Фатхутдинов Р.А. Производственный менеджмент
Подождите немного. Документ загружается.


Тема 8. Основы организации производства в машиностроении 321
Решение вышеизложенных задач в конечном счете приведет к по-
вышению конкурентоспособности выпускаемой продукции.
Основными этапами работ и технико-экономических расчетов, свя-
занных с проектированием новых и реорганизацией действующих ме-
ханических цехов, являются:
1) определение производственной программы цеха на основе мар-
кетинговых исследований;
2) определение производственной структуры цеха;
3) разработка мероприятий по совершенствованию технологично-
сти выпускаемой продукции;
4) разработка мероприятий по совершенствованию технологичес-
ких процессов, системы норм и нормативов, организации труда;
5) проектирование производственных участков;
6) проектирование вспомогательных отделений, служебных и бы-
товых помещений, компоновка площадей;
7) разработка системы планирования;
8) разработка системы менеджмента цеха;
9) расчет технико-экономических показателей цеха;
10) оценка эффективности проекта и функционирования цеха.
Исходными данными для проектирования цеха являются:
• подетальная производственная программа и перспективы ее из-
менения;
• технико-экономическая характеристика цеха;
• результаты анализа внешних и внутренних воздействий на работу
цеха, слабых и сильных сторон его деятельности с позиций кон-
курентоспособности;
• техническая документация (чертежи, проекты, технологические
процессы, нормы и нормативы и т. п.);
• справочные материалы и т. п.
В условиях крупносерийного и массового производства разрабатыва-
ется подетальная программа, в средне- и мелкосерийном производ-
стве — в приведенных или условных единицах. Программа в приведен-
ных единицах разрабатывается на основе группировки деталей, сходных
по конструкции и технологии изготовления. В каждой группе выбира-
ется деталь-представитель. Классификация деталей облегчает реше-
ние вопросов: унификации, исследования экономической эффектив-
ности межзаводской кооперации, использования неметаллических
11-488
322 Р. А.
фатхутдинов.
Производственный менеджмент
материалов, выбора наиболее экономичных заготовок, концентрации
производства однотипных деталей в одном цехе, формирования про-
изводственных участков в реорганизуемом цехе и т. д. Таким образом,
на первом этапе должна быть сформирована подетальная программа,
учитывающая реальные перспективы развития производства на пред-
приятии, а иногда и в более широком масштабе (например, развитие
заготовительной базы, расширение производства унифицированных
и стандартных деталей и т. п.), и обеспечивающая углубление специа-
лизации. Число производственных участков и уровень их специализа-
ции зависят от номенклатуры и трудоемкости производственной про-
граммы.
К вспомогательным службам цеха относят: инструментальное хо-
зяйство в составе инструментально-раздаточной кладовой (ИРК), кла-
довой приспособлений и абразивов, отделения заточки, мастерской по
ремонту приспособлений и оснастки; ремонтное хозяйство в составе
цеховой базы по текущему ремонту оборудования и соответствующих
кладовых (масел, запчастей и т. п.); складское хозяйство (склады ме-
талла и заготовок, межоперационного хранения деталей, хранения го-
товых деталей, кладовые вспомогательных материалов); бюро техни-
ческого контроля; службы по сбору, переработке и удалению отходов
и т. п. Состав вспомогательных отделений определяется в зависимос-
ти от объема соответствующих работ и особенностей организации об-
щезаводских служб.
В механических цехах существуют все разновидности производствен-
ных участков, начиная от универсальных, образованных по принципу
однородности технологического оборудования, до автоматических
л*и-
ний. Выбор типа производственного участка осуществляется в за-
висимости от номенклатуры и объема производства по каждой номен-
клатурной позиции, предварительной группировки этих данных и
ориентировочного определения на этой основе уровня специализации
рабочих мест. Уровень специализации рабочих мест определяется с по-
мощью коэффициента специализации:
(8.2)
где К
сп
— коэффициент специализации, характеризующий число опе-
раций, закрепленных за единицей технологического оборудования; m —
общее количество операций;
С^
— количество установленного обору-
дования.
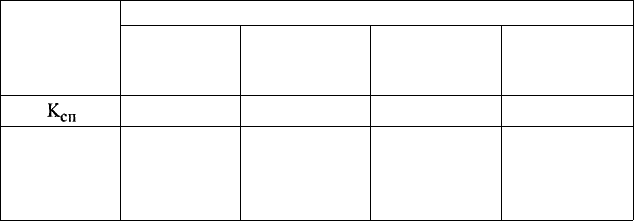
Соответствующие значения К
сп
по типам производства и типы про-
изводственных участков приведены в табл. 8.1.
Тема 8, Основы организации производства в машиностроении
323
Таблица 8.1
Значения коэффициента специализации и типы участков по типам
производства
Параметры
Ксп
Тип участка
Тип производства
Массовое
1
Автоматиче-
ские линии,
поточные
линии
Крупно-
серийное
2-10
Поточные
линии, автома-
тические
линии
Средне-
серийное
11-20
Предметно-
замкнутые
участки, по-
точные линии
Мелко-
серийное
и единичное
Свыше 21
Универсаль-
ные, предмет-
но-замкнутые
участки
При проектировании и реконструкции механических цехов необхо-
димо располагать типовыми технологическими процессами, соответ-
ствующими различным объемам производства. Методика выполнения
работ по проектированию и технико-экономические расчеты изменя-
ются в зависимости от типа производственного участка. В поточном
производстве — по соотношению штучного времени по каждой опера-
ции такта линии. Численность рабочих-станочников определяется по
трудоемкости обработки или исходя из количества оборудования и
принятой сменности (в поточном производстве на основе плана-гра-
фика работы линии). Выбор того или иного варианта расположения
оборудования обусловливается требованием наилучшего использова-
ния площадей при соблюдении норм, обеспечивающих безопасность
работы и удобство обслуживания оборудования (ремонт, обслужива-
ние транспортом и т. п.). Ширина проездов и проходов между станка-
ми определяется габаритами применяемых транспортных средств.
Основными направлениями совершенствования работы механиче-
ских цехов являются:
• повышение уровня специализации и концентрации производства
однотипных деталей на основе унификации изделий, сборочных
единиц, деталей на стадии их конструирования;
• применение групповых методов изготовления деталей;
• применение безотходных малооперационных технологий;
• механизация и автоматизация производства;
• анализ и соблюдение принципов рационализации структур и про-
цессов;
• анализ и применение современных методов менеджмента и др.
11

324 Р. А. Фатхутдинов. Производственный менеджмент
8.3. Сборочные подразделения
На большинстве машиностроительных предприятий сборочные под-
разделения (цехи) завершают процесс производства продукции, вклю-
чающий ее сборку, испытания, сертификацию и упаковку. Эти работы
выполняются по технологическим процессам (картам) и другой тех-
нической документации. Качество и эффективность работы сборочных
цехов во многом определяют ритмичность, качество, эффективность и
устойчивость функционирования предприятия в целом. Однако для
того, чтобы сборочные цехи работали на «отлично», необходимо меха-
ническим цехам делать свою работу тоже на «отлично».
Процесс сборки состоит в соединении и обеспечении правильного
взаиморасположения и взаимодействия деталей и сборочных единиц.
В цехах единичного и мелкосерийного производства наряду с чисто
сборочными операциями выполняются другие технологические опера-
ции (дополнительная механическая обработка деталей, слесарно-приго-
ночные операции и т. п.). Технология сборочного процесса определяется
характером, конструктивной сложностью, уровнем технологичности
конструкции и годовой программой выпуска изделий. Вместе с тем с
технологической точки зрения сборочные операции имеют много об-
щего, что позволяет использовать универсальную технологическую
оснастку, типовые технологические процессы и формы организации
сборочных процессов.
Дифференциация производственного процесса по сборке практи-
чески неограниченна, что создает весьма благоприятные условия для
внедрения поточных методов организации. Сборочные процессы ха-
рактеризуются высоким удельным весом ручных работ и, за редким
исключением, применением несложного технологического оборудо-
вания. Специфика сборочных процессов позволяет широко использо-
вать средства механизации и существенно затрудняет автоматизацию
сборочных операций. Специализация рабочих и уровень их квалифи-
кации часто определяются спецификой сборки и регулирования вы-
пуска определенного вида продукции. Поэтому освоение новых видов
продукции связано с приобретением определенных навыков и опыта.
Одной из особенностей сборочных цехов является то, что на этапе
сборки стоимость незавершенного производства приближается к пре-
дельной величине — себестоимости готовой продукции. Поэтому сокра-
щение длительности цикла сборки обеспечивает не только ускорение
оборачиваемости оборотных средств, но и наиболее эффективное ис-
пользование производственных площадей. Трудоемкость сборочных

Тема 8. Основы организации производства в машиностроении 325
работ, а следовательно, и длительность цикла сборки существенно за-
висят от- уровня технологичности конструкции по таким показателям,
как блочность конструкции, коэффициенты стандартизации и унифи-
кации, взаимозаменяемости конструкции и др. Требуемая точность со-
пряжения деталей может быть обеспечена за счет высокой точности из-
готовления деталей, применения деталей-компенсаторов, специального
подбора деталей или индивидуальной пригонки сопрягаемых деталей.
Каждый из этих методов используется при определенном объеме
производства, характеризуется соответствующими показателями эф-
фективности и оказывает влияние на особенности планирования и
организации производства. Следует стремиться к снижению доли сле-
сарно-сборочных и пригоночно-доделочных работ.
При выборе формы организации сборочных работ решающим фак-
тором является тип производства. Основными разновидностями форм
организации сборочных работ являются индивидуальная (бригадная)
сборка и поточная сборка. В первом случае сборка изделия осуществ-
ляется на стационарном рабочем месте одним сборщиком или брига-
дой. Поточная сборка отличается глубокой дифференциацией сбороч-
ного процесса и узкой специализацией рабочих мест. На практике
нередко используется сочетание этих форм в пределах одного цеха и
даже участка. Степень дифференциации производственного процесса
в этом случае может быть различной. Обычно узловая сборка отделя-
ется от генеральной (общей). При узловой и генеральной сборке мо-
гут использоваться как элементы поточного производства, так и мето-
ды индивидуальной сборки.
Основные формы организации сборочного процесса в наибольшей
степени отвечают соответствующему типу производства. Технология
сборки в цехах единичного и мелкосерийного производства предусмат-
ривает объем доделочных и пригоночных работ. В цехе используются
металлорежущее оборудование и транспорт универсального назначе-
ния, создаются участки или рабочие места для слесарной обработки
деталей. В этих условиях чаще используется индивидуальная (бригад-
ная) сборка, отличающаяся небольшой длительностью цикла сборки
и относительно низким уровнем эффективности.
В цехах среднесерийного производства доделочные и пригоночные
работы или ликвидируются, или же сводятся к минимуму. Процесс
сборки дифференцируется, поэтому возможна специализация рабо-
чих мест. При сборке узлов и изделия используются поточные методы
или их элементы, повышается степень оснащенности технологических
процессов и применение автоматизированного оборудования. Значи-

326 Р. А. Фатхутдинов. Производственный менеджмент
тельно снижается при этом удельный вес сборочных работ в общей
трудоемкости и сокращается длительность цикла сборки.
В цехах крупносерийного и массового производства сборка ведется
на основе взаимозаменяемости деталей. Технологические процессы
максимально дифференцируются, широко применяются прогрессив-
ная технология, средства механизации и автоматизации, организуется
поточная сборка, оснащенная высокопроизводительным оборудова-
нием и транспортными средствами.
При разработке проектов сборочных цехов учитываются особенно-
сти, связанные с характером изготовляемой продукции: конструктивные
(габариты, вес, сложность, материал, точность, взаимозаменяемость и
др.); технологические (число операций, метод обработки, разряд ра-
бот, характеристики технологического оборудования, оснастки и др.)
и организационные (программа выпуска, способ сочетания операций,
показатель организованности процессов сборки и др.).
Основными направлениями совершенствования работы сборочных це-
хов являются:
• повышение уровня специализации и концентрации сборочных
работ;
• применение бригадной формы организации труда;
• сокращение пригоночных работ за счет применения селективной
сборки, основанной на предварительной сортировке (селекции)
деталей на размерные группы и последующем соединении дета-
лей определенной размерной группы;
• повышение блочности конструкции изделия и взаимозаменяемо-
сти деталей (это в большей мере относится к конструкторам);
• повышение уровня механизации и автоматизации сборочного про-
цесса;
• анализ и соблюдение принципов рационализации структур и про-
цессов;
• анализ и применение современных методов менеджмента и др.
8.4. Основы оперативного управления
производством
Оперативное управление производством включает следующие рабо-
ты: 1) организация разработки и выполнения оперативно-календар-
ных планов производства продукции и сменно-суточных заданий на
уровне цехов, участков и рабочих мест; 2) организация обеспечения

Тема 8. Основы организации производства в машиностроении 327
рабочих мест всем необходимым; 3) организация учета и контроля хо-
да производства; 4) регулирование хода производства. На межцехо-
вом уровне оперативное управление осуществляется для решения прин-
ципиальных вопросов снятия, замены запущенных в производство
изделий, включения в программу выпуска новых изделий, обеспече-
ния внешних поставок комплектующих изделий, использования внут-
ренних материальных, трудовых и финансовых ресурсов.
Для оперативного управления производством в цехах характерна
строгая регламентация выполнения работ во времени по каждой по-
зиции производственной программы и номенклатурно-календарного
плана в зависимости от фактически складывающейся производствен-
ной ситуации. Работы по оперативному управлению производством
выполняются в реальном масштабе времени, не допускающем пере-
рывов в процессе изготовления деталей и сборки изделий. Временной
горизонт оперативного управления для цеха может быть в пределах
месяца, участка (бригады) и рабочих мест — в интервале недели, смены.
Для межцехового уровня этот интервал расширяется от месяца до го-
да. В настоящее время процедуры оперативного управления все боль-
ше переплетаются с технологией и регулированием (диспетчеризацией)
производства. Повседневно выполняемые управленческим персона-
лом функции по оперативному учету, контролю и анализу хода произ-
водства являются основой для выработки вариантов регулирующих
воздействий на ход производства.
Таким образом, оперативное управление производством осуществ-
ляется на основе непрерывного (повседневного) слежения за ходом
производства, оказывая целенаправленное воздействие на коллекти-
вы цехов, участков, а также на рабочих для обеспечения безусловного
выполнения утвержденных производственных программ. Это дости-
гается выполнением следующих условий:
• строгим распределением работ на короткие периоды времени (де-
када, неделя, сутки, смена) в цехах, на производственных участ-
ках (в бригадах) — в подетальном и узловом разрезах, а для рабо-
чих мест — в подетально-пооперационном виде;
• четкой организацией сбора и обработки информации о ходе про-
изводства;
• комплексным использованием средств вычислительной техники
для подготовки вариантов управленческих решений;
• повседневным анализом и владением управленческим персона-
лом производственной ситуацией в каждом звене предприятия;

328 _ Р. А. Фатхутдинов. Производственный менеджмент
• своевременным принятием решений и организацией работы по
предупреждению нарушений в ходе производства или для быст-
рого его восстановления в случае отклонения от запланирован-
ных заданий.
Составление оперативно-календарного плана (ОКП) запуска-выпу-
ска деталей для цехов серийного производства — сложная, трудоем-
кая работа, требующая предварительного анализа реальных условий
производства в каждом цехе, выявления характерных особенностей и
рациональных элементов в сложившейся системе планирования. В от-
личие от цехов крупносерийного производства с устойчивой номенк-
латурой деталей здесь мы имеем дело с деталями, производство которых
в каждом из планируемых месяцев может носить не всегда стабиль-
ный характер. Это означает, что запуск и выпуск каждой партии дета-
лей будет подчинен определенным требованиям либо сборки изделия,
либо условиям поддержания на нормативном уровне оборотных и
страховых заделов в цеховых кладовых и на центральном складе гото-
вых деталей предприятия. Отсюда вытекает необходимость выявле-
ния особенностей и установления основных факторов, определяющих
процесс разработки наиболее рационального варианта ОКП запуска-
выпуска деталей.
1. В серийном производстве для каждой партии деталей определя-
ется число запусков или их периодичность. При этом число запусков
может быть различным. Если их число больше единицы, то в ОКП
выпуск каждой партии деталей следует чередовать с периодичностью
запуска-выпуска, добиваясь равных промежутков времени между вы-
пусками партии деталей одного наименования.
2. Затраты времени на переналадку оборудования должны быть ми-
нимальными. Это достигается путем строгого закрепления конструк-
тивно-технологически схожих деталей за одними и теми же станками.
3. Важным критерием эффективности ОКП служит обеспеченность
полной загрузки станков и занятости рабочих. С этой целью рекомен-
дуется анализировать принципы рациональной организации произ-
водственных процессов, внедрять бригадную форму организации труда,
предполагающую совмещение профессий, многостаночное обслужи-
вание, снижение монотонности труда путем обеспечения сменяемо-
сти рода деятельности.
4. Если в цехе выполняются все или основные виды обработки дета-
лей, то детали можно разделить на ведущие, имеющие наиболее дли-
тельный технологический цикл обработки, и комплектующие. Необ-
ходимо стремиться к соблюдению графика выпуска ведущих деталей.

Тема 8. Основы организации производства в машиностроении 329
5. В условиях стабильной номенклатуры планирование производ-
ства деталей организуется по принципу подачи в кладовую цеха, а в
некоторых случаях непосредственно на центральный склад готовых
деталей завода. Здесь важно четко определить очередность запуска
и выпуска деталей.
6. Оперативно-календарный план разрабатывается на основе поде-
тальной производственной программы и, в сущности, представляет
собой расписание работ по дням недели, в котором каждая партия де-
талей имеет конкретные сроки ее запуска и выпуска из обработки.
ОКП могут разрабатываться с разной степенью детализации: укруп-
ненно, т. е. в разрезе партий деталей в соответствии с расчетными цик-
лами их обработки и периодичностью запуска; дифференцированно,
т. е. в пооперационном разрезе в отношении каждой партии деталей.
7. Разработка плана является делом весьма сложным. При этом следу-
ет учитывать, насколько план обеспечен всем необходимым для непо-
средственной его реализации. Цехи серийного производства оснаще-
ны универсальным и частично полуавтоматическим оборудованием.
Обслуживающие его рабочие, по сути дела, обеспечивают нормальное
(по графику) течение производственного процесса. ОКП разрабаты-
вается в разрезе каждой партии деталей с указанием сроков выполне-
ния тех операций, которые должны контролироваться плановиками и
мастерами и которые следует строго выдерживать. Это положение уп-
рощает процесс разработки ОКП и позволяет использовать при расче-
тах эвристические правила, учитывающие рациональные приемы ре-
шения задач.
8. ОКП разрабатывается до начала очередного планового периода,
с учетом имеющегося задела в производстве. Размеры партии дета-
лей по ходу процесса могут разукрупняться по техническим, органи-
зационным, производственным причинам.
Итак, процесс разработки ОКП складывается из определения оче-
редности запуска партий деталей в обработку и календарных сроков
запуска-выпуска партий деталей. Определение очередности запуска
партий деталей в обработку, календарных планов их запуска-выпуска
осуществляют технологи и организаторы производства исходя из кон-
кретных условий.
Завершающей стадией процесса управления производством явля-
ются учет, контроль и регулирование (диспетчеризация) хода выпол-
нения частичных процессов. В процессе разработки производственных
программ, ОКП и сменно-суточных заданий используется информа-
ция о текущем ходе производства. Эта информация, отражая резуль-

330 Р. А. Фатхутдинов. Производственный менеджмент
таты работы цехов, складов (кладовых) за истекшую смену, сутки и
другие промежутки времени, непрерывно накапливается в пунктах сбо-
ра, периодически обрабатывается и окончательно формируется к каж-
дому новому плановому периоду в виде соответствующих итоговых
данных. Своевременность поступления информации в пункты сбора,
ее полнота и достоверность непосредственно влияют на качество раз-
рабатываемых программ и заданий. Поэтому эти факторы принима-
ются в качестве критериев создания системы оперативного учета на
предприятии.
Информация о ходе производства не только используется при плани-
ровании, но и одновременно является основой действенного контроля
и регулирования производственных процессов. Какими стабильными
бы ни были цеховые производственные программы и оперативные за-
дания участкам или отдельным рабочим, в ходе производства неиз-
бежно возникают изменения и отклонения, требующие корректиров-
ки ранее составленных планов. К ним относятся отсутствие на складе
или в кладовой цеха материалов, заготовок, готовых деталей, приспо-
соблений, инструмента или возникновение массового брака, отсут-
ствие рабочих, невыход (в сравнении с графиком) станков из ремон-
та и т. д.
Своевременный, полный и точный учет перечисленных отклонений
позволяет не только вести контроль, но и оперативно регулировать
ход производства в соответствии с разработанным планом. Эти условия
могут быть обеспечены только при рациональной организации системы
оперативного учета в масштабе всего предприятия на основе комплекс-
ного применения современной вычислительной техники и перифе-
рийных средств. Отсюда вытекает, что основной задачей оперативного
учета является получение информации о результатах работы произ-
водственных цехов и их подразделений за определенный период вре-
мени в целях ее использования для контроля и регулирования теку-
щего хода производства. В синтезированном виде эта информация
используется для целей планирования производства в каждом из це-
хов на более длительные периоды времени (месяц, квартал). Реализа-
ция этой задачи при условии своевременности поступления, полноты
и достоверности учитываемой информации может быть осуществлена
путем создания комплексной автоматизированной системы оператив-
ного учета на предприятии. Такая система должна отвечать следую-
щим требованиям:
• обладать высокой оперативностью по сбору и обработке инфор-
мации;