Руководство. Основы, Справочник по программированию Sinumerik 840D (new)
Подождите немного. Документ загружается.

Коррекции радиуса инструмента
10.2 Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
291
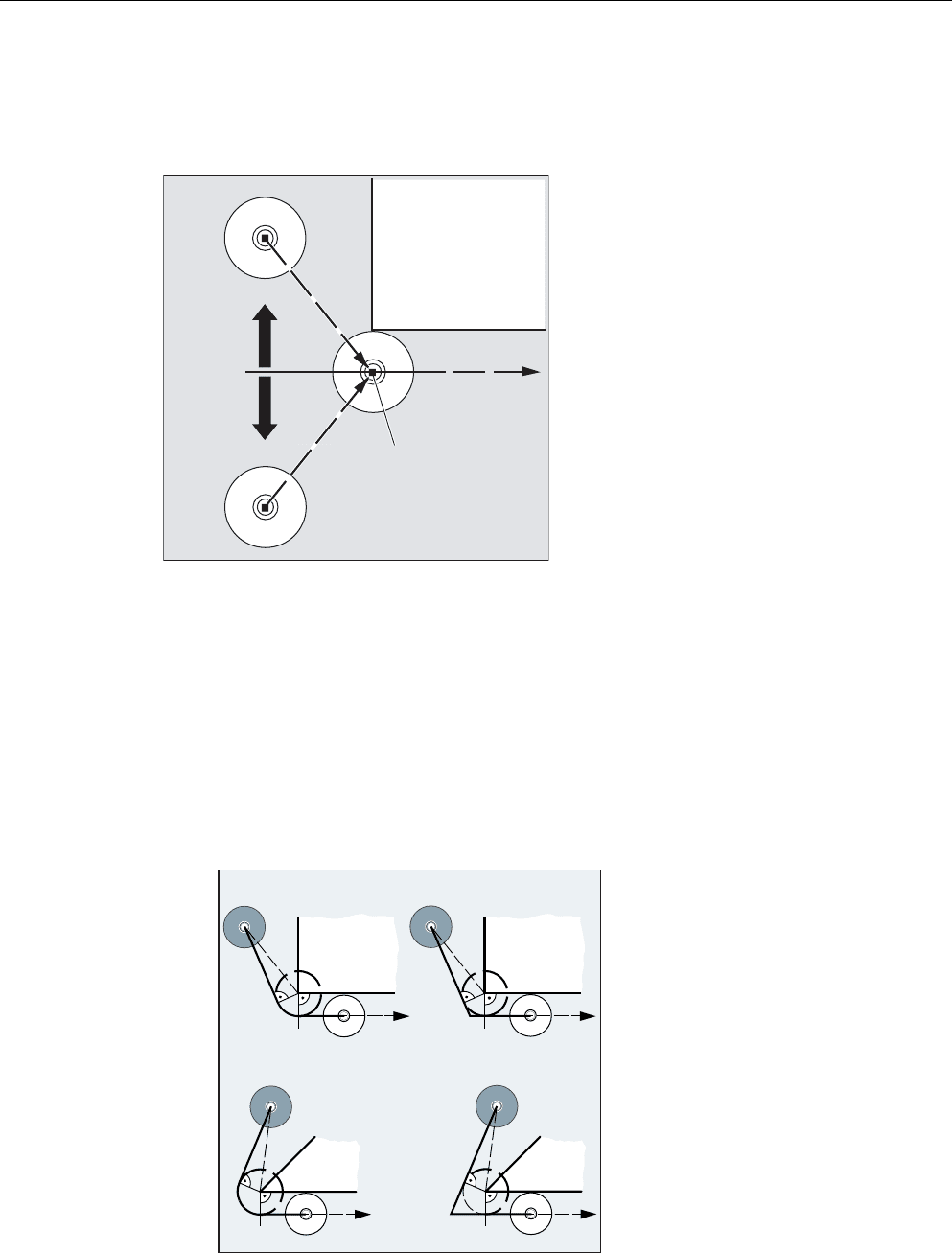
Подвод/отвод с KONT
Перед подводом инструмента может находиться перед или за контуром.
Разделительной линией при этом является касательная к траектории в начальной
точке:
Согласно этому, при подводе/отводе с KONT различается два случая:
Инструмент находится перед контуром.
→ Стратегия подвода/отвода как при NORM.
3. Инструмент находится за контуром
-Подвод:
Инструмент обходит начальную точку в зависимости от запрограммированного
поведения на углах (G450/G451) по круговой траектории или через точку
пересечения эквидистант.
Команды G450/G451 относятся к переходу от актуальн. кадра к следующ. кадру:
̴͇͇͔͇͙͕͇͒ͣͦ͑͞͞
͎͇͕͔͙͚͕͓͑͗
͖͕͔͙͚͕͓͌͗͌͋͑͗
̱͇͇͙͔͇͌͒ͣͦ͑͘
͙͇͙͕͗͌͑͗͏͏
*
* *
*
Коррекции радиуса инструмента
10.2 Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT)
Основы
292 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
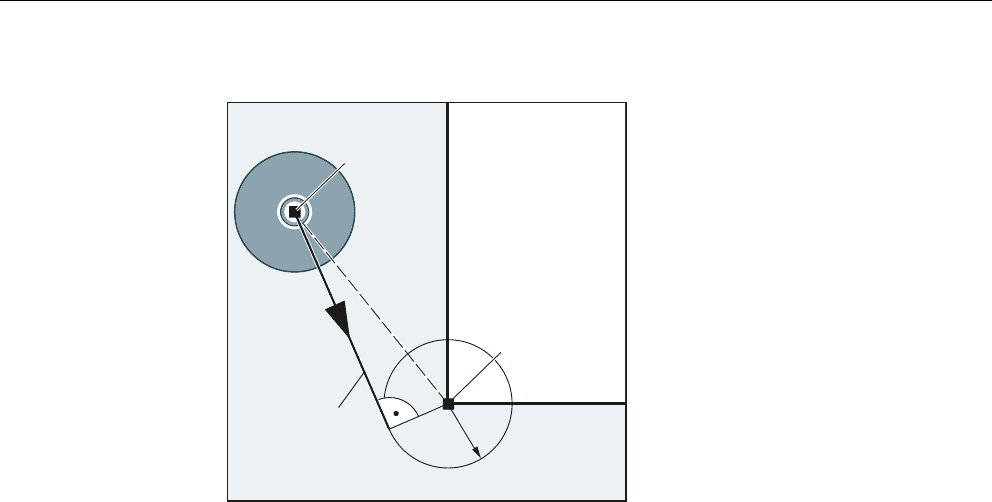
В обоих случаях (G450/G451) создается следующий путь подвода:
От неисправленной точки подвода проводится прямая, являющаяся касательной
к окружности с радиусом окружности = радиусу инструмента. Центр окружности
находится в начальной точке.
-Отвод:
Для отвода действуют те же правила, что и для подвода, только в обратной
последовательности.
Подвод/отвод с KONTC
Подвод/отвод от точки контура осуществляется с постоянным изгибом. В точке контура
не происходит скачка ускорения. Интерполяция траектории от исходной точки до точки
контура осуществляется как полином.
Подвод/отвод с KONTC
Подвод/отвод от точки контура осуществляется по постоянной касательной. В точке
контура может возникнуть скачок ускорения. Интерполяция траектории от исходной
точки до точки контура осуществляется как полином.
̹͕͇͑͞
͖͕͉͕͇͋͋
̶͚͙͖͕͉͕͇ͣ͋͋
̴͇͇͔͇͒ͣͦ͞
͙͕͇͑͞
̷͇͋͏͚͘
͏͔͙͚͓͔͙͇͗͌͘
Коррекции радиуса инструмента
10.2 Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
293
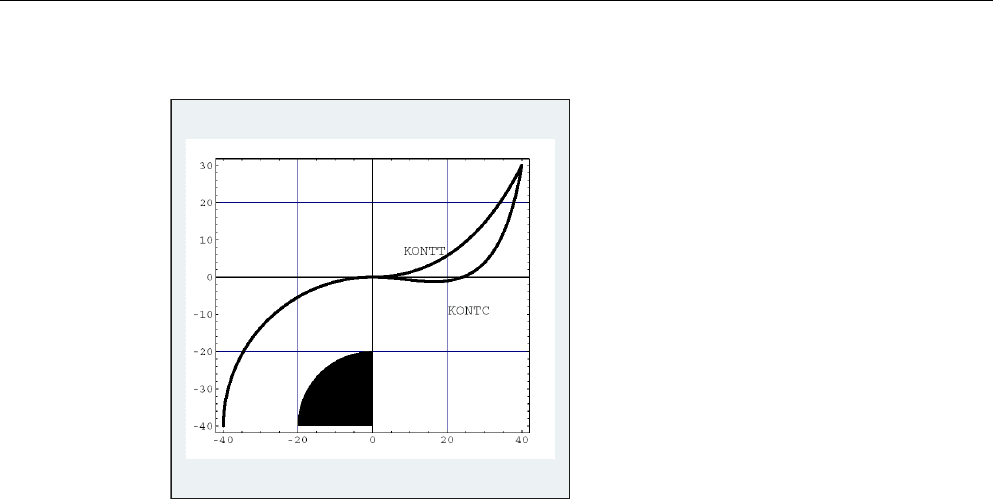
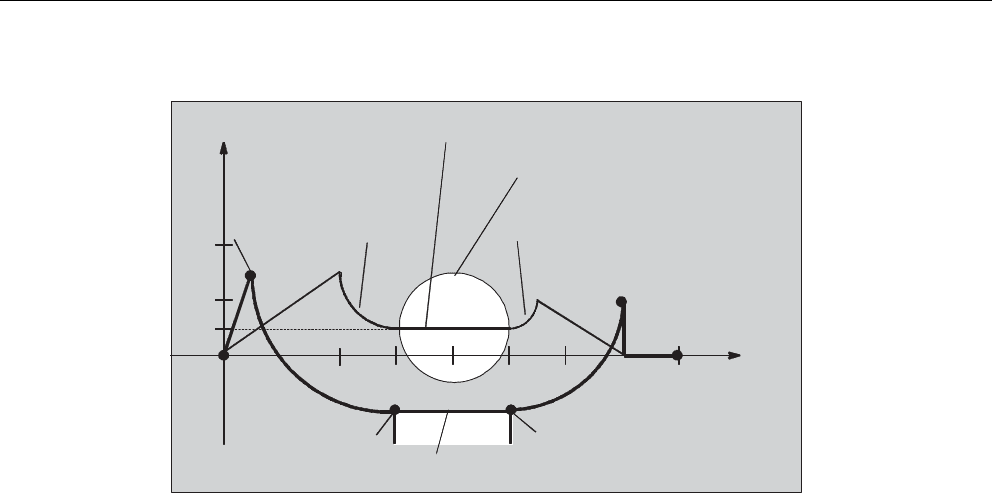
Различие между KONTC и KONTT
На этом рисунке представлены различия в поведении подвода/отвода для KONTT и
KONTC. Окружность с радиусом 20 мм вокруг центра в X0 Y-40 исправляется
инструментом с радиусом 20 мм на наружной стороне. Поэтому получается круговое
движение центра инструмента с радиусом 40 мм. Конечная точка кадра отвода
находится в X40 Y30. Переход между круговым кадром и кадром отвода лежит в
нулевой точке. Из-за удлиненного постоянного изгиба при KONTC кадр отвода сначала
выполняет движение с отрицательным компонентом Y. Часто это является
нежелательным. Кадр отвода с KONTT не имеет такого поведения. Но в этом случае на
переходе кадра возникает скачок ускорения.
Если кадр KONTT или KONTC является не кадром отвода, а кадром подвода, то
получается точно такой же контур, который лишь проходится в противоположном
направлении.
Коррекции радиуса инструмента
10.3 Коррекция на наружных углах (G450, G451, DISC)
Основы
294 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
10.3 Коррекция на наружных углах (G450, G451, DISC)
Функция
С помощью команды G450 или G451 при включенной коррекции радиуса инструмента
(G41/G42) определяется ход исправленной траектории инструмента при обходе
наружных углов:
С помощью команды DISC переходные окружности при G450 могут быть искажены для
создания острых углов контура.
Синтаксис
G450 [DISC=<значение>]
G451
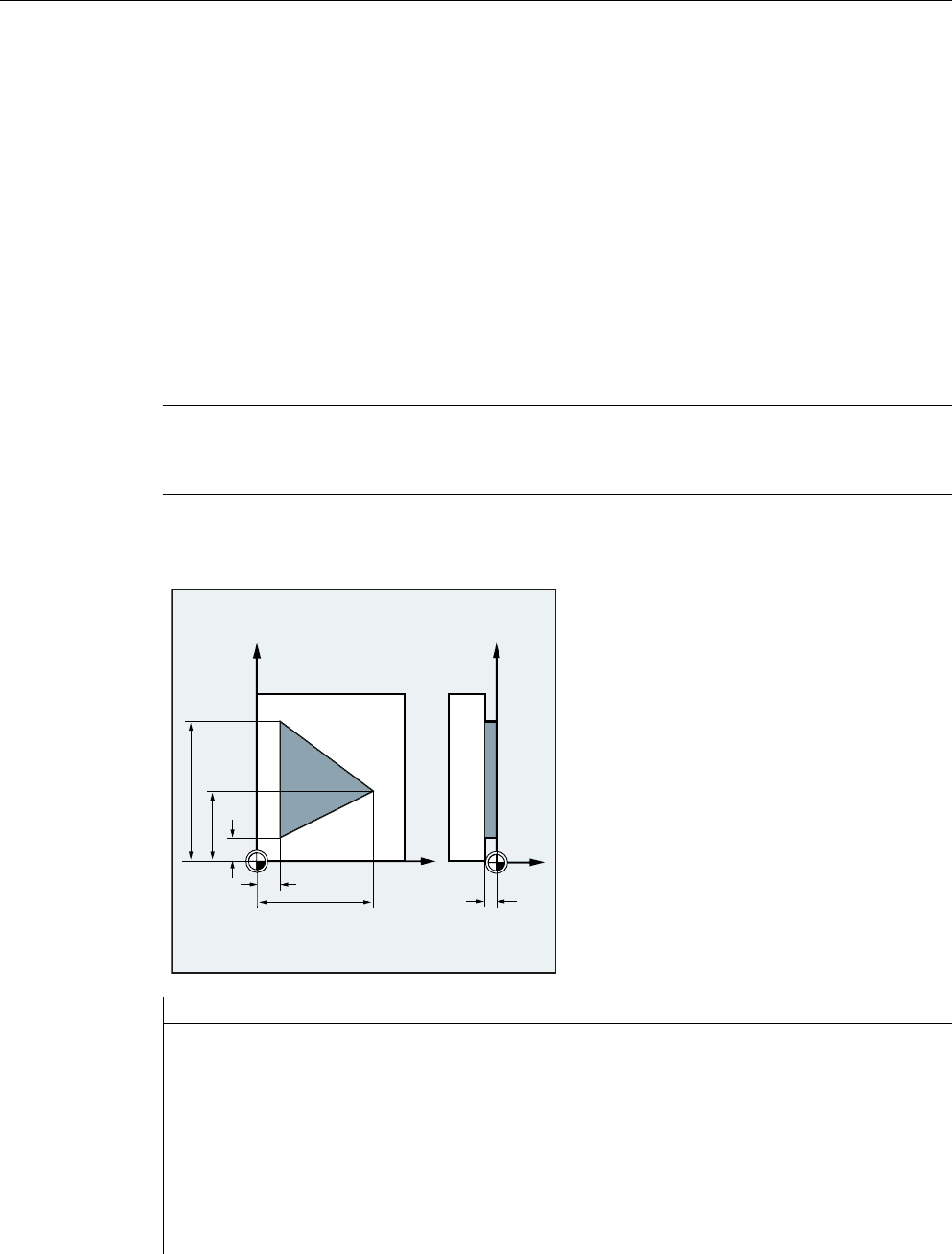
С G450 центр инструмента обходит угол
детали по дуге окружности с радиусом
инструмента.
С G451 центр инструмента подводится к
точке пересечения двух эквидистант,
находящихся на расстоянии радиуса
инструмента от запрограммированного
контура. G451 действует только для
прямых и окружностей.
*
3
*
3
Примечание
С G450/G451 также определяется путь подвода при активной KONT и точка подвода за
контуром (см. "Подвод к контуру и отвод (NORM, KONT, KONTC, KONTT) [Страница
287]").
Коррекции радиуса инструмента
10.3 Коррекция на наружных углах (G450, G451, DISC)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
295
Значение
Пример
G450:С G450 углы детали обходятся по круговой траектории.
DISC: Гибкое программирование круговой траектории при G450 (опция)
<значение>:Тип: INT
Диапазон
значений:
0, 1, 2, ... 100
Значение: 0 Переходная окружность
100 Точка пересечения эквидистант
(теоретическое значение)
G451:С G451 на углах детали выполняется подвод к точке пересечения обоих
эквидистант. Инструмент выполняет свободное резание в углу детали.
Примечание
DISC действует только при вызове G450, но может быть запрограммирована в
предыдущем кадре без G450. Обе команды действуют модально.
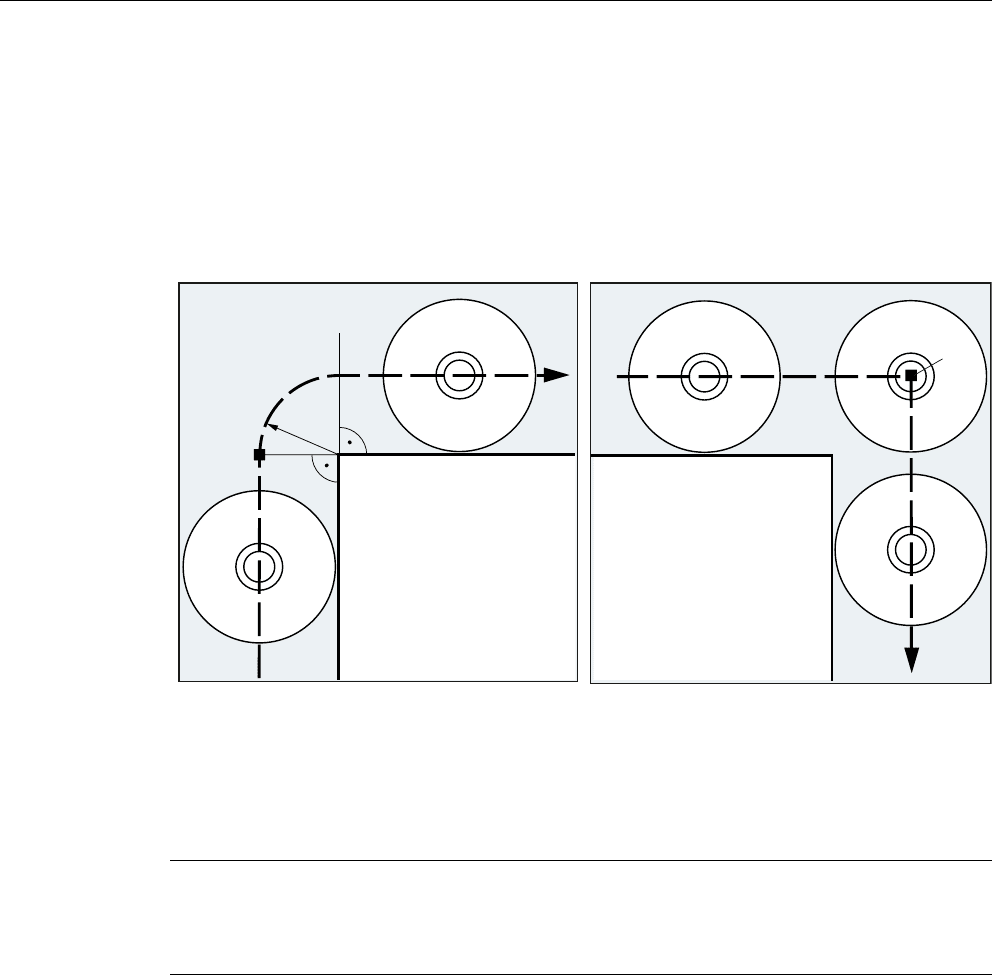
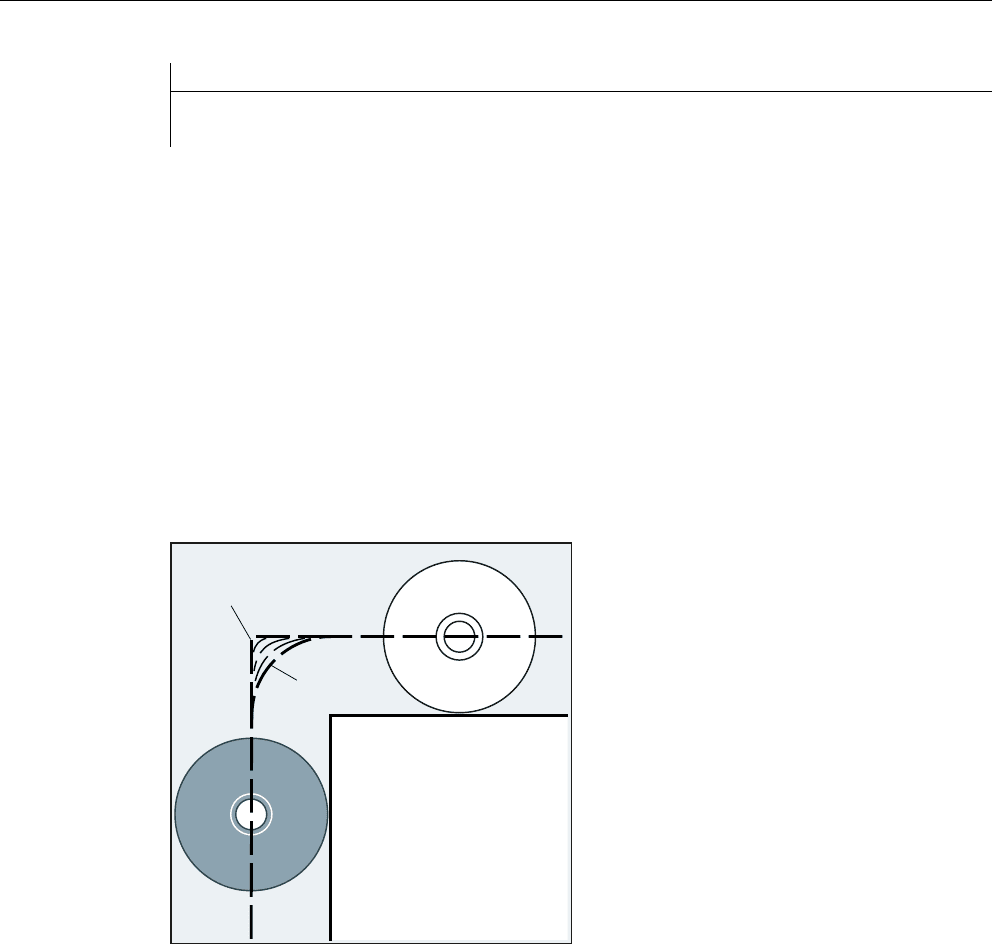
В этом примере на всех наружных углах
вставляется переходный радиус
(согласно программированию поведения
на углах в кадре N30). Благодаря этому
удается избежать остановки и свободного
резания инструмента для смены
направления.
Программный код Комментарий
N10 G17 T1 G0 X35 Y0 Z0 F500 ; Условия старта
N20 G1 Z-5 ; Подача инструмента.
N30 G41 KONT G450 X10 Y10
;
Включить КРИ с режимом подвода/отвода KONT и
поведением на углах G450.
N40 Y60 ; Фрезерование контура.
N50 X50 Y30
N60 X10 Y10
N80 G40 X-20 Y50 ; Выключение режима коррекции, отвод на
переходную окружность.
;
<
=
<
Коррекции радиуса инструмента
10.3 Коррекция на наружных углах (G450, G451, DISC)
Основы
296 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Дополнительная информация
G450/G451
В промежуточной точке P* СЧПУ выполняет команды, как, к примеру, движения подачи
или функции переключения. Эти операторы программируются в кадрах, находящихся
между двумя кадрами, образующими угол.
Переходная окружность при G450 с точки зрения передачи и обработки данных
относится к последующей команде движения.
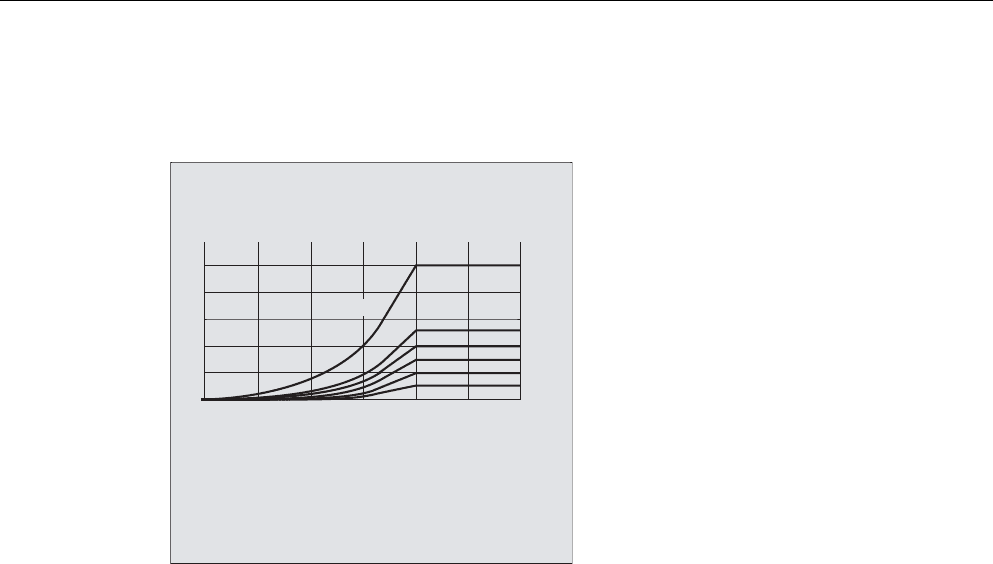
DISC
При указании значений DISC больше 0 промежуточные окружности представляются в
вытянутом виде – при этом возникают переходные эллипсы или параболы или
гиперболы:
Через машинные данные можно установить верхнее предельное значение – как
правило DISC=50.
N90 G0 Y100
N100 X200 M30
Программный код Комментарий
',6&
',6&
Коррекции радиуса инструмента
10.3 Коррекция на наружных углах (G450, G451, DISC)
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
297
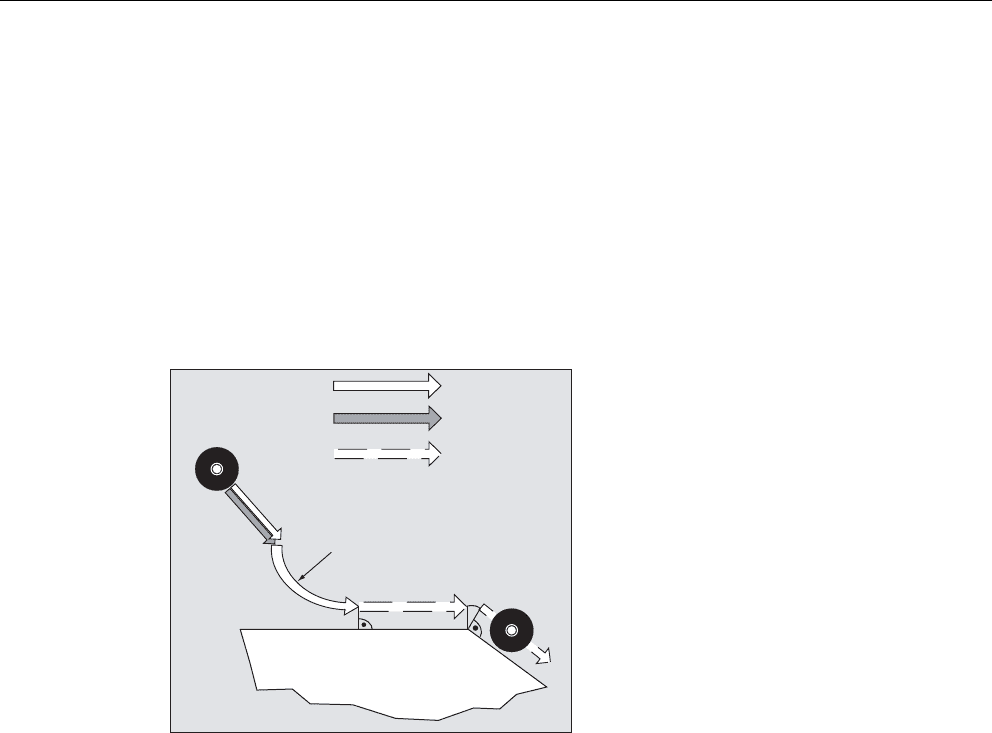
Характеристика движения
При включенной G450 инструмент при острых углах контура и высоких значениях DISC
на углах отводится от контура. При угле контура от 120°, контур обходится равномерно:
При включенной G451 при острых углах контура из-за движений отвода может
возникнуть избыточный холостой ход инструмента. Через машинные данные можно
установить, чтобы в таких случаях автоматически осуществлялось переключение на
переходную окружность.
',6&
',6&
65
5͇͗͋͏͚͘͏͔͙͚͓͔͙͇͗͌͘6͖͕͔͔͗͐͋͌͐͢
͖͕͓͋͌͡
65͔͕͓͗͏͕͉͇͔͔͖͕͓͗͐͋͌͢͡
͕͙͔͕͘͏͙͔͕͇͌͒ͣ͗͋͏͚͇͘͏͔͙͚͓͔͙͇͗͌͘
̺͕͕͔͙͚͇͊͒͑͗
͇͚͕͉͊͗͋͘
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Основы
298 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
10.4 Мягкий подвод и отвод
10.4.1 Подвод и отвод (G140 до G143, G147, G148, G247, G248, G347,
G348, G340, G341, DISR, DISCL, FAD, PM, PR)
Функция
Функция мягкого подвода и отвода (SAR) служит для того, чтобы осуществить подвод
по касательной в стартовой точке контура, независимо от положения исходной точки.
Эта функция используется преимущественно вместе с коррекцией радиуса
инструмента, но это не является обязательным условием.
Движение подвода и отвода состоит максимум из 4-х вспомогательных движений:
• стартовая точка движения P
0
• промежуточные точки P
1
, P
2
и P
3
• конечная точка P
4
Точки P
0
, P
3
и P
4
определены всегда. Промежуточные точки P
1
и P
2
, в зависимости от
параметрирования и геометрических свойств, могут отсутствовать.
Синтаксис
G140
G141 ... G143
G147, G148
G247, G248
G347, G348
G340, G341
DISR=..., DISCL=..., FAD=...
*
',65
*
̮͇͖͕͕͔͙͚͗͊͗͑͗
*

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Основы
Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
299
Значение
G140: Направление подвода и отвода в зависимости от актуальной стороны
коррекции (установка по умолчанию)
G141: Подвод слева или отвод влево
G142: Подвод справа или отвод вправо
G143: Направление подвода и отвода в зависимости от относительного
положения стартовой или конечной точки к направлению касательных
G147:Подвод по прямой
G148: Отвод по прямой
G247: Подвод по четверти круга
G248: Отвод по четверти круга
G347: Подвод по полукругу
G348: Отвод по полукругу
G340: Пространственный подвод и отвод (установка по умолчанию)
G341: Подвод и отвод в плоскости
DISR: Подвод и отвод по прямой (G147/G148)
Расстояние кромки фрезы от стартовой точки контура
Подвод и отвод по окружностям (G247, G347/G248, G348)
Радиус траектории центра инструмента
Внимание: при REPOS с полукругом DISR обозначает диаметр
окружности
DISCL: DISCL=... Расстояние от конечной точки
быстрого движения подачи до плоскости обработки
DISCL=AC(...) Указание абсолютного положения конечной точки
быстрого движения подачи
FAD: Скорость медленного движения подачи
FAD=... запрограммированное значение действует согласно
G-коду группы 15 (подача; G93, G94 и т.д.)
FAD=PM(...) запрограммированное значение независимо от активного
G-кода, группа 15 интерпретируется как линейная подача (как G94)
FAD=PR(...) запрограммированное значение независимо от активного
G-кода, группа 15 интерпретируется как окружная подача (как G95)
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Основы
300 Справочник по программированию, 02/2011, 6FC5398-1BP40-1PA0
Пример
• Мягкий подвод (кадр N20 активирован)
• Движение подвода по четверти круга (G247)
• Направление подвода не запрограммировано, действует G140, т.е. КРИ активна
(G41)
• Смещение контура OFFN=5 (N10)
• Актуальный радиус инструмента=10, таким образом, эффективный радиус
коррекции для КРИ=15, радиус контура SAR=25, таким образом, радиус траектории
центра инструмента будет равен DISR=10
• Конечная точка окружности получается из N30, т.к. в N20 запрограммирована только
позиция Z
•Движение подачи
- Из Z20 в Z7 (DISCL=AC(7)) ускоренным ходом
- После в Z0 с FAD=200.
- Круг подвода в плоскости X-Y и последующие кадры с F1500 (чтобы эта скорость
стала активной в последующих кадрах, необходимо переписать активную G0 в
N30 с G1, в ином случае обработка контура была бы продолжена с G0)
• Мягкий отвод (кадр N60 активирован)
• Движение отвода по четверти круга (G248) и спирали (G340)
• FAD не запрограммирована, так как не имеет значения при G340
• Z=2 в стартовой точке; Z=8 в конечной точке, т.к. DISCL=6
• При DISR=5 радиус контура SAR=20, радиус траектории центра инструмента=5
̹͇͙͕͗͌͑͗͏͔͙͇ͦ͌͗͝͏͔͙͚͓͔͙͇͗͌͘
̯͔͙͚͓͔͙͗͌͘
̸͖͏͇͗͒ͣ
̶͕͚͚͒͑͗͊
3͑
3͕͙
̱͕͔͙͚͗
3͑3͕͙
3͕͙
3͑
3͕͙
\
[