Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

REFERENCES
Cited Publications
1. A. A. Schoengood, ed., Plast. Eng. 32(3), 25 (1976).
2. M. McMurrer, ed., ‘‘Update: PVC Heat Stabilizers’’ in Plastic
Compounding, Resin Publications, Cleveland, OH, 1980, pp.
83–90.
3. L. R. Samuelson, Plast. Des. Process. 21(8), 14 (1981).
General References
P. Bredereck, J. of Vinyl Technology 1(4), 218–220 (1979). Guide to
Plastics, McGraw-Hill, New York, 1979, p. 27.
M. McMurrer, ed., Plastic Compounding 1984/85 Redbook, Vol. 7,
No. 6, Resin Publication, Cleveland, OH. 1985.
M. McMurrer, ed., ‘‘Update—U.V. Stabilizers,’’ Plastic Compound-
ing, Resin Publications, Cleveland, OH, 1985, pp. 40–57.
Thermal Stabilization of Vinyl Chloride Polymers, Technical
Report 3250, Rev. 7/68, Rohm & Haas, Philadelphia, 1968.
L. R. Samuelson, Plastics Design and Processing 21(8), 13–15
(1981).
V. Struber, Theory and Practice of Vinyl Compounding, Argus
Chemical Corp., New York, 1968.
FILM, SHRINK
GEORGE D. WOFFORD
Cryovac Division, W. R. Grace &
Co.-Conn., Duncan, South
Carolina
Shrink film is a name given to a unique family of films
that are distinguishable by their attributes, production
processes, and end uses. They are composed of two basic
categories: poly(vinyl chlorides) (PVCs) and polyolefins.
Although most plastics exhibit some amount of free shrink
and shrink force at elevated temperatures, true shrink
films (sometimes known as heat-shrinkable films) provide
a high degree of free shrink with a controlled level of
shrink force over a broad temperature range.
Shrink force must be controlled to prevent crushing or
deforming the product being packaged. Providing the
proper level is important to the marketing of toys; games;
cards, calendars, and other paper products; hardware;
food; and a variety of merchandise where a tight, glossy
package appearance is essential.
Shrink films are produced by uniaxially or biaxially
orienting a sheet or tube of film by imposing a draw force
at a temperature where the film is softened but kept below
its melting point, then quickly cooled to retain the physi-
cal properties generated during orientation. It is impor-
tant to note that the orientation temperature occurs
between the vicat softening point (ASTM D1525) and the
melting point, but is not directly related to the glass-
transition temperature (T
g
) as some literature would
indicate. This can be seen in Table 1, which compares
glass-transition temperatures to vicat softening points for
several polymers.
Prior to orientation, the molecules of the film are
randomly intertwined, exhibiting no particular align-
ment. However, when a draw force is imposed, the amor-
phous regions are straightened and oriented to the
direction of force. By applying proper cooling, the mole-
cules will be frozen in this state until sufficient heat
energy is applied to allow the chains to shrink back. One
can visualize this phenomenon by stretching a rubber
band and dipping it into liquid nitrogen. It will remain
stretched as long as it is kept at sufficiently cold tempera-
tures. However, when enough heat energy is applied, the
rubber band will shrink back to its original relaxed state.
Orientation on a commercial scale can be achieved
using either of two methods: a tenter-frame or a bubble
process. Tenter-frame technology produces a variety of
‘‘heat-set’’ products, of which biaxially oriented polypro-
pylene (BOPP) is the most common. Heat setting is a
process whereby a film is reheated in a constrained state
such that the shrink properties are destroyed. Other
important characteristics derived from orientation (optics,
tensile strength, and modulus) remain intact, however.
Current tenter-frame technology does not allow the pro-
duction of materials with a high degree of free shrink and
shrink force due to the mechanics and thermodynamics of
the process.
In the tenter-frame process, a flat sheet is produced and
cooled on a chill roll, which is usually immersed in a
waterbath. The sheet then proceeds through a machine-
direction orientation (MDO) unit, where it is heated and
stretched to the desired ratio. On exiting the MDO unit,
the sheet enters the transverse-direction orientation
(TDO) unit, where it is reheated and stretched. BOPP is
commonly stretched 700–800% in both the machine and
transverse directions. After exiting the TDO, the material
is wound into large mill rolls for aging (aging allows
secondary polymer crystallization, ensuring film flatness
and roll uniformity) and converting. Some tenter-frame
systems have additional downstream equipment for re-
tensilization and further heat setting or annealing. The
primary suppliers of tenter-frame systems are Bru
¨
ckner
(Germany), Mitsubishi (Japan), and Marshall & Williams
(United States).
The second commercial method is the bubble process,
sometimes referred to as a tubular process. A primary tube
is produced by blowing the film onto an external mandrel
or casting it onto an internal mandrel. Water is used to
help cool the tube at this point.
After it has been cooled, the tube is reheated and air is
used to inflate it into a bubble. On inflation, it is oriented
Table 1. Glass-Transition Temperatures and Vicat
Softening Points of Common Polymers
Polymer T
g
(1F) Vicat (1F)
Polystyrene 181–201 208
LLDPE 188 to 5 177–220
Polypropylene 7–41 307
PVC 158–176 183
498 FILM, SHRINK

in both directions simultaneously, typically 700–800% for
BOPP. Other films are oriented 200–1000% in either
direction. After orientation, the bubble is cooled using an
air ring. The tube is slit and separated, and then each half
is wound onto mill rolls for aging and converting. Addi-
tional in-line processing, such as corona treatment for
materials that will be printed at a later time, is often
used with this technology. Commercial tubular orientation
equipment suppliers include Prandi (Italy) and Gloenco
(England). ICI, the developer of much of the early tech-
nology, exited this market in the mid-1980s.
Shrink films were limited to monolayer constructions
until recently. Technological advances over the past dec-
ade have led to the development of multilayer coextru-
sions. These process improvements have enabled films to
be designed with greater control over desired character-
istics to meet a much broader range of packaging require-
ments. Table 2 lists the major shrink films offered in the
U.S. market.
The key attributes that are important to shrink films
include shrink, sealability, optics, toughness, and slip.
Each of these attributes is composed of several facets.
For shrink properties, they are onset temperature, free
shrink, shrink force, shrink temperature range, memory,
and overall package appearance. For sealing properties,
one must also consider ease of trim sealing, trim seal
strength, trim seal appearance, static lap sealability, and
thermal lap sealability. For optics, it is important to
consider clarity, gloss, and haze.
There are three aspects to toughness: impact strength,
slow puncture resistance, and tear resistance. Impact
strength measures how well a material resists a sudden
force, such as when a box is dropped from a certain height.
Slow puncture resistance measures how well a material
resists a gradual increase in tension, such as when some-
one tries to poke a finger through a piece of film. Tear
resistance is the measure of how well a film resists tearing
once it has been nicked or abraded.
Finally, for slip, it is important to consider both hot slip
(such as a warm package being placed in a carton during
packoff) and cold slip (important in removing a package
from a carton). Many other attributes must be considered
for any given application, depending on the nature of
the product being packaged. Film properties along with
potential advantages and disadvantages are shown in
Tables 3, 4.
Packaging equipment for shrink films are available in a
variety of models and price ranges, depending on the
features desired (see Wrapping machinery, shrink film).
An important attribute for equipment is the sealing
method. Until recently, most sealing systems for typical
shrink-film applications used a hot wire in order to seal
and cut the film at the same time. More recently, hot-knife
systems have gained popularity on many models because
of their increased durability.
The wire or knife seals the film against a pad that is
covered with Teflon tape. Impulse seals are also employed
for a number of applications. Time, temperature, and
pressure are the three variables that must be balanced
to optimize seal quality. If the time that the sealing head is
held on the film is not long enough, the temperature is too
low, or the pressure is insufficient or uneven, the seal
quality will be poor. Conversely, if the sealing temperature
or the pressure is too high, the result may be a weak
spot just behind the seal area, causing failure during
distribution.
To prevent seal failure problems, there must be an
appropriate amount of time for cooling of the seal prior to
any force being applied to the film. This cooling time
Table 2. U.S. Shrink-Film Offerings
Polyolefins
Polyethylene monolayer DuPont Clysar HP, LLP
Cryovac D601
Polyethylene multilayer Cryovac D955, D940, RD106,
D959
Polypropylene/monolayer
ethylene–propylene
copolymer
DuPont Clysar EHC, CHS, RSW
Okura Vanguard 100
Gunze PSS
PP/EPC multilayer Cryovac MPD2055, MPD2100,
J960, J961
Okura Vanguard 501
Intertape Exlfilm IP-33
DuPont Clysar EZ
Poly(Vinyl Chloride) (PVC)
Biaxially oriented Reynolds Reynolon 1044, 2044,
3044, 4044, 5044
Allied Krystaltite T111, T122,
T133, T144, T15, R11, R22,
R44
Gunze Fancywrap
Preferentially oriented Reynolds Reynolon 3023, 4061,
5032, 7052
Allied Krystaltite PT152
Specialty Films
Aroma and oxygen barrier Cryovac BDF2001, BDF2050
Moisture barrier Cryovac BDF1000
Moisture, gas, and aroma
barrier
Cryovac BDF3000
Table 3. Typical Shrink-Film Properties
Film Type Unrestrained Shrink (% at 260 1F) Clarity (%) Ball Burst (cm/kg) Coefficient of Friction
Polyethylene monolayer 70–80 40–65 16–24 0.11–0.14
Polyethylene multilayer 70–80 80–90 21–28 0.22–0.32
Polypropylene or EPC monolayer 25–45 75–82 4–10 0.26–0.38
PP/EPC multilayer 50–60 75–85 10–20 0.30
PVC, biaxial 30–55 75–80 6–10 0.20—blocked
FILM, SHRINK 499
allows the molten seal to solidify and prevents it from
wrinkling or bunching. PVC shrink films can exhibit
another sealing problem. They form a carbon buildup on
the seal head, which must be cleaned regularly; otherwise,
this will create a charred seal on the package. Some of the
more common equipment manufacturers include Doboy,
Great Lakes, Hanagata, Ilapack, Omori, Shanklin, and
Weldotron (see also Sealing, heat).
One other piece of equipment needed to provide a
sharp, tightly finished package is a shrink tunnel. In
order for adequate shrinkage to occur, the package must
be exposed to the correct temperature and airflow for the
proper amount of time. The ultimate goal is to have a
package that is tightly shrunk with no excess material or
‘‘ears’’ on the corners of the finished package. PVC films do
not require the same level of temperature control as do
polyolefin films, since they shrink more easily when
exposed to heat. Shrink tunnels are generally purchased
in conjunction with packaging equipment to ensure cor-
rect sizing for speed and product application.
BIBLIOGRAPHY
General References
J. L. Throne, Plastics Process Engineering, Marcel Dekker, New
York, 1979.
R. J. Young and P. A. Lovell, Introduction to Polymers, 2nd edition,
Chapman and Hall, London, 1991.
E. C. Bernhardt, Processing of Thermoplastic Materials, Krieger,
Malabar, FL, 1974.
FILM, STRETCH
THOMAS B. BRIGHTON
Tenneco Packaging, Deerfield,
Illinois
Unitization with elastic plastic films (stretch film) is a U.S.
innovation that began in the early 1970s and has spread
throughout the world to become the most widespread
means of containing unit loads. This article focuses on
the selection, use, and properties available for stretch
packaging unit loads and individual products. Little re-
ference is made to mechanical equipment systems avail-
able to accomplish stretch-film unitization.
SAVING WITH STRETCH FILM
Stretch film is a product that thousands of companies
throughout the United States and abroad used every day
in tremendous quantities. And, although acceptance and
audience of stretch film continue to grow, the majority of
stretch-film users know little of its true potential or how it
has developed over the years.
INTRODUCTION
Stretch film is such an effective product that it is often
easy to take all that it does for granted. This section is
Table 4. Advantages and Disadvantages of Various Film Types
Film Type Advantages Disadvantages
Polyethylene monolayer Low cost Low modulus
High slip Narrow shrink temperature range
Strong trim seals
More dimensionally stable than PVC
Printable
Polyethylene multilayer Excellent optics Low modulus
Low cost
Strong trim seals
Broad shrink temperature range
High abuse resistance
Printable
PP or EPC monolayer High modulus Low abuse resistance
High gloss Easy tear
Low cost High shrink temperature required
High shrink force Low seal strength
PP/EPC multilayer High gloss Low abuse resistance
Low cost Easy tear
Strong trim seals High shrink temperature required
Broad shrink temperature range Low seal strength
High abuse resistance
High modulus
Printable
PVC, biaxial Low shrink temperature Weak seals
High modulus Noxious fumes created during sealing
Low shrink force Corrosion problems
Poor machinability
Poor slip
500 FILM, STRETCH
intended to serve as a ‘‘reminder’’ of (a) the benefits of
unitizing and (b) the additional benefits that you reap by
unitizing with stretch film. As part of the discussion on the
benefits of stretch film, the testing of packages and unit
loads are addressed. Finally, in order to give you back-
ground knowledge on stretch film, this section also re-
views the development and refinement of stretch film over
the years. All these issues are covered under the following
sections:
. Why Unitize?
. Why Unitize with Stretch Film?
. Testing Packages and Unit Loads
. The Evolution of Stretch Film
Why Unitize?
Unitization is defined as a process in which smaller
individual items are gathered and made into larger unit
loads.
The benefits of unitizing products are many. Although
unitization can be achieved with other packaging materi-
als, none does it as effectively and cost-efficiently as
stretch film. But before discussing the merits of stretch
film, it is important to first understand why its necessary
to unitize. Here are the reasons.
Lower Handling Costs. In general, whenever a load of
packaged products increases in quantity, size, and
weight, the cost per unit handled becomes lower.
Unitizing products, therefore, significantly reduces
handling costs.
Labor Savings. Without exception, the handling of
loose boxes is more time-intensive than handling a
unitized load. Thus, another benefit of unitization is
the amount of labor hours saved in the movement
and shipment of packaged goods. The end result is a
quicker flow of goods throughout factories, ware-
houses, and cross-dock operations while utilizing
fewer hands.
Transportation Savings. Since unitizing accelerates
the speed at which goods are moved, carrier vehicles
spend less time at unloading/loading docks. This
reduction in unloading/loading time provides valu-
able cost savings to the company that unitizes and
the customers receiving its prodcuts.
Protection. The protection that unit loads afford an
operator are threefold:
1. Unit loads reduce incidents of pilferage and theft
because packages from an enclosed load are
difficult to remove. Moreover, unit loads are
much easier to track than individually packaged
products, making the ‘‘disappearance’’ of goods
more detectable.
2. Unit loads, which are placed on pallets and
moved by lift truck, are less likely to suffer
damage in transit than lose boxes carried by
hand, because lift trucks keep pallets closer to
the ground. For instance, whereas small boxes
(r20 lb) may often receive impacts from 30 in. or
higher when accidentally dropped, a unit load on
a pallet will seldom receive 12 in. in drop.
3. It is less likely in LTL (lift-truck load) shipments
that dense, heavy items will be parked on top of
palletized unit loads. Hence, your goods stand a
greater chance of not being damaged. This ben-
efit, however, does not hold true for cartons
shipped individually.
Inventory Control. Unitizing products facilitates im-
provements in control of inventory since large uni-
tized loads (as opposed to parcels of smaller ones)
can be identified, counted, and managed more easily.
Customer Service. Customers appreciate the effects of
unitizing because it allows them to unload their
trailers and move goods through their warehousing
systems more efficiently.
Why Unitize with Stretch Film?
From the advantages listed, the importance of unitizing is
clearly evident. What is equally important to realize is
that stretch film accomplishes each of these unitizing
functions better than any other packaging material.
Also, stretch film performs additional functions that other
unitizing materials simply cannot:
. Low Supply Cost. Compared to other packaging and
bundling materials, stretch film is the lowest in cost
to use because it offers the most yield for the dollar.
. Protection from Moisture, Dirt, and Abrasion.
Stretch film protects against these elements, safe-
guarding the goods it wraps.
. Reliable Performance. With stretch film, you can
quickly see the holding performance and protection
it offers. The holding power, however, of other
packaging
materials such as
adhesives is not always
immediately noticeable since they can unravel,
loosen, or come undone without being noticeable a
few minutes or hours after observation. Stretch film,
manufactured by a company committed to quality,
will produce consistent results every time it is used.
. Automation. Stretch-film machines are either par-
tially or fully automated, which improves the pro-
ductivity of the packaging process, reduces labor,
and alleviates back-breaking and time-consuming
work.
. Scan-through Optics. The clarity of the stretch film
enables UPC codes to be quickly read and scanned
while protecting labels and lot codes printed under-
neath the film.
. Ease of Removal. Stretch film only clings to itself
and not surfaces, making its removal fast, clean, and
easy.
. Elimination or Reduction of Other Packaging
Materials. The superior load-holding capability
of stretch film either eliminates the need for or helps
scale down the bulk of other packaging materials
(e.g., in some cases, stretch film may enable thin-
ner cardboard cartons to used for packaging
goods).
FILM, STRETCH 501
. Recycling. Stretch film is recyclable. In fact, several
stretch-film manufacturers will pick up and recycle
your stretch film if you qualify for their recycling
programs.
Testing Packages and Unit Loads
Stretch film saves you money. By offering superior unitiz-
ing and protective capabilities, it drastically reduces
product damage, which contributes to your bottom line.
But you do not have to take anyone’s word for it. There are
two in-plant tests you can perform to get an initial feel for
the durability of the unit loads you wrap in stretch film
before sending them off to your customers.
The first preshipment test is ‘‘test course handling.’’ In
this test a lift truck equipped with forks or slip sheet
attachment approaches the unitized load, picks it up,
accelerates, corners, decelerates, and sets the load down.
The lift truck then repeats this same test once again,
except this time moves in reverse. A typical test sequence
includes two to seven repetitions, with an average of four
repetitions for the assurance required by most users.
The second preshipment test is the ‘‘free-fall drop.’’ This
test does exactly what its name implies. In this test, one
end of a unit load is raised to a specified height of 3–12 in.
and released to fall flat on the floor. The drop is then
repeated on the opposite end of the unit load. Drop height
will depend on the weight of the unit load and the
assurance level that is desired.
Further shake-table or vibration-table test procedures
will provide you with stretch-film load–force data for your
products. It is recommended that you work closely with
your local stretch-film packaging sales professional when
packaging new products or considering stretch-film
changes.
The Evolution of Stretch Film
Although many people enjoy the benefits of stretch film
today, stretch film was not developed overnight. The crea-
tion and development of stretch film has been a gradual
process, one that continues to undergo refinements to this
day. For a better idea of where stretch film has been and
where it’s headed, let’s take a look at this timeline:
NEW PACKAGING SOLUTIONS
When you mention stretch film, most people conjure up
the image of a load of boxes or goods wrapped on a pallet.
For good reason. This application is the most popular one
for stretch film. But an ‘‘on pallet’’ application is just one of
hundreds that stretch film is capable of performing. All it
takes is a little imagination and ingenuity to customize
stretch film for your own uses. An increasing number of
companies are looking to stretch film to bundle and
package goods once wrapped in other materials such as
tape, twine, strapping, and corrugated boxes. In this
section, some of these innovative applications and the
benefits derived from them are shared with you under
the following headings:
. Stretch-film advantages
. Versatility
. Protection
. Productivity
. Cost benefits
Year Machine Evolution Film Development Volume and Cost per
Average Unit Load
Wrapped
Early 1960s Shrink-wrap use begins to grow in Europe
1965 Shrink wrap adopted in United States 30 oz/$1.50–2.00
1973 Lantech develops first U.S. stretch-film
wrapping equipment
Mobil develops the first stretch film
Introduction of Mobilrap ‘‘C’’ (LDPE) 30–50% stretch 18 oz/$1.10
1974 PVC stretch films introduced
1976 EVA stretch films introduced
1978 First LLPDE film introduced with much higher
stretch levels
10–12 oz/50–80b
1980 Prestretch introduced Hand-wrap market begins to grow
Powered prestretch equipment
introduced 150–250%
Stretch film cling at high stretch a challenge
1981 Convenience hand wraps introduced 8 oz/50b
Machinery and film advances allow
prestretch up to 300%
Cling consistency improves with better control by
film manufacturing
1983 Nonmigratory cling introduced
Higher-load–force cast films introduced 4–6 oz/25–40b
1987
Thinner gauge (50, 60) become available
Bi-stretch (trademark) introduced Mobile introduces stretch-film recycling program 4 oz/25b
1991
Postconsumer recycled content (PCM) hand wrap
introduced
1992
502 FILM, STRETCH
Stretch-Film Advantages
Think about all the areas in your operation where you
currently use tape, twine, strapping, and so on, and
chances are that stretch film can do a better job. Stretch
film surpasses other bundling materials for the following
reasons:
VERSATILITY
Stretch film is able to fit the contours of any product.
Door and window manufacturers have switched over in
increasing numbers to stretch film. Stretch film, because
of its stretchability, has largely replaced the custom-size
boxes that were once needed to package the different-size
doors and windows being produced.
Stretch-film clarity makes products easier to iden-
tify. Labels and lot and UPC codes can be read as well as
scanned because of the transparency of stretch film. Food
wholesalers and distributors have taken advantage of
this feature in implementing and expediting their cross-
docking practices.
PROTECTION
Stretch film provides better holding force than do
other bundling and packaging materials. Because
stretch film spreads across the entire surface area of a
load, its holding force is dispersed, not concentrated at
only a few points like strapping. This attribute enables
stretch film to maintain exceptional load integrity. The
furniture industry has come to recognize the ability of
stretch film to hold even the most unstable of loads
together, which is why an increasing number of compo-
nent manufacturers have turned to stretch film to bundle
loose furniture parts, such as table and chair legs and
stair banisters.
Because stretch film clings only to itself, it does
not leave any sticky or messy residue on product
surfaces. This feature has made stretch film a favorite
of the furniture industry. With stretch film, there are no
glues or adhesives that can damage fragile finished wood.
As a result, furniture manufacturers use stretch film for a
wide variety of tasks, some of which are to keep furniture
drawers shut so that they do not open in transit, attaching
accessories to furniture pieces and to wrapping-desk and
table tops.
Unlike other bundling and packaging materials,
stretch film protects the products it wraps from dirt,
moisture, and abrasion. Carpet and textile manufac-
turers depend on the protective attributes of stretch film
to safeguard their rolls of carpet and fabric.
PRODUCTIVITY
Stretch film increases productivity. Thanks to auto-
mated stretch-film machines, newspaper companies have
been able to bind stacks of newspapers together more
time-efficiently and cost-effectively by reducing much of
the manual handling involved.
Cost Benefits
Stretch film costs less than most conventional bundling
and packaging materials. But the savings you earn with
stretch film goes way beyond just a lower unit cost. Stretch
film also saves you money in the following ways.
Stretch film offers more yield than do other bund-
ling materials. Because stretch film has the ability to
stretch, you get more product per square inch than with
any other bundling material.
Stretch film can eliminate or reduce the need for
secondary packaging materials. One example of a
stretch packaging cost savings is that of a national T-shirt
manufacturer who used to package its T-shirts for ship-
ment in expensive corrugated boxes. However, once it was
seen that stretch film could do the same job at a fraction of
the cost, the company switched to stretch film. Today, the
company is saving $5000 a day in packaging and shipping
costs.
Stretch film eliminates or reduces the need for
tertiary packaging. Because of superior load-holding
force of stretch film, money once spent on tertiary materi-
als such as strapping, twine, and kraft paper can now be
saved and better spent.
Stretch film saves on shipping costs. Since products
bundled in stretch film are usually more compact—this
reduction in size is achieved by eliminating the need for
extrabulky packaging materials like boxes—they take up
less space in freight trucks. More space in the back of a
truck means additional space for more of your products—
and that saves you money!
SELECTING THE RIGHT FILM FOR THE RIGHT JOB
There is a wide array of stretch films available on the
market, each designed to meet different needs. Choosing
the right stretch film(s) for your operation can be a bit
confusing. In this section, the variables to choosing the
proper stretch film for your particular needs are ex-
plained. Finally, this section discusses the characteristics
of the different types of stretch film and explain how they
are made. All these issues are covered under the following
headings:
. Proper
film selection
. How stretch film
is made
. Extrusion
. Coextrusion
. Cast fabrication process
. Blown fabrication process
. Process influence on stretch-film properties
. Opaque and color tint films
Proper Film Selection
Whenever selecting film, the following variables should be
taken into account.
Type of Product. Stretch-film type is dependent on
what you are wrapping. Lighter, more fragile goods
require a lower-gauge film to avoid being crushed
FILM, STRETCH 503

whereas heavier, more solid goods can withstand the
pressure of higher gauges.
Type of Load. There are two factors that determine
load type: weight of the load and uniformity of its
outside surface. In stretch film, load types are dis-
tinguished by the first three letters of the alphabet. A
loads have no irregularities, B loads have protrusions
of r3 in., and C loads have protrusions of W3 in.
Type of Equipment. Machine stretch levels will help
determine what type of film is necessary to wrap a
load. Whereas higher gauges were once required for
machines with high prestretch levels, Mobil is now
manufacturing thinner, tougher films that are able
to endure greater levels of stretch while maintaining
their strength.
Film Thickness. Commonly available gauges for
stretch film range from 0.5 to 3.0 mil. Load type,
weight, and height are important determinants in
selecting film thickness. As prestretch increases, it
is extremely important that the stretch film not lose
its strength.
Light gauges are excellent dust covers for already
secure and strapped loads. Heavy gauges or new-
technology metallocene-based films are excellent for
loads that require a high degree of containment.
Film Width. Most stretch films range from 2 to 70 in.,
but can be made up to 100 in. by request. Rotary
spiral equipment usually uses 20-in.-width film, but
can also use 25- and 30-in. film. Full-web equipment
uses a wide variety of widths depending on load
height.
To determine which film widths are best for your
individual applications, contact a packaging sales profes-
sional for assistance.
How Stretch Film Is Made
Understanding how stretch film is made, and the result-
ing properties that each type of film possesses, can help
you when it comes time to purchase the proper film for
your operation. The following industry terms, accompa-
nied by diagrams, describe the various manufacturing
processes of stretch film and the types of film that are
produced as a result:
Extrusion. This is the first step in the production of
stretch film in which plastic (polyethylene) resin
pellets are converted into melted plastic. For this
melting to occur, the resin pellets are loaded into the
hopper funnel of the extruder and dropped by grav-
ity into the barrel where the mixture is heated to its
melting point. This liquefied plastic is then pushed
forward by a continuously turning screw. In the final
phase of extrusion, the molten material (or extru-
date) is pushed through an opening called a die,
which shapes the plastic for film formation. (See
Figure 1.)
Coextrusion. Coextrusion is a form of extrusion using
multiple extrudates and dies to create stretch film
with multiple layers. Coextrusion involves the si-
multaneous extrusion of two or more layers of
plastic that are brought together while still melted
and then cooled to form a multilayer film. The layers
of this film may or may not be different materials
and may or may not exhibit different properties.
(See Figure 2.)
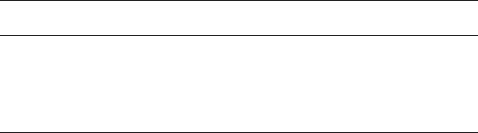
Cast-Film Fabrication. After the extrusion process
melts the plastic, this plastic is pushed through a
slit-shaped die. The plastic is then formed into a
sheet as it falls into a roller and is pulled vertically
downward, orienting the polymer in that direction.
This sheet is cooled by passing it through chill rolls,
which are kept cool by circulating water inside
them. Finally, the sheet is cut into the proper
combination of widths and wound into finished
stretch film rolls. (See Figure 3.)
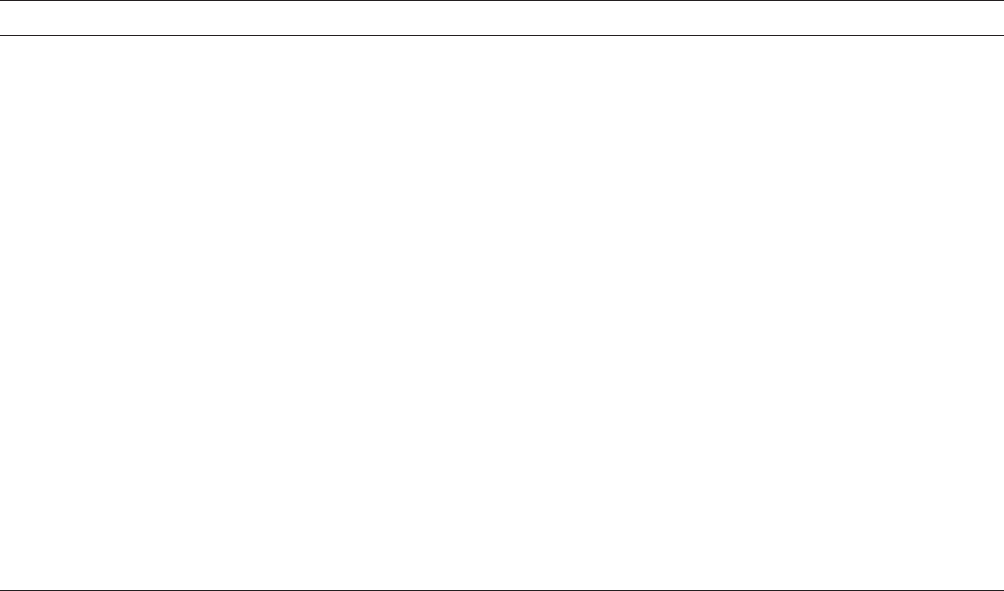
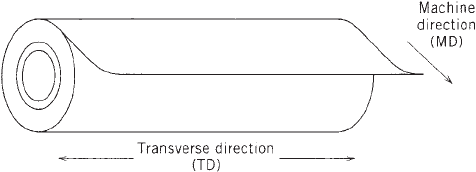
Blown Fabrication Process. In the blown fabrication
process, the extrudate is pushed through a round-
shaped die. This action forms a continuous hollow
tube from the extrudate, which is blown vertically
upward. During this phase, the film is pulled or
oriented in both the pulling (machine) and sideways
(transverse) direction. High above the die, the tube
is cooled and squeezed shut by a collapsing frame-
work and a set of nip rolls. The flattened tube is then
slit and wound into rolls. (See Figure 4.)
Figure 1. Extruder.
Figure 2. Coextrusion.
504 FILM, STRETCH
Process Influence on Stretch-Film Properties
Cast films are typically different from blown film because of
the difference in the way the plastic is oriented and cooled.
In the cast process, film is cooled more rapidly than in
the blown process. This faster cooling, which is induced by
the chill rollers, causes single-direction orientation in the
film. In other words, the polyethylene molecules are cooled
so quickly that the molecular structure is formed long-
itudinally in long, bidirectional branches.
By contrast, blown film is cooled slowly by air while the
tube of plastic is drawn upward. This slower cooling allows
for the polyethylene molecules to become oriented in
all directions, producing a film with tougher puncture
resistance.
The differences in these two manufacturing processes
produce the following differences in cast and blown stretch
films:
Cast Film Blown Film
Clear Hazy
High gloss Dull
Lower modulus—stretches
easily
Tough
Quiet unwind Noisy unwind
Stiffer film—high load
containment
Tear resistance (cross
direction)
Extensibility
Nonmigratory cling Migratory cling
Good-to-excellent gauge
control
Poorer gauge control
Good puncture resistance Excellent puncture resistance
Gauge band potential Gauge spread across roll (rotating
die)
Although these are textbook examples of the differ-
ences between cast and blown films, it is important to note
that through use of various polymers, additives, or process
alterations, these differences can be reduced and even
reversed. This ability to manipulate the manufacturing
process has enabled the stretch-film manufacturer to
produce films that combine the best properties of blown
and cast films into one film.
Opaque and Color-Tint Films
Opaque and color-tint films are available from film sup-
pliers as special production runs. Because these requests
are customized, opaque, and color-tint films have longer
lead times and higher costs than do standard stretch films
and must meet sizable minimum-order requirements (see
Colorants).
MEASURING STRETCH-FILM PERFORMANCE
To most people, if a unitized load maintains its integrity as
it moves from point A to point B, it has performed well.
However, numerous tests can be completed to thoroughly
analyze and measure film performance. Many of these
tests can be conducted and evaluated only in a laboratory,
but there are a few that any operator can complete with
some very simple tools.
This section answers the following stretch-film perfor-
mance questions:
. What properties are important?
. How can the properties be measured?
. In the factory or warehouse
. In the laboratory
. What effect does my machine have on film
performance?
What Properties Are Important?
Because there are hundreds of different stretch films now
available, knowing how to evaluate film is an important
key to success. Equally important is how to use this
information to determine load-wrapping cost.
The following is a list of the top six attributes most
commonly evaluated:
1. Tensile Property. How much even force can be used
before the film breaks?
2. Puncturing. How much pointed force can the film
take before puncturing?
3. Tearing. How much force, after a cut has been made,
can the film take before tearing?
4. Optical Scanning. How much can be seen and read
through the film?
5. Cling on Slip. How much does the film stick to itself
or other surfaces?
Figure 3. Cast-film fabrication.
Figure 4. Film-blowing equipment.
FILM, STRETCH 505
6. Load Force. How much actual force does the film
place on the load?
It is important to note that all of these film attributes are
related. Depending on the specific film application, the
importance of each attribute will vary. Also, be aware that
each film has a balance of attributes and that producing a
film that meets maximum performance levels with each
attribute would yield an overall weaker film because
you cannot affect just one attribute without affecting all
of them.
HOW CAN THE PROPERTIES BE MEASURED?
In the Factory or Warehouse
A knowledgeable stretch-film sales professional will em-
ploy effective methods to measure film performance on-
site. One such method tests the actual stretch level of film
after being placed around a load. Using a stretch wheel
and a tape measure, the percentage of stretch your
machine delivers is calculated in order to ensure that
you are not overstretching or underutilizing your stretch
film.
Force-to-load is another test that should be performed.
The point of this exercise is to measure the pressure the
stretch film places against a load. By applying a force-to-
load gauge to the stretch film, the apparatus reveals
whether the film is administering the appropriate amount
of force to contain a load of goods. Snapback is yet another
demonstration test used to measure film performance. In
the snapback test, you ascertain film recovery; that is, how
much has the stretch film returned to its original shape
after its been stretched? Film with poor recovery has been
stretched beyond its limits and will cause the load to lose
integrity over time.
Finally, the ‘‘cut and weigh’’ is a test used to demon-
strate the actual cost savings of a particular film in
comparison to other brands. In the cut and weigh, a load
wrapped in stretch film is cut, removed entirely from the
load, and measured on a scale. The same load is then
wrapped in another manufacturer’s brand of stretch film
and is also cut, removed, and weighed. The two weights
are then compared.
To see these film performance measurements done
firsthand, contact your local packaging sales professional.
In The Laboratory
The following properties are routinely tested in the lab:
. Tensile properties are determined by measuring film
performance as it is elongated at a constant rate. By
measuring the force required to elongate the film, the
following properties can be determined: yield
strength—the point where a film permanently de-
forms as a result of force applied during elongation;
ultimate tensile strength—the maximum force a film
can withstand in a tension test measured in psi
(pounds per square inch); and elongation—the per-
cent increase in film length at its break point.
. Puncture and tear properties are easy to visually
identify while the film is stretched around a pallet
load. A film that has poor tear and puncture char-
acteristics will usually fail, forcing an operator to
compensate by increasing the number of pallet wraps
or loosen the tension. This is an expensive way to
compensate for having the wrong film or a film with
poor quality. In the lab, puncture resistance is mea-
sured by the force needed to puncture the film. This
is accomplished by pushing a pear-shaped probe
through a tightly secured piece of film. It is measured
in inch-pounds or in pounds per mil if film-gauge
correction is required. Tear tests or an ‘‘Elmendorf
test’’ is simply the force required to propagate a
precut slit in a film sample. Another common name
for film tearing is ‘‘zippering.’’ The Elmendorf test is
measured in grams or grams per mil if gauge correc-
tion is required. Tears can occur in both vertical
(machine) and horizontal (transverse) directions.
(See Figure 5 for clarification.)
. Optical properties describe the film’s ability to trans-
mit light (haze) or reflect light (gloss). Both of these
properties are significant in determining film clarity.
. Haze is a quantitative measure of film transparency,
which is very important for scanning labels and
identifying pallet-load contents.
. Gloss is a measure of surface finish and the films
ability to reflect light shine. The higher the percent
gloss, the better the shine. Cast-manufactured films
tend to exhibit better clarity than do blown films and
have higher gloss.
. Load-force properties describe the amount of force a
film can provide after it is stretched wrapped to a
pallet of goods. As mentioned earlier, this test is done
in the field as well as in the lab. The load-force
property
is very important
because it is a key to
keeping pallets loads tightly unitized. The best way
to measure load force is to use a force-to-load gauge.
This gauge will show the actual force (pressure)
being placed on the load by the film.
. Cling and slip properties are measured with an
Instron apparatus. Both cling and slip is measured
in grams. Cling is simply the ability of a film to stick
to itself or another smooth surface. Cling is affected
by the amount of tackifier additives, such as poly-
isobutylene (PIB) in blown films, which are added
or by the smooth outer surface of cast films. To
Figure 5. Full-dimensional orientation.
506 FILM, STRETCH
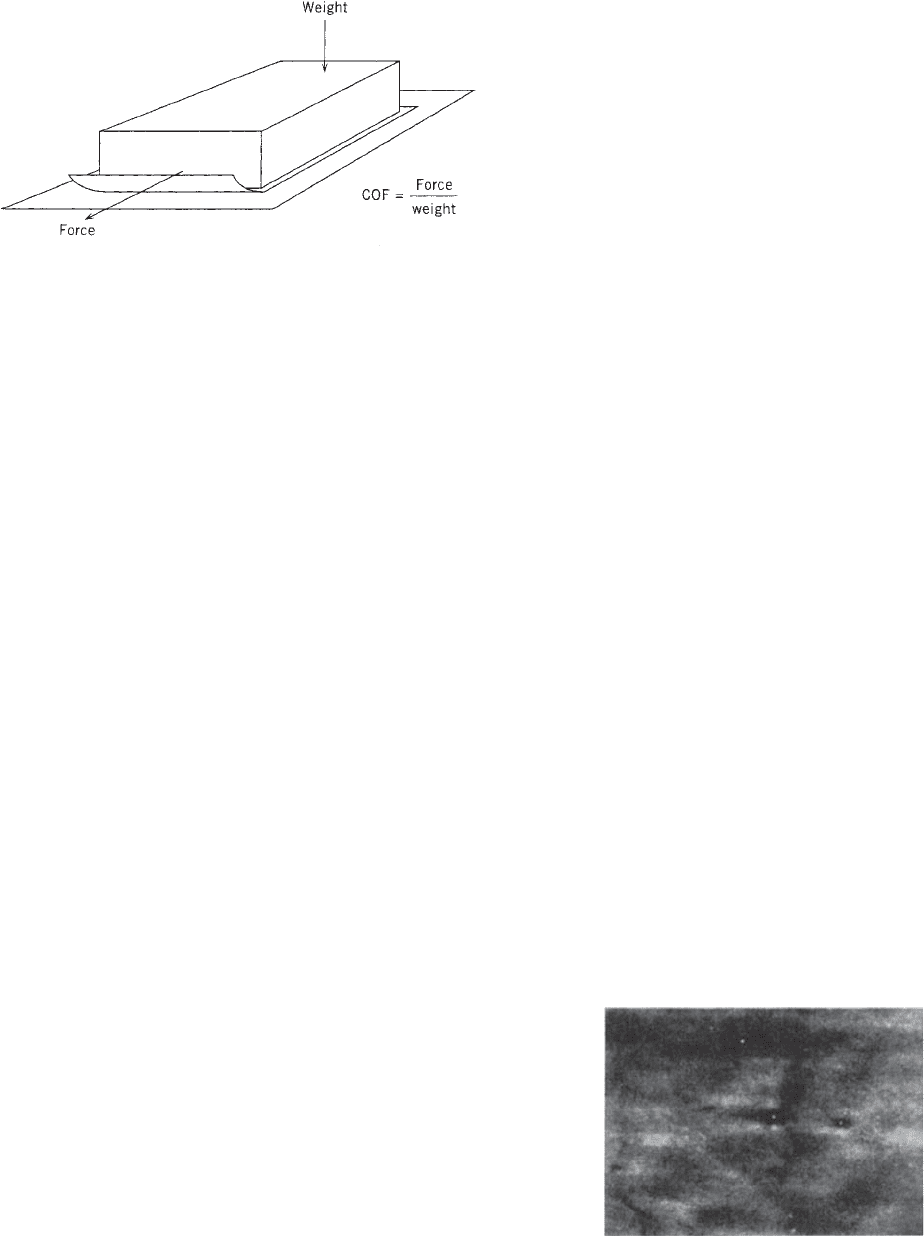
determine slip, a film is measured for its coefficient of
friction (COF), which is a measure of the amount of
force required to move a film sample with no cling out
from underneath a standard unit of weight. (See
Figure 6.)
What Effect Does My Machine Have on Film Performance?
Film performance is critical when determining which film
can offer the best load protection at the lowest cost. Often,
the equipment used to apply film has a dramatic impact on
the film. A film that performs well on one machine may not
offer the same results on another system; for instance,
stretch levels may differ by machine. Even equipment
operators can affect film performance by mishandling the
product, not keeping equipment clean and running effi-
ciently, or not stretching the film to its maximum
potential.
The challenge is to look beyond a ‘‘no complaints’’ or
‘‘it’s not broken, don’t fix it’ mentality to evaluate true film
perfomance. In other words, how can a user methodically
evaluate film performance levels to discover the best film
for the operation under consideration? By employing the
film performance measurements outlined in this section,
you can make sure that your stretch film is performing up
to its full potential.
INSPECTING AND HANDLING STRETCH FILM
Because stretch film exhibits toughness when wrapped,
most people would think that stretch film rolls are not
fragile. But they are. Caution must be exercised when
handling stretch-film rolls and loading them onto the
wrapping machine to avoid edge damage, which will cause
tearing during prestretch. This section will teach you
proper roll-handling techniques and enable you to spot
roll defects by covering the following topics:
. Stretch film handling and storage
. Manufacturing defects
Stretch-Film Handling and Storage
Stretch-film rolls, especially their edges, are sensitive to
damage. Bumps, nicks, and cuts on the outer edges will
easily render the roll unusable. As a result, the rolls must
be handled with care. The following are some recom-
mended tips on handling stretch film rolls:
. Step 1—Minimize Roll Handling. The packaging
that holds a stretch film pallet together has been
designed to be opened as close as possible to the
wrapping machine. For exactly that reason, it is
recommended that pallets of stretch film be stored
as close as possible to the wrapping machine to
minimize roll handling and prevent damage that
could be caused by dropping the rolls.
. Step 2—Inspect Rolls. After opening your pallet of
stretch film, the rolls should be inspected for ship-
ping damage that can occur if they have shifted in
transit. This damage can take the form of dents,
product rubs, and gouges, nicks, and tears. Should
these exist, try to remove them by unraveling the
first few layers of the roll before loading it onto the
machine.
. Step 3—Keep Film Away from Surfaces. Stretch-film
rolls are designed with a 1/4-in core protrusion on
each end. When either placing stretch film on the
floor for storage purposes or on a machine roll
carriage, always make sure that the core, and not
the film, is touching the ground or machine surface.
The less the film comes in direct contact with any
surface, the less likely that your roll edges will
become damaged.
. Step 4—Keep Film Away from Excessive Heat. To
prevent film damage, keep rolls away from heating
vents or machines that give off an inordinate
amount of heat.
Manufacturing Defects
Several defects can occur in the manufacture of stretch
film. Users of stretch film should be aware of these defects
(highlighted in italics in legends to Figures 7–13) which
may adversely affect film performance.
The best way to avoid manufacturer defects is to pick a
manufacturer who places extremely high emphasis on
quality, consistency, and performance.
Figure 6. Measurement of coefficient of motion.
Figure 7. Gels—round, hard, clear spots that are high molecular
weight or unmelted polymer. Caused by abnormalities in resin or
poor mixing. Large gels can cause holes to occur during the
wrapping process, which may result in film breaks.
FILM, STRETCH 507