Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

or binding) mounted over multiple-speed combining
conveyors.
With new computer-controlled, low-pressure techni-
ques, however, nonround shapes can be conveyed at
high speed by photoelectric monitoring of the gaps be-
tween the containers at the output end of the station.
Chain speeds are adjusted automatically to maintain
the desired gap between the containers and the optimum
single-file exit rate. In addition to being much more
tolerant of nonround container shapes, this method is
significantly quieter and assures gentler handling of less-
sturdy containers. Care must be taken in using this
technique, because it will work only for a specific range
of nonround containers.
SYSTEM DESIGN
The following factors affect the type and design of a
conveyor system:
1. Input or package material, shape, size, weight, and
center of gravity.
2. The conveyor system’s speed of operation.
3. The space available and the production line layout
and flow.
4. The best location for the major pieces of equipment
and their interrelationships.
5. The location points of supply for the system.
6. The routing of finished products to warehouse and/
or marketplace.
7. The production volume needed by the marketing
department (present and future needs).
8. The cost justification for the system.
9. The probable return on the investment.
10. Locating points of labor needs and the most effi-
cient use of the labor supply.
11. Access routes for primary and secondary packaging
supplies, labeling, and maintenance.
12. The power, air, and/or hydraulic services that are
available for systems operation.
13. The logic requirements of the electrical power and
control system.
14. The systems basic pacing factors—whether the
design is based on maximum process speed or on
the projected sales volume.
Profits of successful consumer products companies are
heavily influenced by the proper design and installation
of conveyors in their packaging lines.
Special thanks to the following manufacturers for
their input and materials. They have a wealth of
knowledge, experience, and products.
uni-chains Manufactur-
ing, Inc.
Tel: (610) 743-6964, (800)
937-2864,
Rexnord
2000 Sam Rittenburg
Boulevard, Suite 2011
Charleston, SC 29407 USA
Fax: (610) 372-3590
Holli Musante
e-mail: hmu@unichains.
com
Web site: http://
www.unichains.com
Rick Corlett Tel. (262) 376-
4678
Phone: 843-852-3456
Fax: 843-852-3471
Web site: http://
www.rexnord.com
BIBLIOGRAPHY
General References
Conveyor Equipment Manufacturer’s Association (CEMA) [9323
Hungerford Drive, 6 Rockville, MD, 20850, telephone (301)
738–2448], http://www.cemanet.org/publications/index.html.
ANSI/PMMI B155.1-2006. American National Standard for
Packaging Machinery and Packaging Related Converting Ma-
chinery—Safety Requirements for Construction, Care, and
Use. ANSI, American National Standards Institute, Inc.,
1430 Broadway, New York, NY, 10018. Harmonized with
ISO/EN requirements, http://www.ansi.org/.
ANSI B20.1-2006. American National Standard for Safety Stan-
dard for Conveyors and Related Equipment. ANSI, American
National Standards Institute, Inc., 1430 Broadway, New York,
NY 10018, http://www.ansi.org/.
F. Nippard, Dynamic Analysis of Container Conveyance Systems,
Zarpac Inc., 1185 North Service Road E, Oakville, Ontario
L6H 1A7, Canada, 1991.
F. Nippard, Kinematic Analysis of Container Conveyance Systems,
Zarpac Inc., 1185 North Service Road E, Oakville, Ontario
L6H 1A7, Canada, 1990.
P. J. Zepf, P. Eng., CPP, How to Calculate Wastage and Rework
in Production Process, Zarpac Inc., 1185 North Service
Road E, Oakville, Ontario L6H 1A7, Canada, 2002, http://
www.zarpac.com.
P. J. Zepf, P.Eng., CPP, How to Implement Performance Measure-
ments into a Production Process, Zarpac Inc., 1185 North
Service Road E, Oakville, Ontario L6H 1A7, Canada, 2002,
http://www.zarpac.com.
CORRUGATED PLASTIC
NEAL FERGUSON
I.C.C. Primex Plastics
Corporation
Updated by Staff
INTRODUCTION
Corrugated plastic refers to a wide range of extruded twin-
wall plastic sheet products produced from high-impact
polypropylene resin with a similar makeup to corrugated
fiberboard. It is a lightweight, tough material that can be
easily cut. Theoretically, almost any plastic material can
be formed into a corrugated profile, but costs can be
prohibitive. In the United States market, polypropylene
copolymer (see Polypropylene) and high-density polyethy-
lene (see Polyethylene, High-Density) are the materials in
348 CORRUGATED PLASTIC

common use, although there is a small quantity of poly-
carbonate (see Polycarbonate) material imported for spe-
cialized outdoor applications. The board is marketed
under the following trademarks: Coroplast, Correx, Cor-
rulite, Corriflute, and Twinplast.
Correx and Coroplast are extruded profiles. Corrulite
is laminated from three separate sheets and has the
characteristic S-shaped flute of standard fiberboard. In
all cases, the formability and mechanical properties are
very similar, although the printability of the extruded
sheet is superior. The plastic corrugated board has ad-
vantages over standard fiberboard, but certainly cannot
be used as a substitute for all applications. The packaging
designer should consider the following opposing criteria:
Advantages
Long life
Chemical resistance
Insulation
Multiple color choice
Strength: weight ratio
Waterproofness
Disadvantages
Cost
Formability
Temperature resistance
Ultraviolet degradation
PROPERTIES
Plastic corrugated board utilizes test data from both the
fiber and plastics industries, and this can lead to confu-
sion. Plastic corrugated’s strength and durability have no
direct relationship to corrugated fiberboard. Corrugated
plastic sheet is inert. It is pH neutral. At regular
temperatures most oils, solvents, and water have no effect.
This allows good performance under adverse weather
conditions or for a product exposed to harsh chemicals.
When used in archival, pharmaceutical, and hospital
applications, Coroplast may act as a carrier through a
sterilization system (1). It can be wiped down with alcohol,
autoclaved (check for extreme conditions), and treated
with ethylene oxide gas. A single treatment by gamma
radiation is not critical, but 4–5 exposures to the Standard
AECL-2.5 mega rad dose will be sufficient to cause poly-
mer breakdown. The rough handling capability of Coro-
plast compares well against fiberboard, and it has a
significantly higher burst, puncture and edge, and flat
crush properties than that of B flute fiberboard. Special
products require additives that are needed for UV protec-
tion, antistatic properties, flame-retardant properties,
custom colors, and anti-corrosion properties. For general
performance comparisons of corrugated plastic and corru-
gated fiberboard, see Tables 1 and 2.
PRINTING TECHNIQUES
Plastic corrugated board is supplied in various base colors
by blending pigment into the plastic resin. It can be
printed by screen printing or flexography (see Decorating;
Printing) if the extruded board is flat enough. The poly-
olefins are nonabsorbent and have poor adhesion surfaces
unless they are corona-treated or flame–treated prior to
printing (see Surface Modification). Minimum film thick-
ness of ink is essential to expedite ink drying (see Inks).
Therefore, ink viscosity should be approximately 10%
Table 1. Mechanical Properties Extruded Profile of Polypropylene Copolymer
a
Property Value
Thickness in. (mm) 0.157 (4.0) 0.157 (4.0) 0.196 (5.0)
Weight lb/ft
2
(g/m
2
) 0.143 (700) 0.159 (775) 0.205 (1000)
Impact strength
b
73.41F (231C) lbf/in. (N/cm) 90.7 (159) 97.9 (171) 126.5 (222)
321F(01C) lbf/in. (N/cm) 88.5 (155.0) 100.3 (175.7) 129.4 (226.6)
41F(201C) lbf/in. (N/cm) 62.7 (109.8) 69.4 (121.5) 89.6 (156.9)
Tensile strength
Load lbf (N) 62 68.6 88.6
Yield point lbf/in. (N/cm) 661.5 732.4 945.9
Point of failure lbf/in.
2
(N/cm
2
) 3417 3783.2 4886.3
Elongation % 166.3 165.8 165.3
Compression strength
d
flat
Load lbf (N) 36 (160.1) 39.5 (175.7) 51.4 (228.6)
Compression lbf/in.
2
(N/cm
2
) 9.2 (6.3) 10.2 (7.0) 13.2 (9.1)
Strain % 1.04 1.06 1.08
Vertical flute
Load lbf (N) 87.7 (390.1) 97.1 (431.9) 125.4 (557.8)
Compression lbf/in.
2
(N/cm
2
) 280.8 (193.3) 310.2 (213.9) 401.1 (276.5)
Strain % 2.37 2.52 2.71
Horizontal flute
Load lbf (N) 6.4 (28.5) 7.1 (31.6) 9 (40.0)
Compression lbf/in.
2
(N/cm
2
) 21.3 (14.7) 23.6 (16.3) 30.5 (21.0)
Strain % 1.7 1.7 1.4
a
Tests conducted by Tokan Kogyo Co., Ltd., Japan, on extruded profile.
b
DuPont Impact Tester to ASTM D781-59 T. Test specimen 1.9685 1.9685 in. (50 mm 50 mm).
c
Instron Material Tester to ASTM D828-60. Test specimen 9.8425 0.5905 in. (250 mm 15 mm).
d
Tensilon Material Tester to ASTM D695-69. Test specimen 1.9685 1.9685 in. (50 mm 50 mm).
CORRUGATED PLASTIC 349
higher than normal. Squeegee pressure is normal with
the squeegee medium sharp to sharp. Halftones and
transparencies are possible using direct emulsion screens
or indirect photo-films on a fine monofilament fabric
(245–305 mesh). When force-drying, care should be taken
to keep the oven temperature below 1101F (431C) and to
prevent sharp variations in air temperature. Corrugated
plastic tends to be relatively rigid and, therefore, is best
printed on flat–bed types of automatic and semiautomatic
equipment.
One of the major uses for corrugated plastic is in
signage, so high-quality printing and water resistance
are important properties. Coroplast supplies a smooth
polypropylene sheet for digital flat-bed printing (2).
FORMING METHODS
Standard boxmaking techniques can be used to fabricated
corrugated plastic board. Generally, flat-bed presses using
cam action or single stroke are used to die-cut, score,
crease, or fold the material. Three-point or four-point,
single-side bevel-edge rule is used for cutting. Six-point
creasing is used for creasing parallel with the flutes,
three-point for creasing across the flutes, to obtain a 901
bend. The packaging designer must bear in mind that the
polyolefins have a ‘‘memory’’ and, unlike paperboard, will
generally attempt to return to their previous shape. This
characteristic calls for modified bending and creasing
techniques, but difficulties can be overcome.
High-frequency welding has been the most successful
method of joining the material. Because of the nature of
the polymer, glues are not generally successful, but lap
joints have been accomplished using corona-treated board
with silicone-type or hot-melt adhesives (see Adhesives).
Metal stitching can be used, but this creates a weak spot
immediately surrounding the staple (see Staples).
Milseal 2 is a new, smooth plastic process that seals the
edges of heavy duty sheets (3).
CONDUCTIVE CONTAINERS
Changes in the electronic industry resulted in a require-
ment for different packaging materials. Plastic resins
have been formulated to prevent, or dissipate, a static-
electricity charge that would normally build up in the
material. In the past, a carbon-loaded film was printed
onto the surface of corrugated paperboard, but this had a
tendency to slough off easily. The sloughing rate can be
reduced by dipping the entire material, but this is another
area in which plastics have an advantage. If the carbon
is introduced into a polymer before extrusion, the wear
factor is sharply reduced and the board can be used in
near-’’clean-room’’ conditions. The electronic industry has
requirements for conductive containers for dip tubes,
kitting trays, stackable tote boxes, multitrip shipping
containers, dividers, covers, and lids. Coro-Gard (Coro-
plast) is a conductive plastic sheet made to transport
electronic materials and meets the Electronic Industries
Association’s standard STD 15-5A, MILP 83668 (United
States Air Force), and DOD-HBBK 263.
ENVIRONMENTAL CONCERNS
Twin-wall fluted structures produce strength and rigidity
at lower weight, thus reducing the amount of material
required for a product. Durability in all weather condi-
tions means a longer life of the product. Polypropylene
recycles in processing streams. Polypropylene copolymers
Table 2. Comparative Tests Between Plastic and Paper
a
Test #1 Box size: in. (mm) 12.4 9.4 11.8
(315 240 300)
Material: Polypropylene Paper
Board thickness: in. (mm) 0.157 (4) 0.197 (5) 0.205 (5.2)
Board weight: lb/ft
2
0.150 (730) 0.191 (930) A Flute
b
Compression load: lbf (N) 485 (2157) 1455 (6472) 661 (2940)
Test #2 Box size: in. (mm) 23.6 19.7 16.1
(600 500 410)
Material: Polypropylene Paper
Board thickness: in. (mm) 0.157 (4) 0.197 (5) 0.299 (7.6)
Board weight: lb/ft
2
(g/m
2
) 0.150 (730) 0.191 (930) Double wall
c
Compression load: lbf (N) 717 (3189) 1482 (6592) 1753 (7798)
Distortion: in. (mm) 0.630 (16) 0.787 (20) 0.512 (13)
Test #3 Box size: in. (mm) 15.7 9.4 8.8
(400 240 225)
Material: Polyethylene Paper
Board thickness: in. (mm) 0.150 (3.8) 0.191 (4.85)
Compression load: lbf (N) 794 (3532) 708 (3149)
Distortion: in. (mm) 0.472 (12) 0.630 (16)
a
Testron #2000, compression speed 0.472 in./min (12 mm/min). Ten samples cases at 681F (201C).
b
A flute (B-240)(B-240)(SCP-135)(B-240).
c
Double-wall corrugated (B-240)(SCP-135)(SCP-135)(SCP-135)(B-240).
350 CORRUGATED PLASTIC
are considered inert and nontoxic and safe for use in
contact with food.
BIBLIOGRAPHY
Neil Ferguson, ‘‘Corrugated Plastic’’ in M. Bakker, ed., The Wiley
Encyclopedia of Packaging Technology, 1st edition, John Wiley
& Sons, New York, 1986, pp. 226–228; 2nd edition, A. J. Brody
and K. S. Marsh, eds., 1997, pp. 285–287.
Cited Publications
1. ‘‘Sterilization of Coroplast TM, Coroplast, Dallas, Texas, http://
www.coroplast.com/steril.htm, 2008.
2. ‘‘General Properties of Coroplast Plastic Sheets,’’ Tech Bulletin
CSS-011-93, Coroplast, Dallas, Texas, http://www.coroplast.com/
genprop.htm, 2008.
3. ‘‘Milseal 2,’’ Mill Industries, www.millsind.com, 2008.
CORRUGATED PLASTIC 351
D
DATE CODING AND MARKING
DALE VONEY
Markem-Imaje, Kennesaw,
Georgia
Date coding and marking serves many crucial purposes.
Within a single date code or product label, one or many of
the following functions can be filled: product marketing,
product identification, traceability, date and/or time of
product creation, expiration of product, product ingredi-
ent/chemical composition information, and product usage
information. Depending on the type of product produced,
where the product is produced, and where the product is
sold, state and federal agencies may have specific require-
ments for the date code.
Most products will receive multiple date codes as they
are created, packaged, and processed throughout a supply
chain. In the different stages of a production cycle, various
technologies are used to efficiently and accurately apply the
proper marking. Depending on the objective of the date code
and all of the variables involved in a particular application,
one may choose from the following coding and marking
technologies: continuous ink jet, drop-on-demand, laser,
thermal transfer, direct thermal, and contact.
In this article, we will examine each of these technol-
ogies and discuss their proper application.
TECHNOLOGIES
Industrial printers used for marking and coding can use a
variety of technologies. The most prevalent technologies
are described in the following subsections.
CIJ (Continuous Ink Jet)
The principle of CIJ technology is to apply ink to the
substrate by deflecting calibrated droplets from a continu-
ously circulating stream. These droplets are distributed in
a dot matrix pattern to form desired characters. The dot
matrix pattern, or character, is made up of vertical dots
controlled electronically. The horizontal placement of
drops is achieved by the movement of the substrate under
the print head. Ink is distributed from holding tank,
through the printer, and into the print head. Droplets
are created and dispensed to the substrate by the print
head (see Figure 1). Droplets used in printing the message
are selectively chosen by the equipment software.
Droplet creation, calibration, and consistency are cru-
cial to this technology. Within the print head is an ink
chamber that contains a small nozzle and a vibrating
crystal, called a resonator. The pressurized ink flows
through the chamber and toward the opening, called the
cannon. During this journey, the resonator changes the
characteristics of the ink stream from a continuous stream
to a series of droplets that are marginally connected. As
the ink stream leaves the cannon, marginally connected
‘‘teardrops’’ begin to form. Due to fluid dynamics, these
teardrops eventually form individual, spherical droplets.
The size of the drop varies and is dependent on the
modulation of the resonator, cannon size, and ink pres-
sure. The droplets continue down the print head and
through a charge electrode. Since CIJ inks are conductive,
the ink droplets can be selectively charged simply by
changing the electrical current on the charge electrode.
Only those droplets needed to form the desired matrix
pattern or characters will be charged. Droplets then
pass through two parallel plates, called deflection plates,
whereby the charged droplets are deflected by applying
voltage. The remaining uncharged droplets fall directly
into a small vacuum tube at the bottom of the print head.
The vacuum tube returns the ink to the ink reservoir.
For industrial packaging, CIJ technology is mainly
used in small-character ink jet printers (SCPs).
Small-character printers are typically used to print di-
rectly onto products or primary packages. Depending on
character height and dpi requirements, SCPs can also be
used for secondary package printing. Here is a brief list of
examples of SCP applications: lot identification for glass
bottle printing, expiration information on metal cans
containing vegetables, time of production on bags of bread,
and kosher symbols on hot dog packaging. Due to the large
variety of fluid chemistries that can be used in a contin-
uous inkjet printer, it is a preferred printing technology
for primary packaging applications.
DOD (Drop-On-Demand)
Drop-on-demand (DOD) ink jet technology uses the prin-
ciple of applying ink to the substrate by ejecting drops
though multiple openings. Each opening corresponds to a
specific location on the vertical axis of the message to be
printed. Drops are ejected from these openings based on
message requirements and character locations relative to
the print head (on-demand). DOD technology is mainly
6
7
8
9
10
12
11
6
7
Cannon
Charge electrode
8 Detection electrode
9 Deflector plates
10 Recovery gutter
11 Head cover
12
Gutter plug
Figure 1. Continuous ink jet printhead.
353
used in Large-character ink jet printers (LCPs).
There are different mechanisms used in DOD technology
for ejecting drops.
Valve-Based. The principle is to supply ink under
slight pressure to an array of valves that are all
equipped with a drop-ejecting nozzle. By controlling
the opening of the valves, the drops can be ejected to
print characters or graphics. DOD-valve-based prin-
ters have coarse resolution. They are mainly used to
print large alphanumeric characters onto shipping
cartons (also called secondary packaging), hence
their naming as large-character printers or LCP-
valve printers (see Figure 2).
Piezoelectric-Based. Ink is supplied by a chamber to a
print head. Each print head is comprised of an array
of chambers that are all equipped with an ejecting
nozzle. The principle is to activate a piezoelectric
element attached to each chamber in order to deform
the chamber. The change of volume of the chamber
leads to the intermittent ejection of drops from the
nozzle. Piezoelectric-based systems offer finer and
more precise control, leading to high-resolution
printing. The industry commonly refers to this
equipment as ‘‘high-resolution printing systems’’
(see Figure 3).
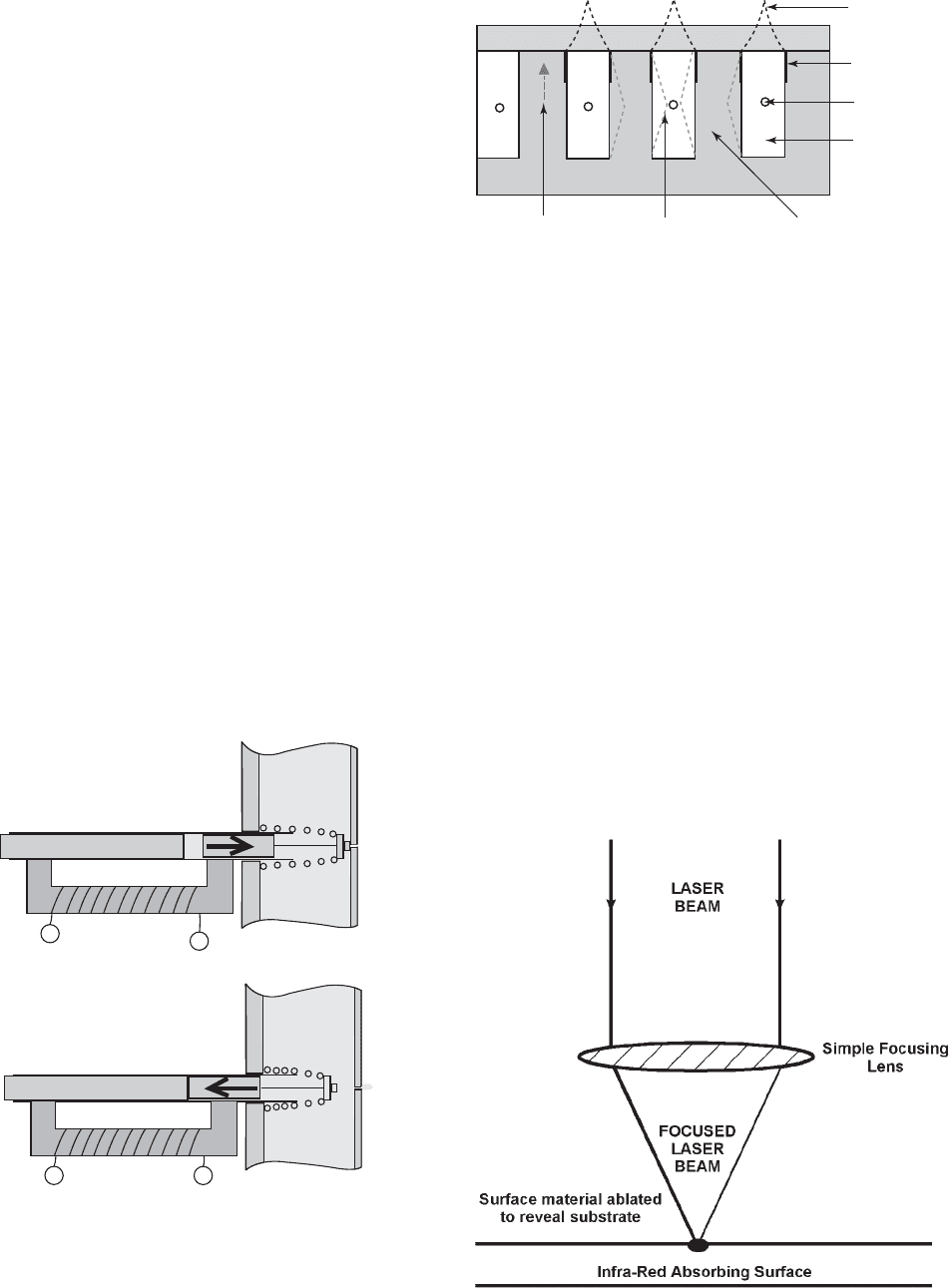
Laser Marking
This technology uses a laser beam that interacts directly
with the substrate material to create an indelible mark
(see Figure 4). The laser beam can be of different
wavelengths according to the laser source that is used.
Different wavelengths are chosen in order to interact
efficiently with the target substrate material. CO
2
(carbon
dioxide) and YAG (yttrium aluminum garnett) laser med-
iums are the most common types used in the coding and
marking industry. Of these two types, CO
2
lasers are used
in the packaging industry. YAG lasers are used for mark-
ing metal surfaces.
In order to print characters or graphics, the laser
beam(s) are directed to the correct location on the sub-
strate. Different technologies are used to create the mark-
ing beam and control it:
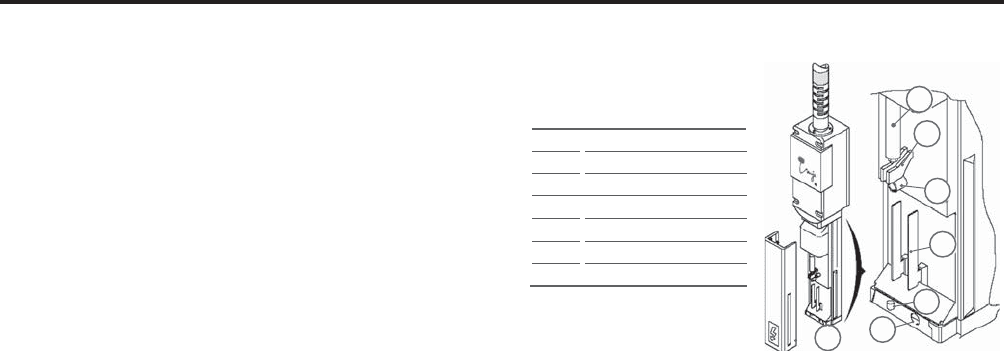
Mask-Based. A mechanical mask (template) is used to
create the pattern on the substrate. The laser marks
the substrate according to the pattern placed in
front of it. A different mask has to be used for each
printed pattern.
Dot Matrix. A pulsed laser beam is formed into a
column of dots. These dots are individually activated
F
P
F
P
+
−
+
−
U
P = Pressure (ink)
F = Force
U = Voltage
O = No volta
g
e
O
Figure 2. Drop-on-demand technology (valve-based).
Signals
Electrodes
Nozzles
Ink channels
Shared walls
Shear mode actuation
PZT Poling
Figure 3. Drop-on-demand technology (piezoelectric-based).
Figure 4. Laser technology.
354 DATE CODING AND MARKING
for printing a matrix-based image from a repeat
combination of columns.
Steered Beam. A pulsed laser beam is displaced along
the X–Y axis by a set of electronically controlled
mirrors.
Lasers used in the packaging industry range from 10 to
150 W of power. Various energies are required for creating
legible marks on different substrates and speeds.
Thermal Transfer
This technology uses a thermal print head comprised of a
dense array of thermal elements (or thermistors) that can
be selectively activated. Printing is accomplished by
bringing the thermal head in contact with an inked
ribbon. The inked ribbon is pressed against the printable
surface. The inked ribbon consists of a base polymer sheet
material and a releasable coating made of fusible ink. By
heating the ribbon with thermistors within the print head,
small areas (dots) of ink are subsequently transferred by
contact to the printed substrate (see Figure 5).
Thermal transfer technology can be used in three
printing systems:
Thermal Transfer Online (TTO). This technology is
used to print directly on packaging film.
Desktop Label. Thermal printheads transfer ink to
adhesive labels. In these systems the labels need to
be applied manually to the products.
Print and Apply Systems. Thermal printheads trans-
fer ink to adhesive labels. An automated mechanism
(applicator) then applies the label to the substrate.
Direct Thermal
This technology also uses thermal print heads, as above.
The thermal elements of the printhead come in direct
contact with specially treated labels. These labels are
sensitive to heat and change color when in contact with
an activated thermistor. This thermal technology does not
require a thermal transfer ribbon. Two printing systems
use direct thermal printing technology: desktop label
and print and apply systems. The concepts of these
systems are the same as listed above in the ‘‘Thermal
Transfer’’ section (see Figure 6).
Contact Printing
Contact printing relies on mechanical methods to transfer
print to a surface. The general principle of contact coding
makes use of predefined forms (metal letters, engraved
print wheels, rubber pads/stamps, etc.). These forms are
pressed into the substrate. The image is transferred as the
pressure is removed. Contact printing may or may not
involve the use of ink or inked ribbon. Embosser, hot
stamp, or roller printers are among these older contact
technologies that are still in use today. These contact
technologies are gradually being phased-out by electro-
nically controlled printing technologies.
The technologies mentioned in the preceding para-
graphs (except Mask Laser) utilize advances electronic
technology to create and control character generation.
These electronics give the capability of changing and
printing variable information on the fly. This limits the
amount of human intervention with the date coding
equipment and allows for variable and unique messages
generation from during production runs.
The latest date coding systems also contain commu-
nication capabilities that allow for the option of remote
control, monitoring, and data collection. As quality control
and regulation becomes more stringent, remote commu-
nication to date coding equipment will be more common.
APPLICATIONS
The horizontal segmentation of the packaging market is
described below (see Figure 7).
Product/Primary Package Printing
These applications consist of printing: lot numbers, time
and/or date of product creation, best before dates, or other
product references directly onto the products and/or pri-
mary packaging in the manufacturing line. These applica-
tions are the fastest and highest-output packaging
applications on the the production line, so speed and
accuracy of date code placement are crucial. Four types
of systems can be chosen:
. Continuous Ink Jet Marking Systems. This product
is the workhorse for product and/or primary packa-
ging printing applications. It generates marks onto
Thermal head
Polyester film
TTR - Ribbon
Ink
Transferred
ink
Substrate
Figure 5. Thermal transfer technology.
DATE CODING AND MARKING 355
products without contact, at high speed, with large
print distance, on most substrate materials (a wide
range of ink chemistries are available). Its limita-
tions are related to its moderate print quality, the
limited printed width, and the necessity to use and
handle liquid inks that maybe hazardous for fast
drying chemistries. Common applications: bottle
printing, retail chipboard box printing.
. Laser Marking Systems. Laser systems generate in-
delible marks on many (but not all) packaging
substrate materials. They are preferred over ink
jet because of their superior print quality, indelible
marks, and the absence of consumables. Their main
limitation is linked to the inability to mark all
material types and colors.
. Thermal Transfer Online Printers (TTO). These
printers print by contact on film materials. Their
main advantage is in print quality. This enables
them to print most industrial bar codes with good
read rates. Also they do not use liquid consumables.
This printing technology is primarily used in packa-
ging film. Printing speeds can be a limitation.
. Small-Character (DOD-Piezo) Ink Jet Systems.
These systems can be preferred to CIJ in applica-
tions where speed and print distance is not demand-
ing. These systems can produce better print quality
than CIJ systems.
Secondary Package (Shipping Cartons) and Tertiary
Packages (Pallets) Printing
These applications consist of printing product information
(product references, lot numbers) and shipping informa-
tion (manufacturer, customer addresses, and order infor-
mation). Three types of systems can be chosen:
Print and Apply Label Systems. These systems are
the workhorse for these applications. They print
high-quality labels that can be read automatically
with high reliability with all scanning equipment.
Their drawback is related to their limited speed and
high cost of labels.
Large-Character Ink Jet Systems. Ink jet systems
have the advantage of higher speed (noncontact
Product
Primary
package
Secondary
package (shipping
carton)
Tertiary package
(pallets)
End of line (logistics)
Manufacturin
g
Figure 7. Packaging applications.
Paper unwind
Dispensed label
Backing paper rewind
Print Image
Print-
head
Print head
Thermal pape
r
Print roll or
platen roll
Figure 6. Direct thermal technology.
356 DATE CODING AND MARKING
printing) and better cost of ownership (there is no
cost associated with labels).
Valve-Based (LCP Valve). These low-price sys-
tems print coarse resolution text or graphics di-
rectly onto most packaging substrates. They
cannot print the shipping information that re-
quires bar codes.
Piezo-DOD-Based (LCIJ). These systems use dif-
ferent technology variants and therefore come in
models that can use either liquid ink (Markem-
Imaje’s High-Res) or solid ink (Markem-Imaje’s
HMIJ). They can print high-resolution text and
graphics including shipping information that in-
cludes bar codes on most packaging materials.
Their main limitation against labels is that they
cannot meet the highest standards in bar code
verification rates, and their output print quality/
performance is substrate-dependent.
Desktop Label Printers. These systems are not inte-
grated on packaging lines. The printed labels need
to be applied manually to the products. Use of
tabletop printers is therefore limited to low-through-
put lines, or as backup to print and apply systems.
DECORATING: IN-MOLD LABELING
RONALD SCHULTZ
RBS Technologies, Inc.,
Scottsdale, Arizona
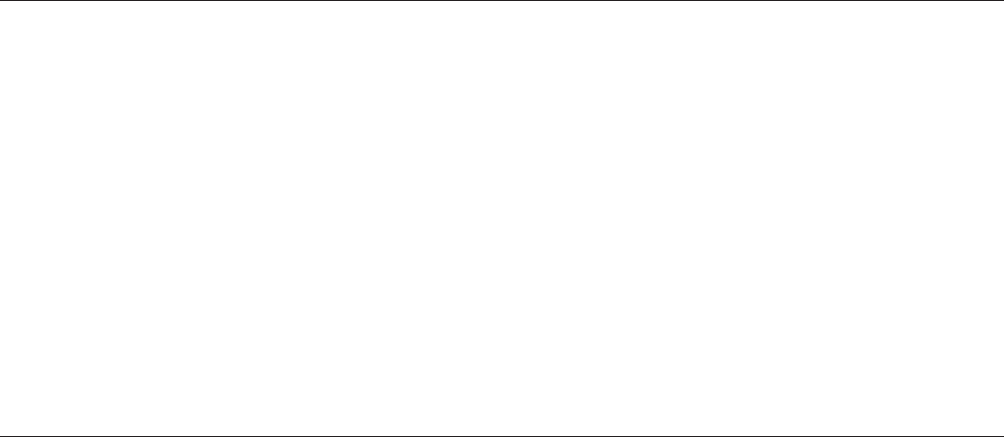
In-mold labeling (IML) is a process for prelabeling plastic
containers during the molding operation. IML differs from
other prelabeling methods, such as pressure-sensitive and
heat-transfer, in that the labeling mechanism is built into
the molding machine. No additional labeling equipment or
labor is required because the containers are ejected from
the molding machine with the labels already in place. One
of the most important advantages that IML offers pack-
agers is cost reduction. Use of containers that come from the
molder already labeled allows packagers to eliminate
their labeling machines and flame treaters along with the
labor, maintenance costs, utilities, and floor space for that
equipment. Other advantages include labels with the high-
est-quality graphics, a plastic gram weight savings over
post-mold-decorated containers, and, in the case of injec-
tion-molded containers, the ability to cover all five sides of a
rectangular container with a single label in one operation.
Over the past several years, IML has evolved and grown
into three related technologies: extrusion blow mold in-
mold labeling (EB-IML), injection mold in-mold labeling
(IM-IML), and thermoform in-mold labeling (T-IML).
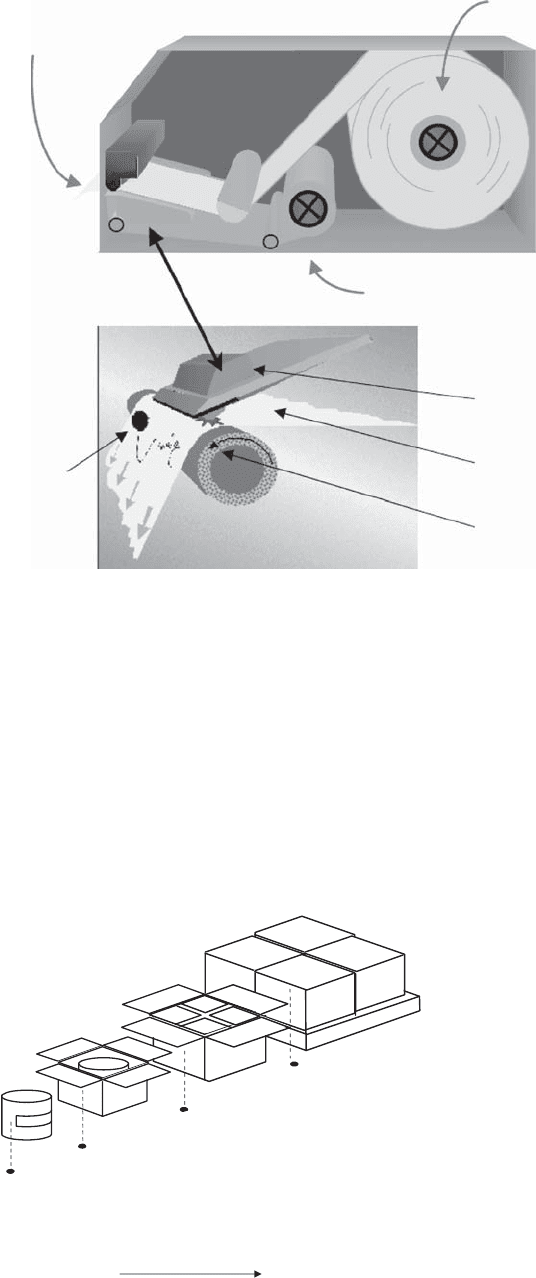
BLOW MOLD IN-MOLD LABELING
Procter and Gamble recognized the advantages of EB-IML
and was the first consumer products manufacturer
in North America to use it on HDPE bottles in the late
1970s.
In-mold labeling requires some modifications to the
conventional blow-molding procedure (see Blow Molding):
(1) In-mold labels for EB-IML have a heat-activated
adhesive on the backside; (2) the molds are fitted with
vacuum ports or the labels are electrostatically charged to
hold the labels in place on the mold wall during the blow-
molding operation; (3) label magazines are added to hold
stacks of die-cut labels, usually one for the front and one
for the back of the container; and (4) a robotic pick-and-
place device is added to transfer labels from the magazine
into the mold cavity.
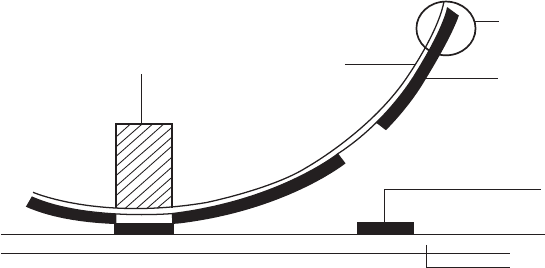
In a typical continuous-extrusion blow-molding (EB-
IML) process, the robotic pick-and-place device takes a
label from the magazine and places the printed side
against the wall of the open mold, where it is held in place
by the vacuum ports. As the mold closes, it pinches off a
section of a molten plastic tube (the parison) as it comes out
of the extruder. The closed mold then moves away from the
extruder and high-pressure air is injected into the parison,
inflating it like a balloon. When the hot plastic parison
contacts the back of the label, it activates the adhesive and
flows up and around the edges of the label. The label is
flush with the surface of the container and becomes an
integral part of it. A volume of plastic is displaced that is
equal to the volume of the label (Figure 1). The air pressure
in the mold is maintained until the container is cool enough
to be ejected from the mold.
The largest numbers of EB-IML containers produced in
North America are HDPE bottles made on rotary or
‘‘wheel’’ blow molding machines. These machines are
used primarily for long runs of containers ranging in
size from 8 oz to large, economy-size laundry detergent
jugs of more than 300 oz. Volume of production is a
function of container size and rotational speed of the
wheel. Shorter runs of EB-IML containers are made on
shuttle blow molding machines. These can be single- or
double-sided with multiple mold cavities on each side.
Recent developments in label insertion device technology
have permitted retrofitting of older, non-IML shuttle
machines to render them IML-capable. Lesser quantities
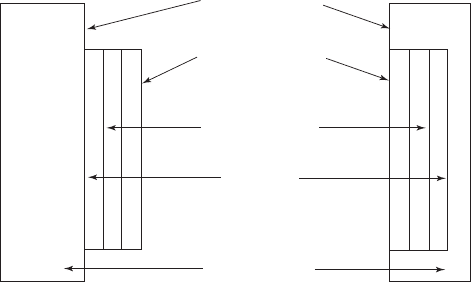
Outside surface
Ink and overprint
Label substrate
Adhesive
Bottle plastic
Glue-on
label
In-mold
label
Figure 1. Diagram of in-mold versus glue-applied label.
DECORATING: IN-MOLD LABELING 357