular crystal-
lization. A key factor to consider when thermoforming
CPET is the intrinsic viscosity (IV) of the material. The
amount of crystallization and the IV will determine the
balance between the container’s stiffness at low (–401F)
and high (4001F) temperatures. Generally the crystal-
linity of the finished container will be 28–32% and the
IV will range from 0.85 to 0.95.
Prior to extruding, the PET must be thoroughly dried
to a level of 0.003% to remove inherent water. For thermo-
forming, great care must be given to temperature control
to ensure consistency. The ovens used to heat the sheet on
the thermoformer prior to forming must heat the sheet
evenly across its dimensions. CPET is considered to be a
difficult material to work with because of its toughness
and narrow window of operating temperatures, so proper
mold design is a consideration. Aluminum molds are used
to promote even thermal conductivity during forming.
Female molds are used, and the design should allow for
generous radii and minimize undercuts. Often a second
stage used in the molding process is a cooling mold that
assists in shortening the cycle time, helps to stabilize the
material after it is formed in the heated mold, and makes
trimming easier. Because of its toughness, CPET is diffi-
cult to trim. Matched metal dies are used and should
be sharpened periodically. Additionally, heavy-duty trim
presses with quick cycle times should be used.
CPET has a temperature resistance of 4001F, has a
high gloss, has a hard surface, and can be colored with
pigment effectively, although the preferred colors in the
market are black, white, and ivory.
PCTA. Another material in the polyester family that has
higher temperature-resistance properties than CPET is a
copolyester resin composed of a polymer of cyclohexanedi-
methanol and terephthalic acid (PCT A), often referred to
by
Eastman
Chemical Company’ s trade name, Thermx.
PCTA is a thermoformable material capable of withstanding
temperatures in the range of 425–4501F. Processing is
generally considered to be more difficult than CPET be-
cause of the higher temperatures required for extrusion and
thermoforming and greater cooling requirements. A special
nucleating agent is required; however, equipment specified
for running CPET will generally be able to run PCTA with
the proper adjustments. PCTA, like CPET, is able to be
marked with the Society of the Plastics Industry (SPI) code
as number 1—PETE for recycling purposes .
Foamed CPET. Shell Chemical Company has developed a
method of making foamed CPET that it markets under the
tradenamePETLITE.Theobjectiveofthismaterialisto
produce containers with 35–40% less material than conven-
tional CPET. Extrusion equipment used for CPET must be
modified for running foamed CPET; however, a single-screw
extruder can be used. The blowing agent used for the
expansion is an inert gas. Generally, processing tempera-
tures for extrusion and thermoforming are comparable with
CPET as are pigmenting and trimming requirements.
PETLITE containers have a temperature resistance of
4001F. Currently, commercial applications include con-
tainers for baked goods such as muffins and cakes.
MICROWAVABLE PACKAGING AND DUAL-OVENABLE MATERIALS 757