Moulson A.J., Herbert J.M. Electroceramics: Materials, Properties, Applications
Подождите немного. Документ загружается.

immerse the discs and coat them with solder. The preliminary warming lessens
the thermal shock (see Section 5.3) of immersion in molten solder. The time of
immersion must be brief since silver dissolves rapidly in the molten metal. The
units are next coated with a polymer, usually an epoxy resin, baked to cure the
resin and tested for capacitance value and voltage breakdown.
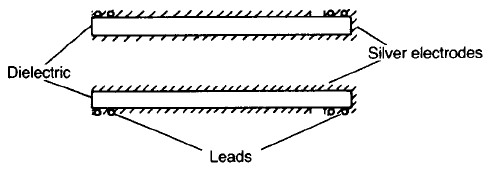
Tubes are formed by extrusion. They have the advantage of being less fragile
than flat pieces and are more suitable in some types of circuit assembly. After
sintering, the tubes are completely coated with silver. Automatic machines then
grind the silver from one end and remove a ring of silver from the outer surface
near the other end (Fig. 5.9). The leads are looped round each end and soldered
in place by immersion in solder.
As an alternative to solder, nickel can be deposited from a solution containing
nickel salts and strong reducing agents such as sodium hypophosphite. This
process is termed ‘electroless plating’. The surface of the ceramic must first be
activated by successive immersion in dilute stannous chloride and palladium
chloride solutions. The adhesion of the nickel is inferior to that of fired-on silver
but adequate to secure a wrapped-round wire on a tube. Nickel has the
advantage of insolubility in solder but acquires a tough layer of oxide if exposed
to air for a prolonged period and cannot then be wetted by solder.
Lead and electrode inductance can be somewhat less in discs than in tubes so
that discs have some advantage at higher frequencies. The two shapes are similar
in volumetric efficiency since their bulk largely consists of the encapsulating
resin. The tubular geometry is suited to the manufacture of ‘feed-through’
capacitors. A schematic diagram of the cross-section of such a capacitor is shown
in Fig. 5.10. These are used as bypass capacitors in television and FM tuners.
Disc and tubular shapes are used for all classes of dielectric since they are
lowest in cost. Using Class I dielectrics they cover the 0.1–1000 pF range, with
Class II/III they cover 1000–100 000 pF and with Class IV they cover 0.1–2 mF.
Except for Class IV, the safe working voltages are usually at least 100 V although
in electronic circuits they are not likely to encounter applied voltages of more
than 10 V. Dielectric thicknesses lie in the 50 mm to 2 mm range with the thicker
units able to withstand the normal mains supply. Discs range in diameter (or
side) from 2 to 30 mm whilst tubes may be 5–60 mm long61–10 mm in diameter;
these are bare dimensions without an encapsulant.
262 DIELECTRICS AND INSULATORS
Fig. 5.9 Longitudinal section showing silvering of a tubular capacitor.
TEAMFLY
Team-Fly
®
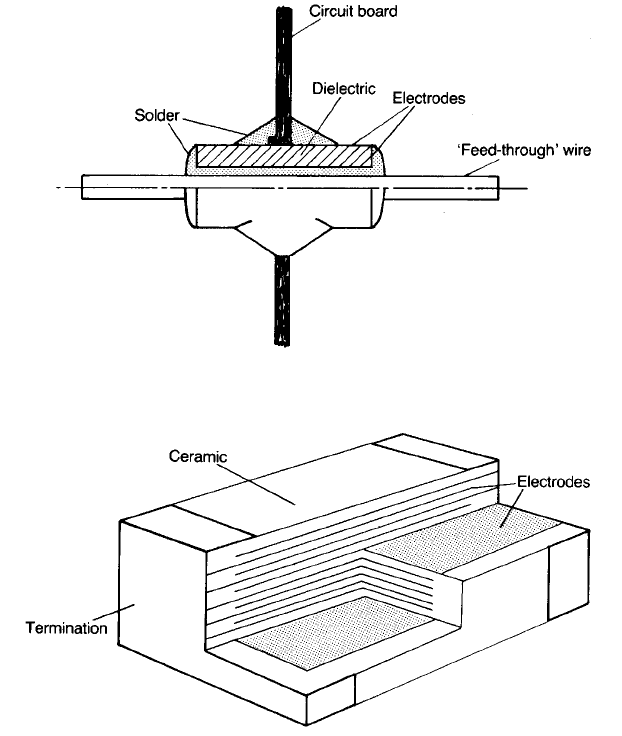
Multilayer capacitors A critical step in the manufacture of multilayer
capacitors is, of course, the barium titanate-based starting powders, and the
various routes for producing these are described in Section 3.4. The multilayer
capacitor structure (Fig. 5.11) enables the maximum capacitance available from
a thin dielectric to be packed into the minimum space in a mechanically robust
form.
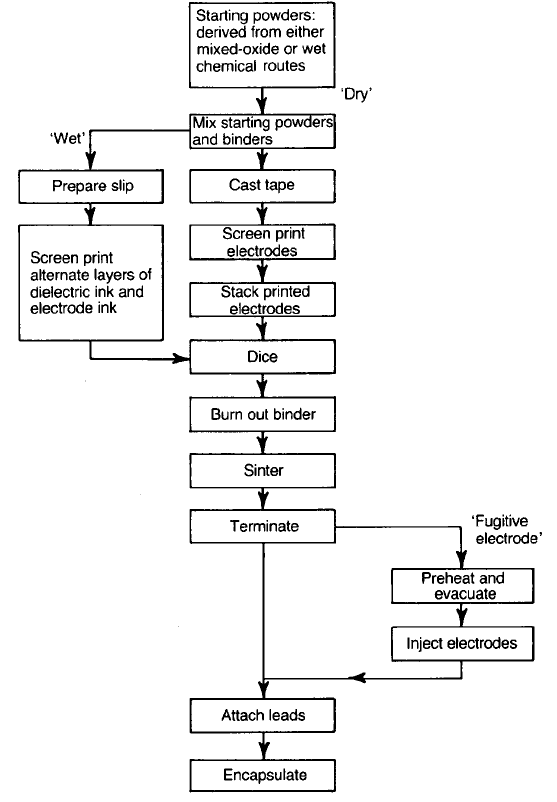
Broadly speaking there are two significant manufacturing processes, the ‘dry’
and the ‘wet’; there is a third, the ‘fugitive electrode’ process, developed to
replace the expensive palladium-containing electrodes with a cheap metal, but it
has ceased to be of any commercial significance. The steps in the various
processes are summarized in Fig. 5.12.
CAPACITORS 263
Fig. 5.10 Cross-section of ‘feed-through’ tubular capacitor.
Fig. 5.11 Schematic diagram of a multilayer ceramic capacitor construction.
The thickness of the dielectric layers produced in the ‘dry’ process is typically
in the range 5–8 mm with 3 m m being achieved and 2 mm a target for some
manufacturers, the objective being to maximize volumetric efficiency. The
dielectric layers manufactured by the ‘wet’ process are thicker, typically 20 mm.
The overall capacitor dimensions range from approximately 1.060.560.5 mm
to 66662.25 mm, and the corresonding capacitance values from 1 pF to 300 mF.
Generally speaking the dielectrics employed are Class I or Class II/III.
In the ‘dry’ process the dielectric powder is formed into either an organic- or
water-based slip and tape-cast (see Section 3.6.6) to form a continuous strip. The
264 DIELECTRICS AND INSULATORS
Fig. 5.12 Outline of the fabrication process for multilayer ceramic capacitors.
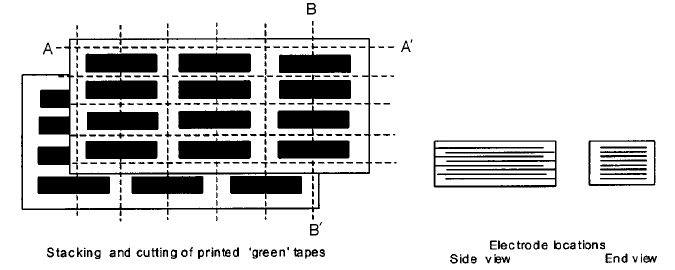
cast tape is cut into sheets onto which the electrode pattern is printed as shown in
Fig. 5.13. The electroded sheets are stacked and consolidated under pressure at
about 70 8C. The consolidated stack is diced by cutting along lines such as AA’
and BB’, to expose electrodes of successive layers at opposite end-faces. The
polymer binder, which may consist of up to 35 vol.% of the green body, is next
carefully removed by heating in air. This is a critical step which must be
accomplished without any disruption of the structure. Following removal of the
organic material, the ‘chips’ are fired to the ceramic sintering temperature during
which process the electrodes must remain solid and in place.
In the ‘wet’ process a slip carrying the ceramic powder is laid down, by screen-
printing for example, onto a temporary carrier such as a glass tile. The process
can be repeated to build up the required thickness of the dielectric onto which the
electrodes are screen-printed. The next dielectric layer is then laid down and the
process repeated. The mutlilayer structure is diced as described above, and the
individual chips removed from the tile for the subsequent stages, as for the ‘dry’
process.
Extreme care has to be exercised to avoid contaminating the tape-cast sheets
with ‘dust’ which would seriously reduce yield and impair reliability, and a high
level of cleanliness, including ‘clean room’ standards, are required for processing
the thinner layers.
The inks for screen-printing the electrodes contain the sub-micron metal
powder, either a Ag–Pd alloy or a base metal, usually nickel (melting point,
1455 8C) but sometimes copper (melting point 1084 8C). Palladium (melting
point, 1554 8C) and silver (melting point, 961 8C) form solid solutions with
melting points approximately proportional to the content of the end members.
The sintered chips are next ‘terminated’ which involves coating the ends with a
paint, in the case of Ag–Pd electroding consisting of a mixture of powdered silver
and glass frit, and a suitable organic vehicle, which is fired on at about 800 8C.
CAPACITORS 265
Fig. 5.13 Stacking arrangement and cutting of laminated printed sheets for forming
multilayer ceramic capacitor.
Thin (2 mm) layers of nickel and tin are electroplated over the silver
termination, the former to act as a barrier preventing dissolution of the silver
during the subsequent ‘wave-soldering’ operation when the chips are ‘surface-
mounted’ onto a substrate. The tin layer ensures good wetting of the termination
by the solder. In the case of the BME capacitor (see below) the termination is
copper fired on under reducing conditions and covered with an electroplated
layer of nickel.
The terminations must make good electrical contact with the exposed alternate
electrodes, connecting up the stack of plate capacitors in parallel. After testing
the terminated chips can be put into bandoliers and sold ready for automatic
mounting onto printed circuits (Chapter 4, Fig. 4.5). Alternatively, leads can be
soldered to the terminations and the chip encapsulated in a suitable polymer and
then bandoliered.
The high cost of palladium has been a stimulus to reducing its content in the
Ag/Pd alloy or of eliminating it entirely. The former strategy necessitates
developing ceramic dielectrics which sinter at correspondingly lower tempera-
tures (see Section 5.7.2) or, in the case of base metal electroded (BME) MLCCs,
are stable against reduction firing (see Section 5.7.3).
BME technology presently (2002) accounts for at least 50% of total MLCC
production and the trend seems set to continue for as long as the price of
palladium dictates. The thermodynamic and chemical factors involved in the
production of a reliable BME capacitor are discussed in Section 5.7.3.
As in the case of the BME capacitor, the ‘fugitive electrode’ process was
developed to avoid the high expense involved in using palladium. In this process
the ‘electrodes’ are printed using an ink consisting of an organic vehicle carrying
coarse ( 10 mm) uncalcined powders (BaCO
3
, TiO
2
, ZrO
2
). Following sintering,
porous ‘electrode’ cavities 2–5 mm thick are retained in the ceramic. After the
chip is terminated with porous silver it is evacuated and then, under pressure, the
electrode cavities are impregnated with a low melting metal or alloy, for example
lead. The technology is not now exploited to a significant extent, if at all.
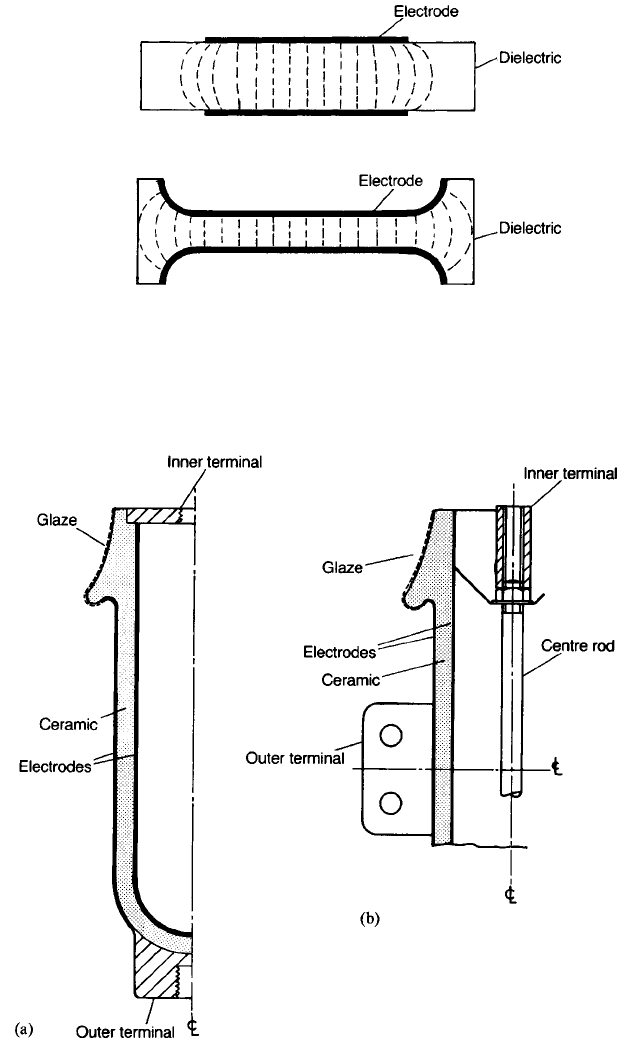
High-voltage and high-power capacitors From the point of view of
sustaining high voltages, the structures so far discussed have the disadvantage
that the electrodes remain parallel up to their edges. For example, in a parallel-
plate capacitor the field is normal to the electrodes in central regions remote
from their edges but extends into the dielectric beyond the electrode edges with
the result that there is an electric field concentration near the edges as indicated
in Fig. 5.14(a). As a result the field strength close to the electrode edge may be as
much as twice the average value. This is of little consequence when the average
field is a small fraction of the breakdown strength but becomes extremely
important in high-voltage units.
The field at the edges can be reduced by shaping the dielectric into the form of
two cups as shown in Fig. 5.14(b). This shape ensures that the electrode edges are
266 DIELECTRICS AND INSULATORS
CAPACITORS 267
Fig. 5.14 (a) Converging lines of force at electrode edges; (b) dielectric shaping for high
voltage capacitors.
(a)
(b)
Fig. 5.15 Sections through high-voltage high-power capacitors illustrating electrode edge
configurations to avoid field concentration; (a) pot, and (b) cylinder.
separated by several times the dielectric thickness in the centre of the unit. It also
increases the path length across the surface between the electrodes and so lessens
the possibility of surface breakdown. Surface breakdown occurs at lower fields
when the dielectric is exposed to the atmosphere. Therefore in high-voltage
applications it is essential to encapsulate materials in closely adherent glaze or
polymeric substances.
The ceramic in a high-power capacitor is disc shaped, cylindrical or pot shaped
(see Figs 5.15 and 5.16) with thicknesses of up to 10 mm. It is essential that the
dielectric is free from cavities and has a uniform density in order to avoid plasma
discharges in pores and local high-field regions. Pressing is therefore best
undertaken hydrostatically with the final shaping of the edges carried out on the
unfired piece on a lathe.
Metallization usually comprises three stages: a layer of fired-on silver with a
high frit content to secure adhesion, a second layer of fired-on silver with a low
frit content to give maximum conductivity and an electroplated layer of copper
to prevent solder dissolving the silver. The leads on the larger units are thick
copper foils fixed to the metallization with solder. The soldering is necessarily a
prolonged process to minimize the risk of failure by thermal shock. The edges of
the electrodes and the unelectroded portions of the ceramic surface are glazed,
and the glaze and the metallization act as an encapsulating layer. Anything
268 DIELECTRICS AND INSULATORS
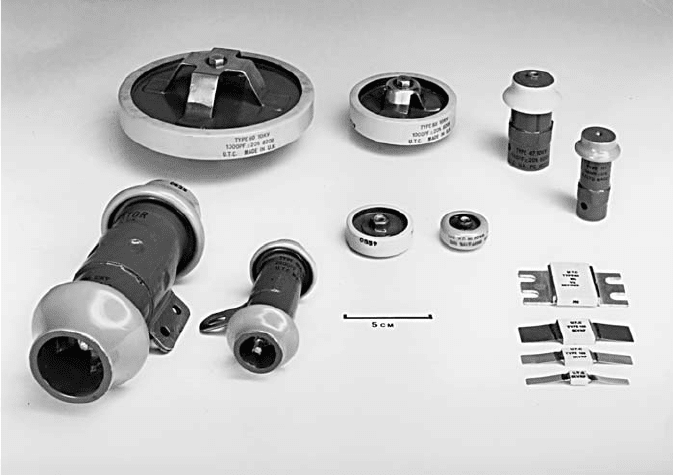
Fig. 5.16 A range of high-power transmitter capacitors (components supplied by Morgan
Electro Ceramics).

thicker would diminish heat dissipation and limit the power which the unit could
pass.
Only Class I dielectrics are used in high-frequency (50 kHz–4100 MHz) power
capacitors. Typical ranges of parameter values are as follows: capacitance, 2 pF
to 12 nF; peak voltage, 3–25 kV; rated power, 0.25–500 kVA; tan d, 0.0005–0.001.
PART II PRINCIPAL CERAMIC TYPES AND
APPLICATIONS
5.5 Low-Permittivity Ceramic Dielectrics and
Insulators
Low-permittivity (e
r
515) dielectrics are widely used for straightforward insula-
tion. In this case their mechanical properties may be more important than their
dielectric properties, and, when required in tonnage quantities, they must also be
based on a low-cost material. When used as substrates for components their
dielectric properties become of greater importance. They find some applications as
capacitor dielectrics where very small capacitances are required for use at higher
frequencies or, as can be the case with capacitors passing high current, where larger
size is an advantage because it leads to a higher rate of heat dissipation.
The siliceous ceramics are produced from naturally occurring minerals that
have been purified to only a limited extent, for instance by washing out soluble
impurities or removing iron-containing contaminants magnetically. The purer
oxides used in capacitors require more elaborate processing. The discussion
starts with insulating components based on natural minerals.
5.5.1 Electrical porcelains
Clay-based
Ceramic insulators used for the distribution of electrical power at high voltage
will be taken as an example of an insulating siliceous clay-based ceramic.
Electrical power is transmitted at high voltage because, for a given power
carried on a line, when the voltage is doubled the current is halved. As a result
the quantity of conductor material can be reduced to a quarter for the same
power loss (I
2
R) in the line (see Eq. (2.27)). Therefore, since the cost of conductor
materials is high compared with other costs, very significant economies result
LOW-PERMITTIVITY CERAMIC DIELECTRICS AND INSULATORS 269

from an increase in voltage. Materials of high tensile strength such as steel-cored
aluminium can be used to replace copper, allowing relatively longer spans and
fewer towers. This cost-saving more than offsets the cost of the extra conductor
volume required to compensate for the higher resistive materials. Many factors
influence the choice of operating voltage, but up to 1000 kV is used.
Transmission by d.c. is sometimes used, since with a.c. systems peak voltages
and currents have to be accommodated while only r.m.s. (see Eq. (2.94)) values
represent useful power transmission. However, the cost of rectification and
conversion back to a.c. of the power at high voltage results in d.c. transmission
only being economic for very long (4500 km) lines.
As an example of relative costs, in a conventional 275 kV a.c. line, the towers
represent 20–40% of the cost, the conductors 15–35%, while insulators represent
only approximately 5–10%.
The electrical porcelain used for such insulators is chosen because of its
excellent durability in outdoor conditions, its low cost, its adequate mechanical
strength (insulators rated to safely withstand tensile loading up to 90 tonnes are
produced) and the ability to produce large monolithic units (the largest produced
to date is 12 m long and nearly 2 m in diameter). The dielectric strength (see
Section 5.2) is less critical, since the insulators are normally used in air, which
limits the electrical stress which can be applied.
The raw materials used in the manufacture of electrical porcelains are clays,
fluxes and fillers. Clays are aluminosilicates in the form of small (about 1 mm)
platey particles. Kaolinite, with the composition Al
2
Si
2
O
5
(OH)
4
{
, is the usual clay
mineral. Fluxes are commonly feldspars, a group of aluminosilicate minerals
containing potassium, sodium and calcium. The potassium form, orthoclase
(KAl Si
3
O
8
) is often preferred because of the better electrical and mechanical
properties it confers on the porcelain. Fluxes melt at relatively low temperatures
to form a glass, which bonds the structure of the fired material, and on cooling
crystallizes to give a web of fibrous mullite crystals. Common fillers are finely
milled silica (SiO
2
) as quartz or cristobalite, or alumina (either as calcined
bauxite or refined alumina). Where higher mechanical strength is required silica
is replaced by alumina thus limiting the strength-reducing internal micro-
cracking resulting from the silica crystal inversions which occur on cooling (Fig.
5.20(c)). The penalties attached to ‘aluminous porcelains’ are increased cost and
relatively poor manufacturing characteristics. Typical compositions lie in the
ranges: clays 40–60 wt%: fluxes 15–25 wt% and fillers 25–40 wt%. Control of the
fineness of the fluxes and fillers is critical.
The raw materials are blended with water to form a slip from which most of
the water is removed by filter-pressing. The ‘body’ is then homogenized and de-
aired in a vacuum extrusion ‘pug-mill’. The extruded blanks may be further
270 DIELECTRICS AND INSULATORS
{
It is common practice to write the chemical formula of kaolinite as Al
2
O
3
2SiO
2
2H
2
O and important to
understand that this is a convention (applied to many minerals of interest to the ceramist) and does not
mean that kaolinite is a mixture of alumina, silca and water!
formed by pressing or by ‘jolleying’, a process similar to shaping on a potter’s
wheel (see Section 3.6.3). More usually the blanks are dried to a rigid, but still
wet state (16 wt% moisture) or to a nearly dry (8 wt% moisture) state, and
then machined to shape by turning, milling, etc. Some manufacturers spray-dry
the slip and isostatically press blanks from the powder prior to final machining.
After the forming stage the insulator is carefully dried and then coated with a
glaze consisting of a water slurry of milled quartz, feldspar and calcium
carbonate, plus zircon as an opacifier and, if required, an oxide-based pigment
(commonly Mn, Ni, Cr, etc.) to give the desired colour. The glaze formulation is
chosen to give a lower thermal expansion than the body to ensure that the
surface is in compression after firing. At this stage a grit of similar composition
to the body but of lower thermal expansion may be applied to areas where metal
parts are to be cemented. This is to effect good adhesion of the cement in the final
assembly stage. Following this the insulator is fired to a temperature between
1180 and 1350 8C on a schedule which typically extends from 1 day to 2 weeks,
depending on the size of ware and type of body. Firing in oxygen-depleted
atmospheres (reduction firing) is occasionally used to achieve vitrification at
lower temperatures, but this necessitates raw materials having a low iron content.
In general terms the microstructure (Fig. 5.20(c)) consists of the ‘filler’
particles embedded in a glass and crystalline matrix (mullite: Al
6
Si
2
O
13
) derived
from the clay and flux. There must be no open porosity and total porosity must
be kept to a minimum, typically 4 vol.%, to avoid adverse effects due to
ionization of the gas in the pores (see Section 5.2.2).
Most complete insulators comprise metal components cemented to the
porcelain insulator to join it to the line structure, or to build up a string of
insulators. Various cements are used depending on application, although
conventional Portland cement is most common. Galvanized malleable cast
iron is preferred for the metal since its thermal expansion is closer to that of
porcelain than most metals and it is comparatively inexpensive. None the less,
the cost of the metal components when used is often 40–80% of the cost of the
insulator. The form of the widely used rod-insulator is shown in Fig. 5.17.
Typical physical properties of the two main types of high voltage electrical
porcelain are listed in Table 5.2.
Electrical discharges may occur due to the very high electric fields which exist
in the vicinity of a high voltage insulator. For example corona discharge may
occur around the insulator–conductor interface, especially in the case of
insulators which carry the conductor directly, without intervening metal fittings.
This creates interference (RI) to radio and television reception, which is
unacceptable in populous areas. Another form of discharge may occur when the
insulator surface is wetted under conditions causing the wet layer to become
electrically conductive such as when contaminated by sea-spray or polluted
atmospheres. The wet layer dries unevenly, forming dry bands of relatively high
resistance. Under some conditions the voltage appearing across a band can
LOW-PERMITTIVITY CERAMIC DIELECTRICS AND INSULATORS 271