Baker K.R. Optimization Modeling with Spreadsheets
Подождите немного. Документ загружается.

9.3. THE MACHINE-SEQUENCING PROBLEM
REVISITED
In the machine-sequencing problem, a set of jobs is waiting to be processed. The
machine can work on only one job at a time, so the jobs must be processed in
a sequence. The problem is to find the best sequence for a given objective
function. In Chapter 7, we saw how to build an integer programming model for this
problem. That model requires a number of disjunctive constraints to accommodate
the conditions of feasibility. An alternative approach is available if we use the evol-
utionary solver.
We revisit the Miles Manufacturing Company (Example 7.4), in which we have
six jobs waiting to be scheduled. Each job will be either on time or late, depending on
the sequence chosen. If a job is late, the amount of time by which it misses its due date
is called its tardiness. Tardiness is zero when a job completes prior to its due date. The
objective is to minimize the total tardiness in the schedule.
Data from Example 7.4
This morning’s workload consists of six jobs, as described in the following table.
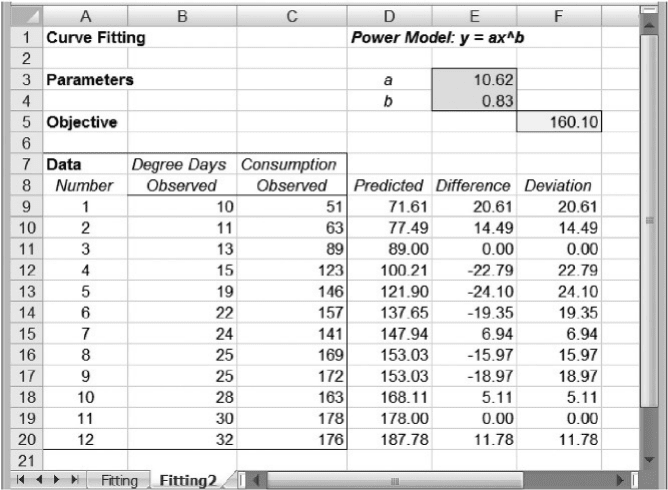
Figure 9.2. Best solution found for Example 8.3.
346 Chapter 9 Heuristic Solutions with the Evolutionary Solver
Job number 123456
Processing time (hours) 5 7 9 11 13 15
Due date (hours from now) 28 35 24 32 30 40
The problem is to sequence the six jobs so that work can begin.
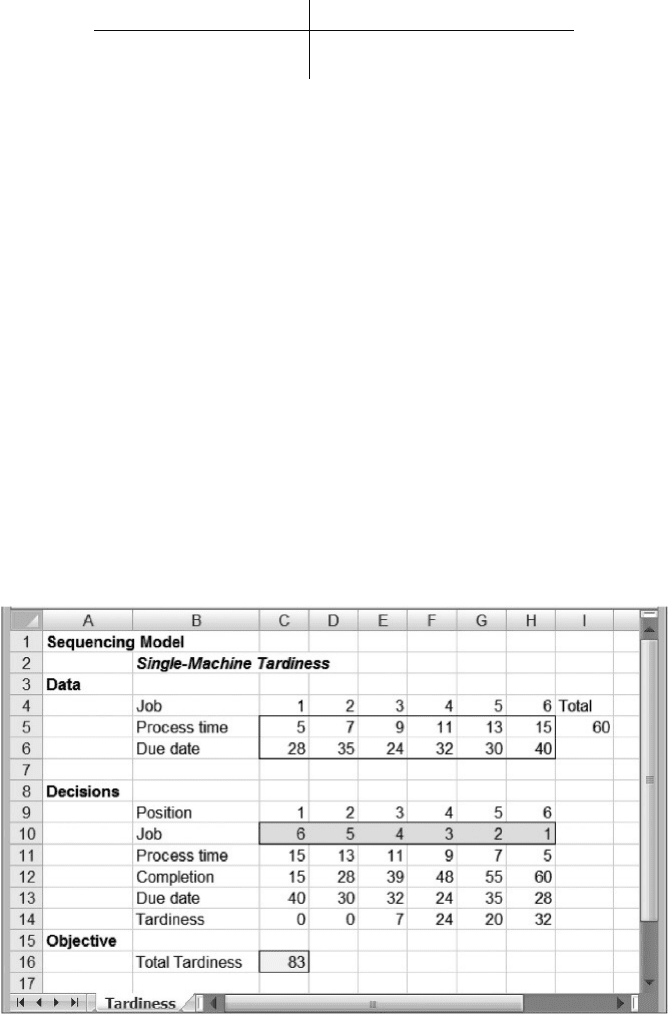
Figure 9.3 displays a model for this problem. The first module contains the tabu-
lated data describing the specific problem to be solved. The next module contains a
row of decision variables corresponding to the job sequence. Each position in
sequence is assigned a job number (from 1 to 6). Since the sequence does not necess-
arily match the numbered sequence in which the data appear, we use the INDEX func-
tion to access the processing times and due dates that match the job in each sequence
position. For example, the formula in cell C11, for the processing time of the first job,
is
¼ INDEX($C$4:$H$6,2,C$10). The INDEX function references the element
in the second row of the data in the column corresponding to the number in C10. A
similar function in cell C13 references the third row of the data, with the formula
¼ INDEX($C$4:$H$6,3,C$10).
The processing times and due dates thus appear in rows 11 and 13. From the pro-
cessing times, we can compute the completion times directly, as shown in row 12. In
row 14, we compute tardiness values, working from the completion time and due date
in the two rows directly above and using the formula
¼ MAX(0,C12-C13) in cell
C14, and then copying the formula to the right. We sum the tardiness values in cell
C16; this total represents the value of the objective function.
Figure 9.3. Spreadsheet for Example 7.4.
9.3. The Machine-Sequencing Problem Revisited 347
In the cells corresponding to decision variables, we want to choose integers
between 1 and 6. Therefore, our first instinct might be to add constraints that restrict
the decision variables to integers no less than 1 and no greater than 6. However,
those constraints permit the choice of some jobs more than once. We would have to
add a module that tests for duplication and penalizes solutions that choose any job
multiple times. Wouldn’t it be nice if we could avoid the intricacies of this inefficient
filtering device and generate only solutions for which the integers in the decision cells
contain no duplicates?
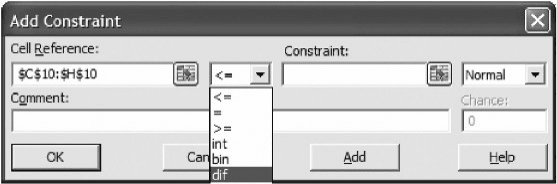
The capability we seek is usually called an alldifferent constraint: It ensures that
the values of the decision variables form a set of integers with no duplicates. To
implement the alldifferent constraint, we enter the cell range as the left-hand side
and then use the drop-down menu of constraint types to select dif, as shown in
Figure 9.4. The alldifferent constraint fills the designated range of cells with the inte-
gers from 1 to n in some order, where n is the number of cells in the range.
A comparison with the integer programming model of Figure 7.14 shows that the
evolutionary solver model is more compact and easier to understand. Its layout on the
worksheet resembles the calculations we might make if we were verifying the value of
total tardiness with pencil-and-paper calculations. However, because the objective
function relies on the INDEX function and on the MAX function, it is a nonsmooth
model and cannot be solved using the linear solver.
We specify the problem as follows.
Objective: C16 (minimize)
Variables: C10:H10
Constraints: C10:H10 ¼ alldifferent
We run the evolutionary solver, starting arbitrarily with the solution 6-5-4-3-2-1 and
using the default options. The procedure may examine several thousand solutions, or it
may terminate due to the Convergence criterion. When we run the model again, start-
ing with the sequence generated by the previous run, we may get a better solution. This
cycle can be repeated if improvements are found. If not, we can try modifying the
initial sequence and re-running Solver. After a few trials of this sort, Solver is likely
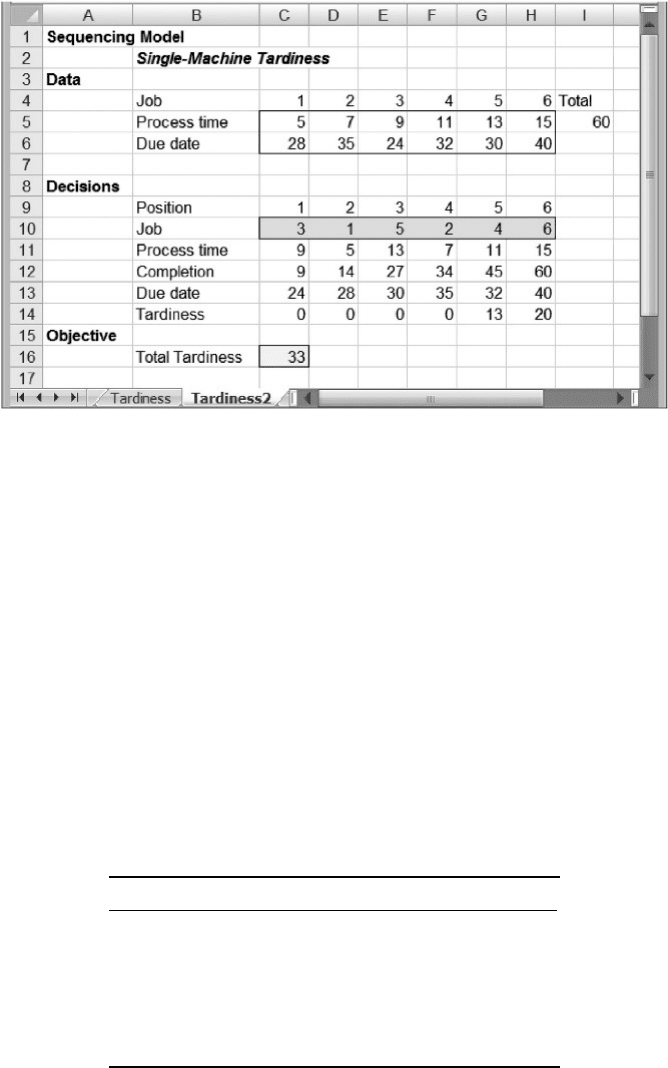
to produce the solution shown in Figure 9.5, with a value of 33. We recognize this
as the optimal value, from our work in Chapter 7. There is no guarantee, however,
that another run of the very same model will terminate with this solution.
Figure 9.4. Specifying the alldifferent constraint.
348 Chapter 9 Heuristic Solutions with the Evolutionary Solver
9.4. THE TRAVELING SALESPERSON PROBLEM
REVISITED
We encountered the traveling salesperson problem in Chapter 7, and we saw how to find
optimal solutions by starting with an assignment model and appending subtour
elimination constraints as needed. This approach required the solution of a series of
integer programs with an unpredictable number of constraints. For large problems,
the manual task of keeping track of the appended constraints could be daunting even
if the resulting integer programming problems could be solved in a reasonable
amount of time. As an alternative, we look at a solution approach that relies on the
evolutionary solver, revisiting the Douglas Electric Cart Company (Example 7.5).
Data from Example 7.5
In today’s schedule, there are six colors (C1 –C6) with cleaning times as shown in the table
below.
C1 C2 C3 C4 C5 C6
C1 –16632120 6
C257 –40466942
C3 23 11 – 55 53 47
C4 71 53 58 – 47 5
C5 27 79 53 35 – 30
C6 57 47 51 17 24 –
Figure 9.5. Final solution for Example 7.4.
9.4. The Traveling Salesperson Problem Revisited 349
The entry in row i and column j of the table gives the cleaning time required between product
batches of color Ci and color Cj. Each production run consists of a cycle through the full set of
colors, and the operations manager wishes to sequence the colors so that the total cleaning time
in a cycle is minimized.
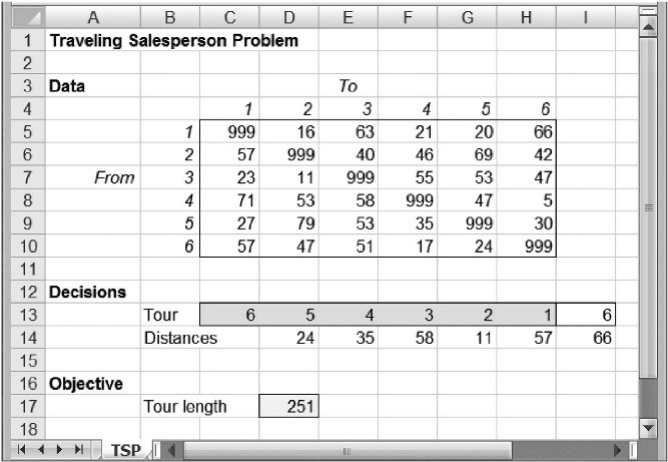
Using the evolutionary solver, our formulation can be much more compact and
readable than the integer programming model. Figure 9.6 displays a spreadsheet
model for Example 7.5. The first module contains the distance array, which serves
as the given data for the problem. Then, in the second module, the decision variables
are listed in row 13, comprising the sequence of cities in the tour. For an n-city pro-
blem, this simply means a single row listing the integers from 1 to n, in some order.
By definition, a tour must return to its starting point, so we repeat the starting city
in cell I13. (This cell is not a decision variable; it is simply a reference to cell C13.)
Directly below the cells of the tour, we capture the distances between pairs of
cities on the tour, as shown in Figure 9.6. Again, we can use the INDEX function
for this purpose. For example, the distance corresponding to the pair in cells
C13 and D13 is isolated in cell D14 with the formula
¼ INDEX($C$5:
$H$10,C13,D13)
, which is copied to the right. In the third module, consisting of
cell D17, we compute the sum of the pairwise distances calculated in row 14. This
sum represents the total tour length.
The inputs and the outputs of this calculation are more natural than in the case
of an integer programming formulation. In addition, the spreadsheet is easier to
Figure 9.6. Spreadsheet model for Example 7.5.
350 Chapter 9 Heuristic Solutions with the Evolutionary Solver
understand on its face. However, because we use the INDEX function as a component
in the objective function, this is a nonsmooth model, and it is not appropriate for either
the linear solver or the nonlinear solver.
We specify the problem as follows.
Objective: D17 (minimize)
Variables: C13:H13
Constraints: C13:H13 ¼ alldifferent
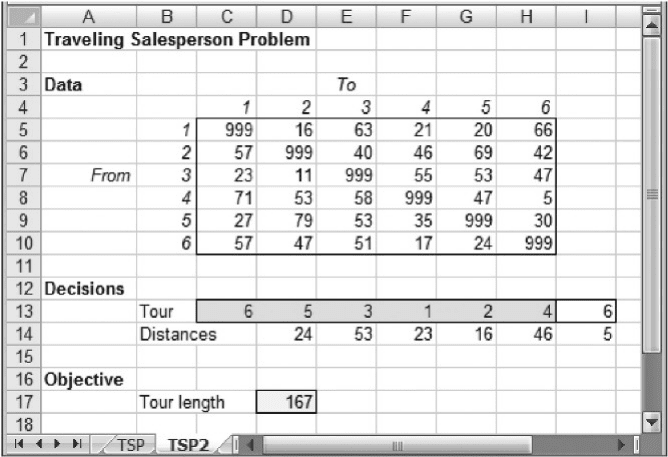
Even with the default settings, we are likely to obtain a solution of 167, as shown in
Figure 9.7. (In Chapter 7, we found that this value was optimal.) The evolutionary
solver rather quickly finds the tour 6-5-3-1-2-4, which matches the optimal tour found
in Chapter 7. (Starting the tour at city 1 corresponds to the solution 1-2-4-6-5-3-1.)
Is the evolutionary solver always capable of finding an optimum with such limited
effort? Unfortunately, it’s not. It is difficult to generalize about the effectiveness of the
evolutionary solver on sequencing problems, but some experience suggests that pro-
blems of finding the best sequence can be solved to optimality with modest effort if
the sequence length is 10 or sometimes 15. In the traveling salesperson problem, as
in the machine sequencing problem, the model is simpler and the solution is obtained
more quickly using the evolutionary solver than with an integer programming
approach. However, the evolutionary solver cannot guarantee optimality. Next, we
turn to problems that we have not previously solved, so that we will not know the opti-
mum when we set out to find a solution.
Figure 9.7. Final solution for Example 7.5.
9.4. The Traveling Salesperson Problem Revisited 351
9.5. TWO-DIMENSIONAL LOCATION
In many location decisions, costs are mainly determined by geographic distances, and
it is possible to gain some insight into location possibilities by building models based
on the geometry of physical location. Consider the location problem facing Drezner
Chemical Company.
EXAMPLE 9.1
Drezner Chemical Company
Drezner Chemical Company delivers its products to 10 firms in the wholesale chemicals
business and will continue to do so when its new plant comes on line and replaces current pro-
duction. The actual customers who use Drezner’s products can be classified into clusters, with
each cluster serviced by a single wholesaler. From Drezner’s point of view, however, each clus-
ter represents one demand source because each wholesaler handles the logistics for all of the
customers in its cluster. The transportation cost for the new plant will be related to the distances
between the plant and each of the clusters. Since the wholesalers are responsible for the logistics
within each cluster, Drezner delivers to the nearest member of the cluster. Truck capacity will
not be a factor in the foreseeable future.
The customer base is spread out over the state, which to good approximation can be viewed
as a square, 100 miles on each side. Each customer within each cluster has a location in that
square, denoted by the (x, y) pair on a graph that has a lower left-hand point at the origin and
an upper right hand point at (100,100). There are 10 customers in each cluster.
Drezner makes one round-trip delivery to each cluster every week. The distance for a round
trip is twice the distance from the plant to the nearest point in the cluster. The Euclidean distance
metric applies: if (x
k
, y
k
) denotes the location of cluster k, then the distance to cluster k from the
plant at (x, y) is given by
D
k
(x, y) ¼ [(x x
k
)
2
þ ( y y
k
)
2
]
1=2
Based on this geometric model, Drezner wishes to find the optimal location for its plant. B
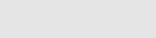
A model for the problem is shown in Figure 9.8, with some columns omitted. The
first module contains the customer location data—100 pairs of (x, y) values describing
each customer’s location, organized into 10 sets for each of 10 clusters. The second
module contains the decision about the plant’s location, represented by x- and y-
coordinates in cells B20:C20. This module also contains the objective function. The
Results module contains distances from the plant to each of the 100 customers,
again organized in 10 sets of 10. At the bottom of the Results module, we calculate
the minimum distance in the cluster, and the objective function (cell E20) sums the
lengths of the 10 distances and multiplies by two to account for round trips.
We specify the model as follows.
Objective: E20 (minimize)
Variables: B20:C20
Constraints: B20:C20 100
B20:C20 0
352
Chapter 9 Heuristic Solutions with the Evolutionary Solver
The last of these constraints can be omitted if we check the option for Assume Non-
Negative instead. But in any case, this model is ready for the evolutionary solver.
It is instructive to attack this problem with the nonlinear solver. Although the
reliance on the square-root formula for distances might suggest that the nonlinear
solver should work effectively, it turns out that the solution is sensitive to the starting
point, and several local minima exist. The table below lists five cases, showing the
starting point, the solution produced by the nonlinear solver, and the corresponding
value of the objective function.
Starting Local Solution
solution optimum value
(40, 60) (23.00, 53.00) 266.12
(45, 55) (48.32, 48.75) 250.60
(50, 50) (49.09, 49.92) 251.32
(55, 45) (48.32, 48.75) 250.60
(60, 40) (48.32, 48.75) 250.60
We might be inclined to conclude that the optimal location is in the vicinity of
(50, 50), with an objective function value close to 250. However, we discover a
different story when we use the evolutionary solver.
Figure 9.8. Spreadsheet model for Example 9.1.
9.5. Two-Dimensional Location 353
When we switch to the evolutionary solver, we are very likely to find improve-
ments. Recall that there is some built-in randomness and the evolutionary solver
does not necessarily stop with the same solution each time. In addition, the developers
of the evolutionary solver offer the following advice for producing solutions.
†
Restart the evolutionary solver, using the solution it produced on the first run, to
see if an improvement can be found.
†
Restart the evolutionary solver with changes in the Convergence value (tighter)
or the Tolerance value (tighter, if it’s not already zero).
†
Restart with a larger Population Size parameter and/or a larger Mutation Rate
parameter. These changes will result in longer runs, and they tend to examine a
larger number of candidate solutions.
†
Switch to the nonlinear solver and see whether it can produce an improvement.
Finally, some insight may come from examining Solver’s Population Report. Stability
in the Best Values and relatively small Standard Deviations are signs to look for. Those
signs suggest little room for improvement.
Using just the first of the listed suggestions, and restarting Solver a few times, we
are likely to encounter a solution that is significantly better than those found with the
nonlinear solver. For example, the evolutionary solver may find the objective function
value of 217.61 at a plant location of (87.33, 53.43). By using the evolutionary solver,
Drezner can find a location that improves on the solution generated by the nonlinear
solver. If the distance metric is a good proxy for annual distribution expenses,
Drezner will be able to reduce its expenses more than 13 percent by using the evol-
utionary solver, as compared to the decisions it would have reached using the non-
linear solver.
9.6. LINE BALANCING
The line-balancing problem arises in the design of a new production process for
assembled products. Examples might include home appliances (refrigerators), elec-
tronics (televisions), light vehicles (lawn mowers), and automobiles. At the end of
the product design phase, the product and its components are well known, and so
are the specific tasks that must be carried out to make the product. The next step is
to design the production line on which the product will be assembled.
The first type of information is the time required for each task. Required times
might be based on previous experience with the same task in other lines or estimated
by experts in work measurement techniques. The second type of information is pre-
cedence information. In other words, we need to know which tasks must be completed
before some other task can begin. We say, “task j precedes task k” to mean that k
cannot begin until j is completed. Precedence information can be expressed in a list
or in a diagram.
The production line typically has a target output rate—so many units per hour.
The cycle time is the inverse of the output rate. For example, if we specify a target
of five units per hour, the cycle time is 1/5 of an hour, or 12 minutes.
354
Chapter 9 Heuristic Solutions with the Evolutionary Solver
The physical production line consists of several work stations, typically numbered
according to their position along the line. At each station, a single operator carries out a
set of tasks. The problem is to assign the various tasks to stations. The criterion is to
use as few stations as possible, since the number of stations dictates the number of
operators, and therefore the labor cost per unit. There are essentially two types of con-
straints. First, the amount of work assigned to any individual station may not exceed
the cycle time; otherwise, the target production rate cannot be met. Second, no task can
appear earlier in the line (i.e., at a lower-numbered station) than any of its predecessor
tasks. An example arises at Munoz Manufacturing Company, in the assembly of
microwave ovens.
EXAMPLE 9.2
Munoz Manufacturing Company
Along with the design of a new countertop oven, the manufacturing engineers at Munoz
Manufacturing Company have determined the 12 distinct tasks that comprise the assembly
process. They have summarized this information in a table showing the time for each task
and its logical predecessors—that is, the tasks that must be done earlier in the process.
Predicted volume targets have been translated into a desired cycle time of 15 minutes. The
following table shows the relevant information.
Task Time Predecessors
112 –
26 1
36 2
42 2
52 2
612 2
77 34
85 7
91 5
10 4 6 9
11 6 8 10
12 7 11
To complete the design of the production process, the individual tasks must be assigned
to stations, respecting the desired cycle time and minimizing the number of stations
required.
B
The precedence relations among activities in a line-balancing problem present
a significant challenge in formulating and implementing an optimization model.
Moreover, optimization models usually require a large number of variables for a
design of realistic scale. For those reasons, line-balancing problems are often solved
by heuristic methods. Here, we describe an approach to solving the line-balancing
problem that relies on the evolutionary solver.
9.6. Line Balancing 355