Руководство. Основы, Справочник по программированию Sinumerik 840D (new)
Подождите немного. Документ загружается.


Команды перемещения
9.12 Нарезание внутренней резьбы без компенсирующего патрона (G331, G332)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
261
• Программирование SPOS (или M70) перед обработкой резьбы необходимо только в
следующих случаях:
- Для резьб, изготовляемых многократной обработкой.
- Для технологических процессов, в которых необходима определенная стартовая
позиция резьбы.
Напротив, при обработке нескольких последовательных резьбы, программирование
SPOS (или M70) может быть исключено (преимущество: оптимизация времени).
• Скорость шпинделя должна стоять в отдельном кадре G331 без движения осей
перед обработкой резьбы (G331 X… Y… Z… I… J… K…).
Значение
G331: Команда: Нарезание внутренней резьбы
Отверстие описывается глубиной сверления и шагом резьбы.
Активность: модально
G332: Команда: Обратный ход нарезания внутренней резьбы
Это движение описывается тем же шагом, что и движение G331.
Реверсирование шпинделя осуществляется автоматически.
Активность: модально
X... Y... Z... : Глубина сверления (конечная точка резьбы в декартовых
координатах)
I... : Шаг резьбы в направлении X
J... : Шаг резьбы в направлении Y
K... : Шаг резьбы в направлении Z
Диапазон значений шага: ±0.001 до 2000.00 мм/оборот
Примечание
После G332 (отвод) с помощью G331 может быть нарезана следующая резьба.
Примечание
Второй блок данных ступеней редуктора
Для достижения эффективного согласования скорости шпинделя и момента двигателя
и возможности более быстрого разгона при нарезании внутренней резьбы, в спец. для
оси машинных данных может быть предустановлен второй блок данных ступеней
редуктора, отличный от первого блока данных ступеней редуктора и также
независимый от его порогов переключения скорости, для двух других
конфигурируемых порогов переключения (макс. скорость и мин. скорость). Следовать
указаниям изготовителя станка.
Литература:
Описание функций "Основные функции"; Шпиндели (S1), глава: " Конфигурируемые
настройки редуктора"
Команды перемещения
9.12 Нарезание внутренней резьбы без компенсирующего патрона (G331, G332)
Основы
262 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Примеры
Пример 1: G331 и G332
Пример 2: Вывод запрограммированной скорости сверления на актуальной ступени
редуктора
Подходящая для запрограммированной скорости шпинделя S500 ступень редуктора
для M40 определяется из первого блока данных ступеней редуктора.
Запрограммированная скорость сверления, к примеру S800, выводится на актуальной
ступени редуктора и при необходимости ограничена до макс. скорости ступени
редуктора. Автоматическая смена ступеней редуктора после выполнения SPOS
невозможна. Условием автоматической смены ступеней редуктора является режим
управления по скорости шпинделя.
Программный код Комментарий
N10 SPOS[n]=0 ; Подготовка нарезания внутренней
резьбы.
N20 G0 X0 Y0 Z2 ; Подвод к стартовой точке.
N30 G331 Z-50 K-4 S200 ; Нарезание внутренней резьбы, глубина
сверления 50, шаг K отрицательный =
левое направление вращения шпинделя.
N40 G332 Z3 K-4 ; Отвод, автоматическое изменение
направления.
N50 G1 F1000 X100 Y100 Z100 S300 M3 ; Шпиндель снова работает в шпиндельном
режиме.
N60 M30 ; Конец программы
Программный код Комментарий
N05 M40 S500 ; Включается ступень редуктора 1, т.к.
запрограммированная скорость шпинделя 500 об/мин
лежит в диапазоне от 20 до 1
028 об/мин.
...
N55 SPOS=0 ; Точн
о установить шпиндель.
N60 G331 Z-10 K5 S800 ; Изготовление резьбы, скорость шпинделя 800 об/мин на
ступени редуктора 1.
Примечание
Если при скорости шпинделя в 800 об/мин необходимо выбрать ступень редуктора 2,
то пороги переключения для макс. и мин. скорости для этого должны быть
сконфигурированы в соответствующих машинных данных второго блока данных
ступеней редуктора (см. примеры ниже).
Команды перемещения
9.12 Нарезание внутренней резьбы без компенсирующего патрона (G331, G332)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
263
Пример 3: Использование второго блока данных ступеней редуктора
Пороги переключения второго блока данных ступеней редуктора для макс. и мин.
скорости обрабатываются модально при G331/G332 и программировании значения S
для активного мастер-шпинделя. Автоматическая смена ступеней редуктора M40
должна быть активной. Определенная таким образом ступень редуктора сравнивается
с активной ступенью редуктора. Если между ними существует различие, то
выполняется смена ступеней редуктора.
Пример 4: Скорость не программируется → контроль ступени редуктора
Если при использовании второго блока данных ступеней редуктора с G331 скорость не
программируется, то резьба изготовляется с последней запрограммированной
скоростью. Смена ступеней редуктора не выполняется. Но в этом случае
контролируется, лежит ли последняя запрограммированная скорость в заданном
диапазоне скорости (пороги переключения для макс. и мин. скорости) активной ступени
редуктора. В ином случае сигнализируется ошибка 16748.
Программный код Комментарий
N05 M40 S500 ; Выбирается ступень редуктора 1
...
N50 G331 S800 ; Мастер-шпиндель со 2-ым блоком данных ступеней редуктора:
Выбирается ступень редуктора 2
N55 SPOS=0 ; Точно установить шпиндель.
N60 G331 Z-10 K5 ; Выполнить нарезание внутренней резьбы, разгон шпинделя из 2-
ого блока данных ступеней редуктора.
Программный код Комментарий
N05 M40 S800 ; Выбирается ступень редуктора 1, первый блок данных ступеней
редуктора активен.
...
N55 SPOS=0
N60 G331 Z-10 K5 ; Контроль скорости шпинделя 800 об/мин с блоком данных
ступеней редуктора 2: Должна была быть активна ступень
редуктора 2, сигнализируется ошиб
ка 16748.
Команды перемещения
9.12 Нарезание внутренней резьбы без компенсирующего патрона (G331, G332)
Основы
264 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Пример 5: Смена ступеней редуктора невозможна → контроль ступени редуктора
Если при использовании второго блока данных ступеней редуктора в кадре G331
дополнительно к геометрии программируется скорость шпинделя, то, если скорость
выходит за пределы заданного диапазона скоростей (пороги переключения для макс. и
мин. скорости) активной ступени редуктора, смена ступеней редуктора не может быть
выполнена, т.к. в этом случае не было бы выдержано движение по траектории
шпинделя и оси(ей) подачи.
Как и в примере выше, в кадре G331контролируется скорость и ступень редуктора и при
необходимости сигнализируется ошибка 16748.
Пример 6: Программирование без SPOS
Резьбовая интерполяция для шпинделя начинается от актуальной позиции, которая
зависит от обработанной прежде области программы обработки детали, к примеру,
если была выполнена смена ступеней редуктора. Поэтому дополнительная обработка
резьбы может стать невозможной.
Программный код Комментарий
N05 M40 S500 ; Выбирается ступень редуктора 1
...
N55 SPOS=0
N60 G331 Z-10 K5 S800 ; Смена ступеней редуктора невозможна, контроль скорости
шпинделя 800 об/мин с блоком данных ступеней редуктора
2: Должна была быть активна ступень редуктора 2,
сигнализируется ошибка 16748.
Программный код Комментарий
N05 M40 S500 ; Выбирается ступень редуктора 1
...
N50 G331 S800 ; Мастер-шпиндель со 2-ым блоком данных ступеней редуктора:
Выбирается ступень редуктора 2
N60 G331 Z-10 K5 ; Изготовить резьбу, разгон шпинделя из 2-ого блока данных
ступеней редуктора
.
Примечание
Учитывать, что при обработке с несколькими шпинделями сверлильный шпиндель
должен быть и мастер-шпинделем. Через программирование SETMS(<номер
шпинделя>) сверлильный шпиндель может быть назначен мастер-шпинделем.
Команды перемещения
9.13 Нарезание внутренней резьбы с компенсирующим патроном (G63)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
265
9.13 Нарезание внутренней резьбы с компенсирующим патроном (G63)
Функция
С помощью G63 можно нарезать резьбу с компенсирующим патроном.
Программируются:
• глубина сверления в декартовых координатах
• Скорость и направление вращения шпинделя
•подача
Компенсирующий патрон компенсирует возникающие разницы хода.
Движение отвода
Программируется также с помощью G63, но с противоположным направлением
вращения шпинделя.
Синтаксис
G63 X… Y… Z…
Значение
=
;
G63: Нарезание внутренней резьбы с компенсирующим патроном
X... Y... Z... : Глубина сверления (конечная точка) в декартовых
координатах
Примечание
G63 действует покадрово.
После кадра с запрограммированной G63 последняя запрограммированная команда
интерполяции G0, G1, G2… снова активна.
Команды перемещения
9.13 Нарезание внутренней резьбы с компенсирующим патроном (G63)
Основы
266 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Скорость подачи
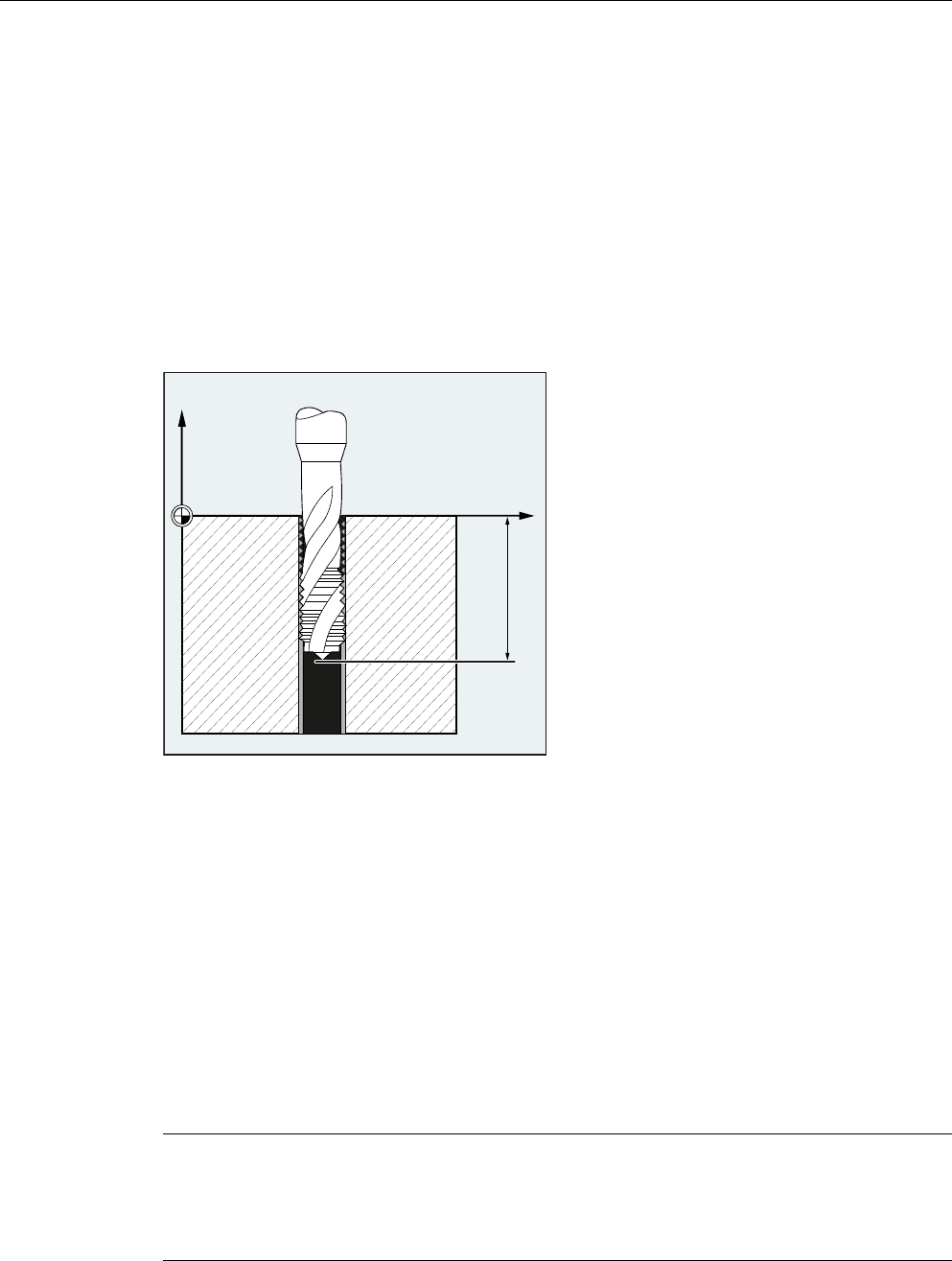
Пример
В этом примере должна быть нарезана внутренняя резьба M5. Шаг резьбы M5
составляет 0,8 (по таблице).
При выбранной скорости 200 об/мин подача F составляет 160 мм/мин.
Примечание
Запрограммированная подача должна соответствовать соотношению скорости и шага
резьбы метчика.
Эмпирическая формула:
Подача F в мм/мин = скорость шпинделя S в об/мин * шаг резьбы в мм/об
Как переключатель коррекции подачи, так и переключатель коррекции скорости
шпинделя с помощью G63 фиксировано устанавливаются на 100%.
Программный код Комментарий
N10 G1 X0 Y0 Z2 S200 F1000 M3 ; Подвод к стартовой точке, включение шпинделя
N20 G63 Z-50 F160 ; Нарезание внутренней резьбы, глубина сверления
50.
N30 G63 Z3 M4 ; Обратный ход, запрограммированное
реверсирование.
N40 M30 ; Конец программы

Команды перемещения
9.14 Быстрый обратный ход для резьбонарезания (LFON, LFOF, DILF, ALF, LFTXT,
LFWP, LFPOS, POLF, POLFMASK, POLFMLIN)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
267
9.14 Быстрый обратный ход для резьбонарезания (LFON, LFOF,
DILF, ALF, LFTXT, LFWP, LFPOS, POLF, POLFMASK, POLFMLIN)
Функция
Функция "Быстрый обратный ход для резьбонарезания (G33)" обеспечивает
неразрушающее прерывание резьбонарезания при:
• NC-Stop/NC-RESET
• Включение быстрого входа (см. главу "Быстрый отвод от контура" в руководстве по
программированию "Расширенное программирование")
Движение обратного хода на определенную переходную позицию может быть
запрограммировано через:
• Указание длины пути обратного хода и направления обратного хода
или
• Указание абсолютной переходной позиции
Быстрый обратный ход не может использоваться для нарезания внутренней резьбы
(G331/G332).
Синтаксис
Быстрый обратный ход для резьбонарезания с указанием пути и направления
обратного хода:
G33 ... LFON DILF=<значение> LFTXT/LFWP ALF=<значение>
Быстрый обратный ход для резьбонарезания с указанием абсолютной переходной
позиции:
POLF[<имя гео-оси>/<имя оси станка>]=<значение> LFPOS
POLFMASK/POLFMLIN(<имя оси1>,<имя оси2>,...)
G33 ... LFON
Блокировать быстрый обратный ход для резьбонарезания:
LFOF
Значение
LFON: Разрешить быстрый обратный ход для резьбонарезания (G33)
LFOF: Блокировать быстрый обратный ход для резьбонарезания (G33)
DILF= : Определить длину пути обратного хода
Предустановленное через конфигурирование MD
(MD21200$MC_LIFTFAST_DIST) значение может быть изменено в
программе обработки детали через программирование DILF.
Указание:
После NC-RESET всегда активно сконфигурированное значение MD.

Команды перемещения
9.14 Быстрый обратный ход для резьбонарезания (LFON, LFOF, DILF, ALF, LFTXT, LFWP, LFPOS, POLF,
POLFMASK, POLFMLIN)
Основы
268 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
LFTXT
LFWP:
Направление обратного хода в комбинации с ALF управляется с
помощью функций G LFTXT и LFWP.
LFTXT: Плоскость, в которой осуществляется движение обратного
хода, вычисляется из касательной к траектории и
направления инструмента (стандартная установка).
LFWP: Плоскость, в которой осуществляется движение обратного
хода, является активной рабочей плоскостью.
ALF= : В плоскости движения обратного хода с помощью ALF
программируется направление с дискретным шагом в градусах.
При LFTXT для ALF=1 установлен обратный ход в направлении
инструмента.
При LFWP направление в рабочей плоскости получается согласно
следующему согласованию:
• G17 (плоскость X/Y)
ALF=1 ; обратный ход в направлении Х
ALF=3 ; обратный ход в направлении Y
• G18 (плоскость Z/X)
ALF=1 ; обратный ход в направлении Z
ALF=3 ; обратный ход в направлении Х
• G19 (плоскость Y/Z)
ALF=1 ; обратный ход в направлении Y
ALF=3 ; обратный ход в направлении Z
Литература:
Касательно возможностей программирования с ALF см. также главу
"Направление перемещения при быстром отводе от контура" в
Руководстве по программированию "Расширенное
программирование".
LFPOS: Обратный ход названной с помощью POLFMASK или POLFMLIN оси на
запрограммированную с POLF абсолютную позицию оси.
POLFMASK: Разрешение осей (<имя оси1>,<имя оси1>,...) для
независимого обратного хода на абсолютную позицию
POLFMLIN: Разрешение осей для обратного хода на абсолютную позицию в
линейной связи
Указание:
Линейная связь, в зависимости от динамических характеристик всех
участвующих осей, не всегда может быть установлена до достижения
позиции отвода.
Команды перемещения
9.14 Быстрый обратный ход для резьбонарезания (LFON, LFOF, DILF, ALF, LFTXT,
LFWP, LFPOS, POLF, POLFMASK, POLFMLIN)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
269
Примеры
Пример 1: Разрешить быстрый обратный ход для резьбонарезания
POLF[]: Определить абсолютную переходную позицию для указанной в
индексе гео-оси или оси станка
Активность: модально
=<значение>: Для гео-осей присвоенное значение
интерпретируется как позиция в системе координат
детали (WCS), для осей станка как позиция в системе
координат станка (MCS).
Присваивание значений может быть
запрограммировано и как указание составного
размера:
=IC<значение>
Примечание
LFON или LFOF всегда могут быть запрограммированы, но обработка осуществляется
исключительно при резьбонарезании (G33).
Примечание
POLF с POLFMASK/POLFMLIN не ограничиваются использованием при
резьбонарезании.
Программный код Комментарий
N55 M3 S500 G90 G18 ; Активная плоскость обработки
... ; Переход к стартовой позиции
N65 MSG ("Резьбонарезание") ; Подача инструмента
MM_THREAD:
N67 $AC_LIFTFAST=0 ; Сбросить перед началом резьбы.
N68 G0 Z5
N68 X10
N70 G33 Z30 K5 LFON DILF=10 LFWP ALF=7 ; Разрешить быстрый обратный ход для
резьбонарезания.
Путь обратного хода =10мм
Переходная плоскость Z/X (из-за G18)
Направление обратного хода: -X
(с ALF=3: направление обратного хода
+X)
N71 G33 Z55 X15
N72 G1 ; Отмена резьбонарезания.
N69 IF $AC_LIFTFAST GOTOB MM_THREAD ; Если резьбонарезание было прервано.
N90 MSG("")
...
N70 M30

Команды перемещения
9.14 Быстрый обратный ход для резьбонарезания (LFON, LFOF, DILF, ALF, LFTXT, LFWP, LFPOS, POLF,
POLFMASK, POLFMLIN)
Основы
270 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Пример 2: Выключение быстрого обратного хода перед нарезанием внутренней резьбы
Пример 3: Быстрый обратный ход на абсолютную переходную позицию
При останове траекторная интерполяция Х подавляется и вместо нее интерполируется
движение с макс. скоростью на позицию POLF[X]. Движение других осей продолжает
определяться запрограммированным контуром или шагом резьбы и скоростью
шпинделя.
Программный код Комментарий
N55 M3 S500 G90 G0 X0 Z0
...
N87 MSG ("Нарезание внутренней
резьбы")
N88 LFOF ; Выключение быстрого обратного хода перед
нарезанием внутренней резьбы.
N89 CYCLE... ; Цикл нарезания внутренней резьбы с G33.
N90 MSG ("")
...
N99 M30
Программный код Комментарий
N10 G0 G90 X200 Z0 S200 M3
N20 G0 G90 X170
N22 POLF[X]=210 LFPOS
N23 POLFMASK(X) ; Активация (разрешение) быстрого отвода оси X.
N25 G33 X100 I10 LFON
N30 X135 Z-45 K10
N40 X155 Z-128 K10
N50 X145 Z-168 K10
N55 X210 I10
N60 G0 Z0 LFOF
N70 POLFMASK() ; Блокировать отвод для всех осей.
M30