Руководство. Основы, Справочник по программированию Sinumerik 840D (new)
Подождите немного. Документ загружается.

Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
281
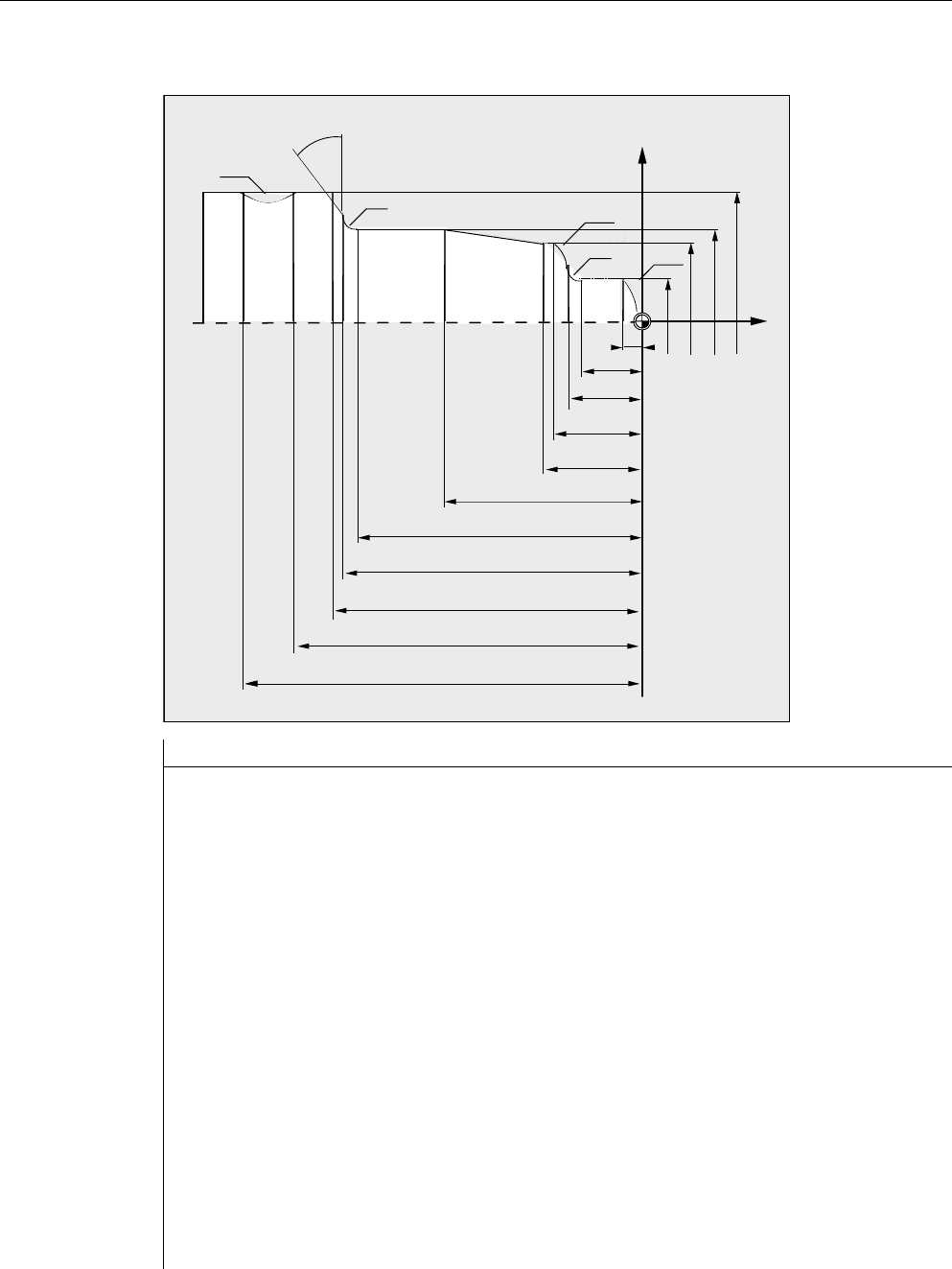
Пример 4: Токарная обработка
Программный код Комментарий
N5 G0 G53 X280 Z380 D0 ; Стартовая точка
N10 TRANS X0 Z250 ; Смещение нулевой точки
N15 LIMS=4000 ; Ограничение скорости (G96)
N20 G96 S250 M3 ; Выбор постоянной подачи
N25 G90 T1 D1 M8 ; Выбор инструмента и коррекции
N30 G0 G42 X-1.5 Z1 ; Подвод инструмента в рабочее положение
с коррекцией радиуса инструмента
N35 G1 X0 Z0 F0.25
N40 G3 X16 Z-4 I0 K-10 ; Обтачивание радиуса 10
N45 G1 Z-12
N50 G2 X22 Z-15 CR=3 ; Обтачивание радиуса 3
N55 G1 X24
N60 G3 X30 Z-18 I0 K-3 ; Обтачивание радиуса 3
N65 G1 Z-20
N70 X35 Z-40
N75 Z-57
N80 G2 X41 Z-60 CR=3 ; Обтачивание радиуса 3
N85 G1 X46
N90 X52 Z-63
r
5
5
5
5
5
=
;
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Основы
282 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Дополнительная информация
Для вычисления ходов инструмента СЧПУ необходима следующая информация:
• Номер инструмента (T...), номер резца (D...)
• Направление обработки (G41, G42)
• Рабочая плоскость (G17/G18/G19)
Номер инструмента (T...), номер резца (D...)
Из радиусов фрез или радиусов резцов и данных по положению резцов вычисляется
расстояние между траекторией инструмента и контуром детали.
При плоской структуре D-Nr должен программироваться только номер D.
N95 G0 G40 G97 X100 Z50 M9 ; Отключение коррекции радиуса
инструмента и подвод к точке смены
инструмента
N100 T2 D2 ; Вызов инструмента и выбор коррекции
N105 G96 S210 M3 ; Выбор постоянной скорости резания
N110 G0 G42 X50 Z-60 M8 ; Подвод инструмента в рабочее положение
с коррекцией радиуса инструмента
N115 G1 Z-70 F0.12 ; Обтачивание диаметра 50
N120 G2 X50 Z-80 I6.245 K-5 ; Обтачивание радиуса 8
N125 G0 G40 X100 Z50 M9 ; Отвод инструмента и выключение
коррекции радиуса инструмента
N130 G0 G53 X280 Z380 D0 M5 ; Переход к точке смены инструмента
N135 M30 ; Конец программы
Программный код Комментарий
G42
G42
G41
G41
G41
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
283
Направление обработки (G41, G42)
Исходя из этого СЧПУ определяет направление, в котором должна смещаться
траектория инструмента.
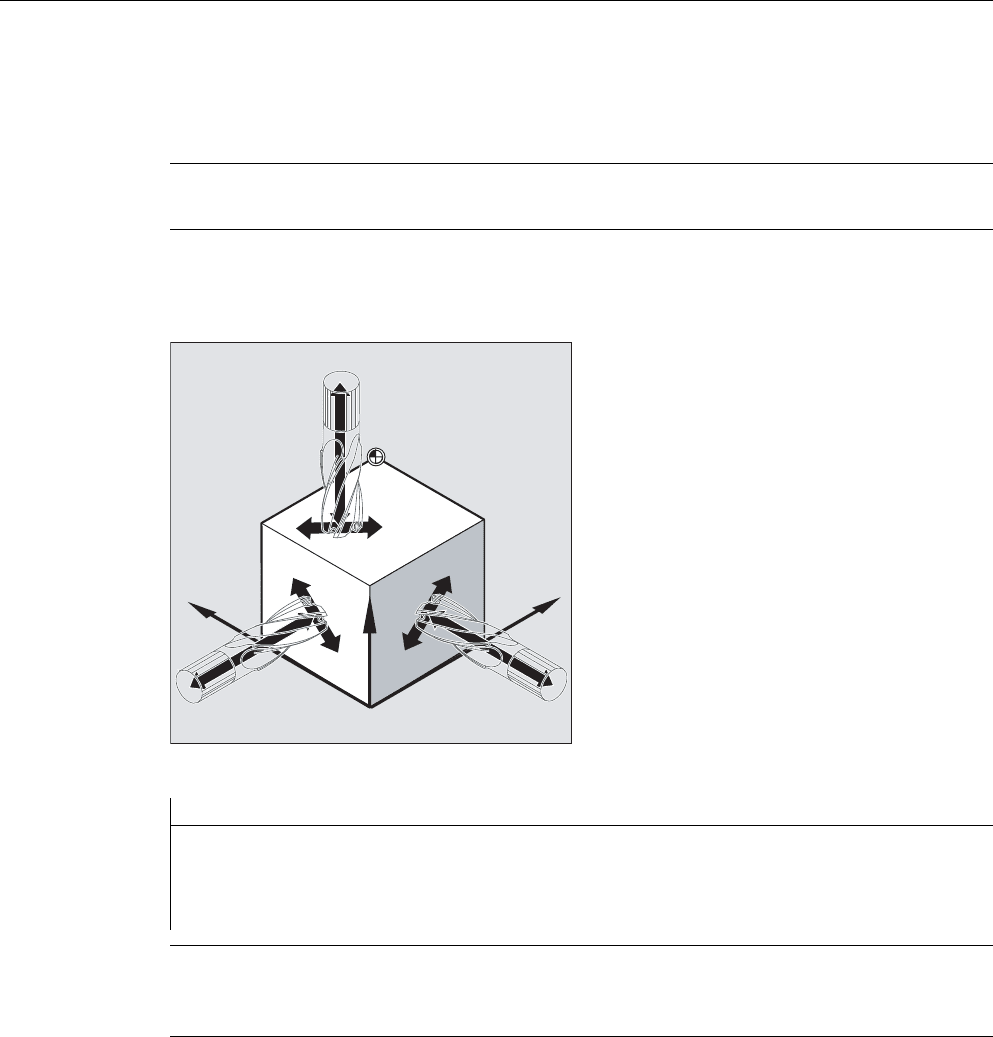
Рабочая плоскость (G17/G18/G19)
Исходя из этого СЧПУ определяет плоскость и тем самым осевые направления, в
которых осуществляется коррекция.
Пример: Фрезерный инструмент
Примечание
Отрицательное значение коррекции идентично смене стороны коррекции (G41↔G42).
Программный код Комментарий
...
N10 G17 G41 … ; Коррекция радиуса инструмента осуществляется в плоскости
X/Y, коррекция длин инструмента в направлении Z.
...
=
;
<
̫͒͏͔͇
̫͒͏͔͇
̷͇͋͏͚͘
̷͇͋͏͚͘
̷͇͋͏͚͘
Примечание
У 2-х осевых станков коррекция радиуса инструмента возможна только в "реальных"
плоскостях, как правило, для G18.
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Основы
284 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Коррекция длин инструмента
Согласованный при выборе инструмента оси диаметра параметр износа может быть
определен через машинные данные как значение диаметра. При последующей смене
плоскостей это согласование не изменяется автоматически. Для этого после смены
плоскостей инструмент должен быть выбран заново.
Токарная обработка:
С NORM и KONT можно установить траекторию инструмента при включении и
выключении режима коррекции (см. "Подвод к контуру и отвод (NORM, KONT, KONTC,
KONTT) [Страница 287]").
Точка пересечения
Выбор точки пересечения осуществляется через установочные данные:
SD42496 $SC_CUTCOM_CLSD_CONT (поведение коррекции радиуса инструмента при
замкнутом контуре)
Величина Значение
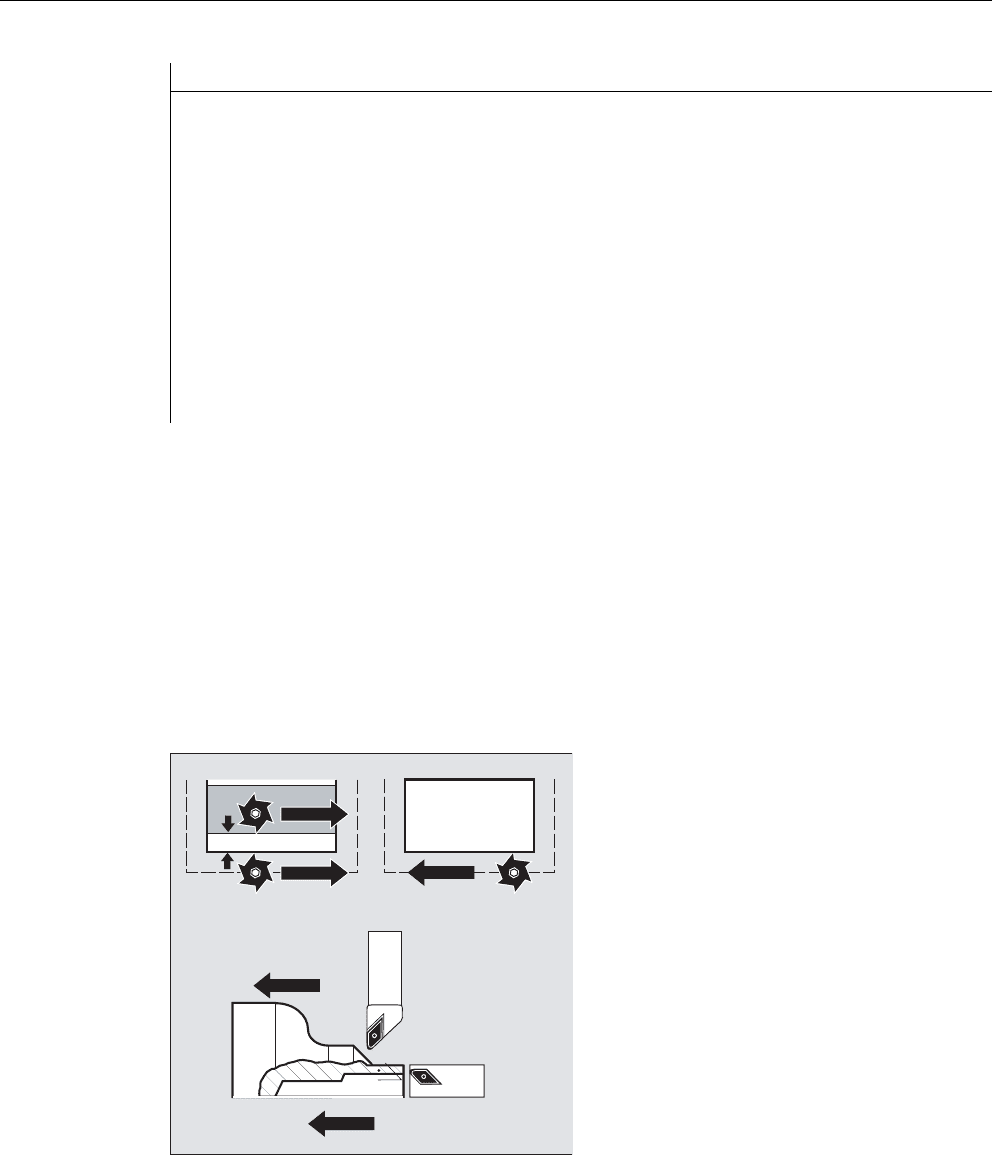
FALSE Если в случае (практически) замкнутого контура, состоящего из двух
последовательных круговых кадров или одного кругового и одного линейного
кадра, получается две точки пересечения при коррекции на внутренней стороне,
то стандартно выбирается точка пересечения, расположенная на первом
подконтуре ближе к концу кадра.
Контур рассматривается как (практически) замкнутый в том случае, когда
расстояние между стартовой точкой первого кадра и конечной точкой второго
кадра меньше, чем 10 % эффективного радиуса коррекции, но не больше, чем
1000 дискрет (соответствует 1 мм при 3 позициях после запятой).
TRUE В ситуации, идентичной описанной выше, выбирается точка пересечения,
которая на первом подконтуре лежит ближе к началу кадра.
;
<
=
̫͒͏͔͇
̫͒͏͔͇
̫͒͏͔͇
̷͇͋͏͚͘
̷͇͋͏͚͘
̫͒͏͔͇
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
285
Смена направления коррекции (G41 ↔ G42)
Смена направления коррекции (G41↔G42) может быть запрограммирована без
промежуточной G40.
Смена рабочей плоскости
Смена рабочей плоскости (G17/G18/G19) при включенной G41/G42не возможна.
Смена блока данных коррекции инструмента (D…)
Блок данных коррекции инструмента может быть переключен в режиме коррекции.
Измененный радиус инструмента начинает действовать уже с того кадра, в котором
стоит новый номер D.
G41
G42
ВНИМАНИЕ
Изменение радиуса или компенсационное движение растягивается на весь кадр и
достигает нового эквидистантного расстояния только в запрограммированной
конечной точке.
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Основы
286 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
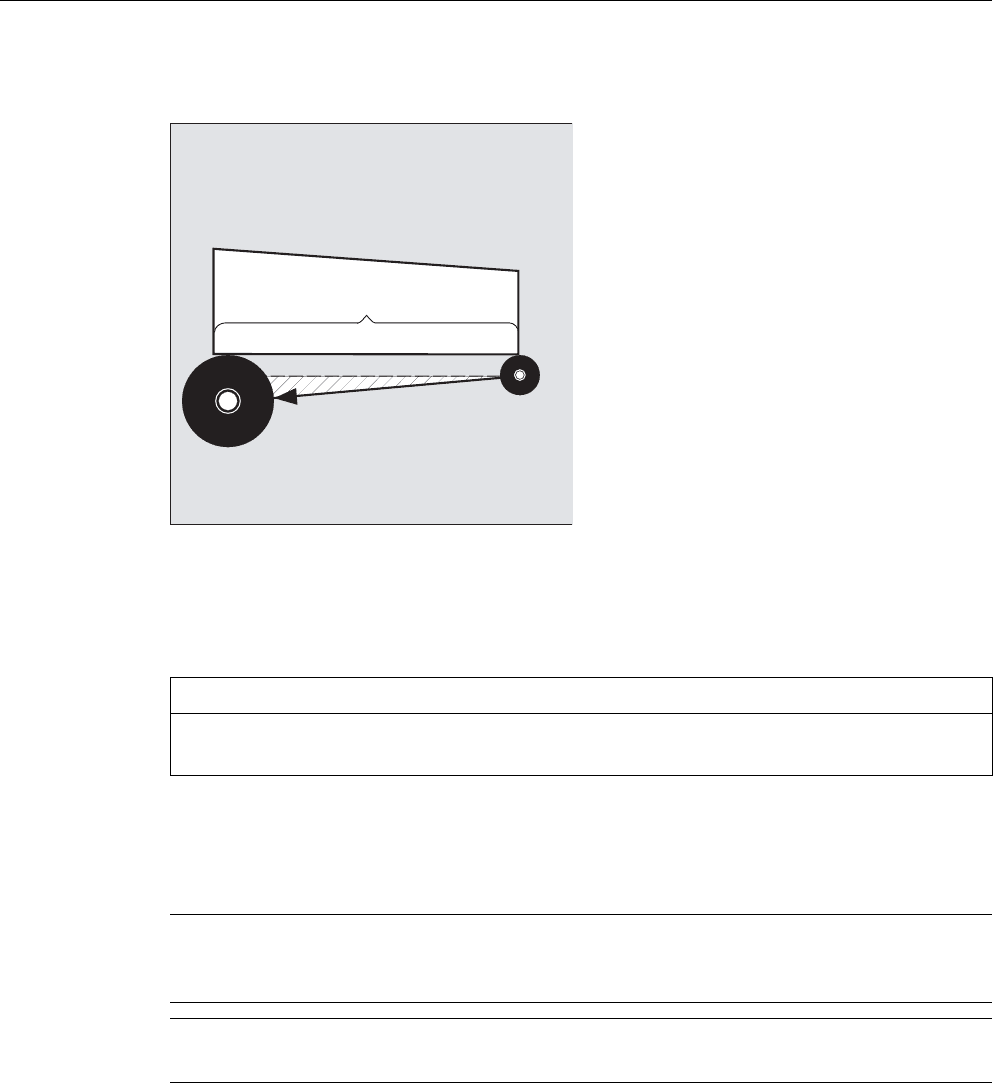
При линейных движениях инструмент движется по наклонной траектории между
начальной и конечной точкой:
При круговых интерполяций возникают спиральные движения.
Изменение радиуса инструмента
Изменение возможно, к примеру, через системные переменные. Для процесса
действуют те же правила, что и для смены блока данных коррекции инструмента (D…).
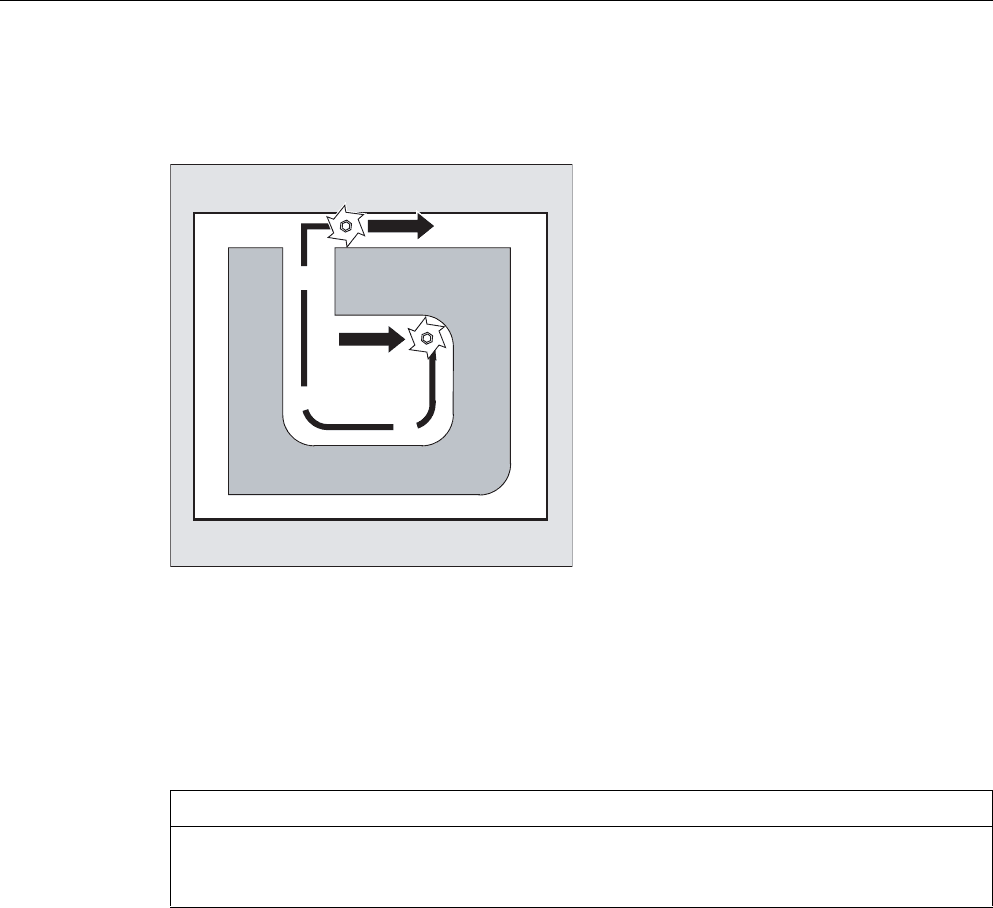
Режим коррекции
Режим коррекции может быть прерван только определенным количеством следующих
друг за другом кадров или команд М, не содержащих команд движения или
характеристик перемещения в плоскости коррекции.
̶̱͇̺͋͗̾͘͏͎͓͔͔͔͕͕͌͌͐͑͗͗͌͑͝͏͌͐
͇͗͋͏͚͇͘
̼͕͖͓͔͋͌͗͌͌͌͠͏ͦ
̮͇͖͕͇͓͓͗͊͗͏͕͉͇͔͔͇͗ͦ
͙͇͙͕͗͌͑͗͏ͦ
ВНИМАНИЕ
Измененные значения начинают действовать после повторного программирования T
или D. Изменение действует только в следующем кадре.
Примечание
Количество следующих друг за другом кадров или команд М может устанавливаться
через машинные данные (см. указания изготовителя станка!).
Примечание
Кадр с ходом траектории ноль также считается прерыванием!
Коррекции радиуса инструмента
10.2 Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
287
10.2 Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT)
Функция
С помощью команд NORM, KONT, KONTC или KONTT при включенной коррекции радиуса
инструмента (G41/G42) путь подвода и отвода инструмента может быть согласован с
желаемым ходом контура или с формой заготовки.
С KONTC или KONTT условия постоянства соблюдаются во всех трех осях. Тем самым
допускается одновременное программирование компонента хода вертикально к
плоскости коррекции.
Условие
Команды KONTC и KONTT доступны только при разрешении в СЧПУ опции
"Полиномиальная интерполяция".
Синтаксис
Значение
Граничные условия
KONTT и KONTC недоступны для вариантов 3D коррекции радиуса инструмента
(CUT3DC, CUT3DCC, CUT3DF). Если они все же программируются, то внутри СЧПУ без
сигнализации ошибки происходит переключение на NORM.
G41/G42 NORM/KONT/KONTC/KONTT X... Y... Z...
...
G40 X... Y... Z...
NORM: Включить точный подвод/отвод по прямой
Инструмент устанавливается точно вертикально к точке контура.
KONT: Включить подвод/отвод с обходом начальной/конечной точки согласно
запрограммированному поведению на углах G450 или G451
KONTC: Включить стабильный по кривизне подвод/отвод
KONTT: Включить подвод/отвод с постоянным касанием
Примечание
В качестве оригинальных кадров подвода/отвода для KONTC и KONTT разрешены
только кадры G1. Они заменяются СЧПУ полиномами для соответствующей
траектории подвода/отвода.
Коррекции радиуса инструмента
10.2 Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT)
Основы
288 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
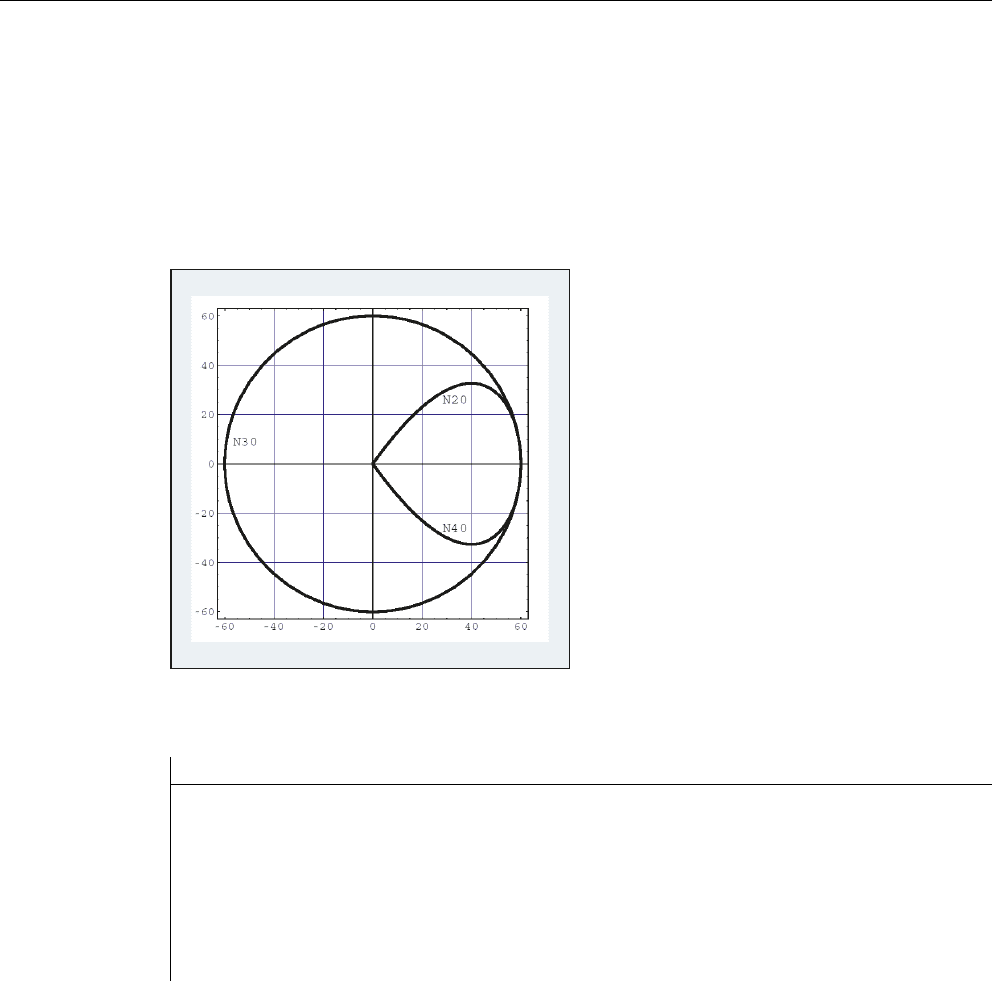
Пример
KONTC
Подвод к полной окружности, начиная из центра окружности. При этом в конечной точке
кадра подвода направление и радиус изгиба идентичны значениям следующей
окружности. Подача в обоих кадрах подвода/отвода осуществляется одновременно в
направлении Z. Следующий рисунок показывает вертикальную проекцию траектории
инструмента:
Изображение 10-1 Вертикальная проекция
Соответствующая часть программы ЧПУ выглядит следующим образом:
Программный код Комментарий
$TC_DP1[1,1]=121 ; Фреза
$TC_DP6[1,1]=10 ; Радиус 10 мм
N10 G1 X0 Y0 Z60 G64 T1 D1 F10000
N20 G41 KONTC X70 Y0 Z0 ; Подвод
N30 G2 I-70 ; Полная окружность
N40 G40 G1 X0 Y0 Z60 ; Отвод
N50 M30
Коррекции радиуса инструмента
10.2 Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
289
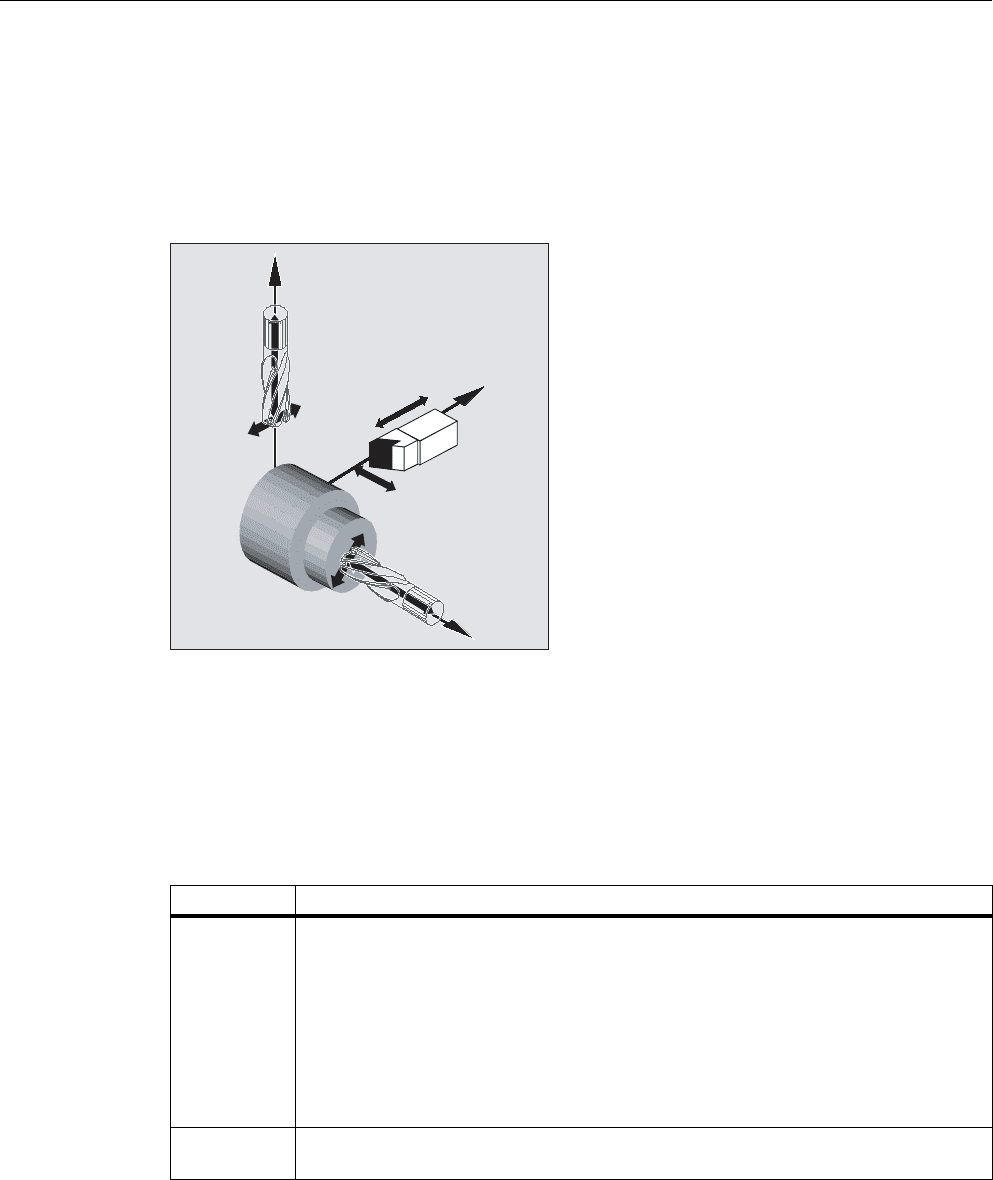
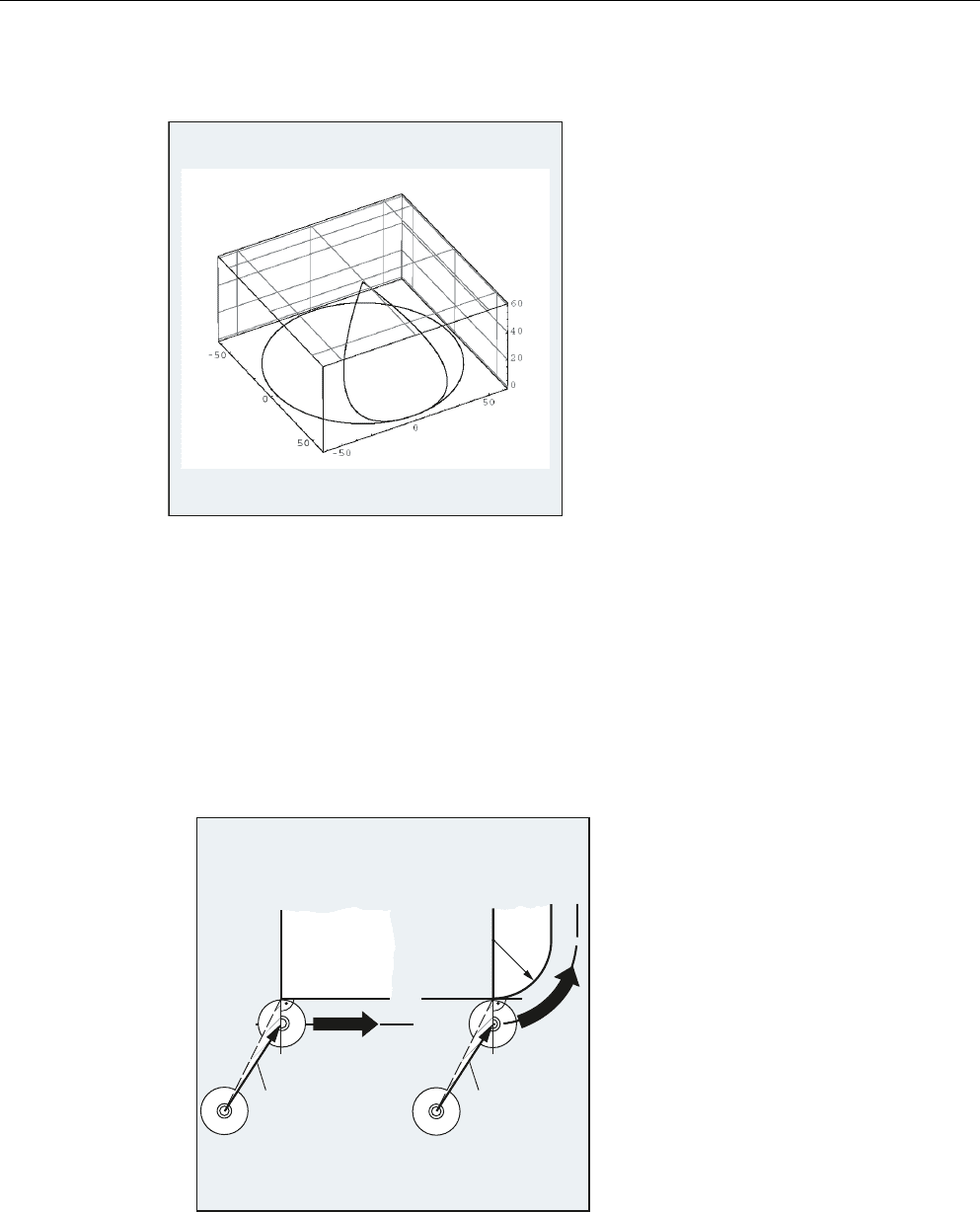
Одновременно для согласования изгиба с круговой траекторией полной окружности
происходит перемещение с Z60 на плоскость окружности Z0:
Изображение 10-2 Представление в пространстве
Дополнительная информация
Подвод/отвод с NORM
1. Подвод:
При включенной NORM инструмент движется точно по прямой к исправленной
стартовой позиции (независимо от заданного через запрограммированное движение
перемещения угла подвода) и устанавливается в начальной точке точно
вертикально к касательной к траектории:
̯͖͇͉͔͔͗͒͌͐͘͢
͕͋͜͏͔͙͚͓͔͙͇͗͌͘
̯͖͇͉͔͔͗͒͌͐͘͢
͕͋͜͏͔͙͚͓͔͙͇͗͌͘
̱͇͇͙͔͇͌͒ͣͦ͘
̷͇͋͏͚͘
*
*
Коррекции радиуса инструмента
10.2 Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT)
Основы
290 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
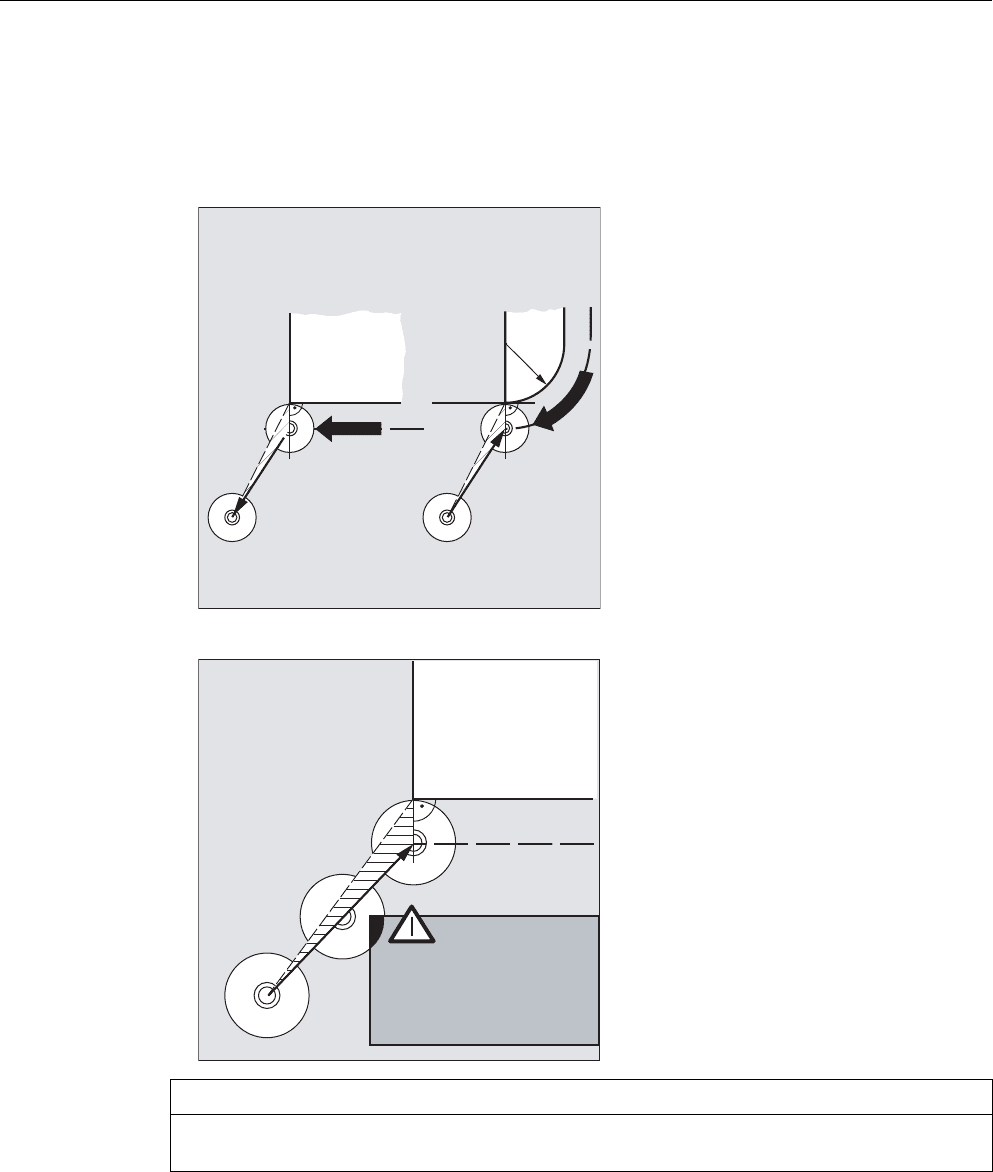
2. Отвод:
Инструмент стоит в вертикальной позиции к последней исправленной конечной
точке траектории и движется после этого (независимо от заданного через
запрограммированное движение перемещения угла подвода) точно по прямой к
следующей, неисправленной позиции, к примеру, к точке смены инструмента:
Измененные углы подвода/отвода представляют собой опасность столкновения:
*
*
̷͇͋͏͚͘
̱͇͇͙͔͇͌͒ͣͦ͘
ВНИМАНИЕ
Измененные углы подвода/отвода должны учитываться при программировании, чтобы
избежать возможных столкновений.